Download presentation
Presentation is loading. Please wait.

1
According to the European Standard EN 13306,
Maintenance What is maintenance ?,.. and why should be done? According to the European Standard EN 13306, maintenance concerns the "combination of all technical, administrative and managerial actions during the life cycle of an item intended to retain it in, or restore it to, a state in which it can perform the required function“. Furthermore: Regular maintenance is essential to keep equipment, machines and the work environment safe and reliable. Lack of maintenance or inadequate maintenance can lead to dangerous situations, accidents and health problems. Maintenance is a high-risk activity with some of the hazards resulting from the nature of the work.

2
4) Maintenance is carried out in all sectors and all workplaces.
Therefore, maintenance workers are more likely than other employees to be exposed to various hazards. Maintenance is a generic term for variety of tasks in very different types of sectors and all kinds of working environments. Maintenance activities include: Kk9mi=6jhmnn.Wq ` TTTTTTTTTTTTTTTTTTTTTTTTTTTTTTTRE inspection • testing • measurement • replacement • adjustment • repair • upkeep • fault detection • replacement of parts • servicing • lubrication, and cleaning.

3
Maintenance is critical to ensure continuous productivity, to produce products of high quality and to keep company’s competitiveness. But it also has an impact on occupational safety and health. We can conclude: Firstly, good maintenance is essential to keep machines and work environment safe and reliable. Secondly, maintenance itself is a high-risk activity and it has to be performed in a safe way, with appropriate protection of maintenance workers and other people present in the workplace.

4
FIVE FACTS: Safer and healthier workplaces through adequate maintenance Maintenance is a high-risk activity Facts and figures Basic rules to get it right European legislation on maintenance

5
Safer and healthier workplaces through adequate maintenance
1) Regular maintenance has an important role in eliminating workplace hazards and providing safer and healthier working conditions. 2) Lack of maintenance or inadequate maintenance can cause serious and deadly accidents or health problems. 3) Accidents happen due to faulty electrical installations (cables, plugs, equipment) 4) shock and burns, fires, ignition of potentially flammable or explosive atmospheres 5) Accidents happen because lifting equipment is not inspected and not maintained regularly 6) lifting chains are dirty/corroded and fail, causing heavy load to fall 7) Accidents happen as a result of lack of maintenance of working and walking surfaces and traffic routes 8) uneven, potholed, sloped or slippery surfaces cause `fork-lift truck accidents, slips and trips
 Regular maintenance has an important role in eliminating workplace hazards and providing safer and healthier working conditions. 2) Lack of maintenance or inadequate maintenance can cause serious and deadly accidents or health problems. 3) Accidents happen due to faulty electrical installations (cables, plugs, equipment) 4) shock and burns, fires, ignition of potentially flammable or explosive atmospheres. 5) Accidents happen because lifting equipment is not inspected and not maintained regularly. 6) lifting chains are dirty/corroded and fail, causing heavy load to fall. 7) Accidents happen as a result of lack of maintenance of working and walking surfaces and traffic routes. 8) uneven, potholed, sloped or slippery surfaces cause `fork-lift truck accidents, slips and trips.")
6
9) Dust poses a potential health risk to workers in woodworking industry, …..
10) Maintenance of dust control equipment is crucial in all dust producing processes to prevent exposure of workers to dust 11) ventilation ducts ( channels) must be kept free from blockages and repaired if damaged 12) filter units need to be maintained regularly according to manufacturer’s recommendations
 Maintenance of dust control equipment is crucial in all dust producing processes to prevent exposure of workers to dust. 11) ventilation ducts ( channels) must be kept free from blockages and repaired if damaged. 12) filter units need to be maintained regularly according to manufacturer’s recommendations.")
7
Maintenance is a high-risk activity
Maintenance-specific hazards and risks In addition to the risks associated with any working environment, maintenance operations involve some specific risks. These include working alongside a running process and in close contact with machinery. During normal operation, automation typically diminishes (reduces) the likelihood( probability) of human error that can lead to accidents. In maintenance activities, contrary to normal operation, direct contact between the worker and machine cannot be reduced substantially (significantly) . Maintenance is an activity where workers need to be in close contact with processes. Maintenance often involves unusual work, non-routine tasks and it is often performed in exceptional conditions, such as working in confined spaces.
 the likelihood( probability) of human error that can lead to accidents. In maintenance activities, contrary to normal operation, direct contact between the worker and machine cannot be reduced substantially (significantly) . Maintenance is an activity where workers need to be in close contact with processes. Maintenance often involves unusual work, non-routine tasks and it is often performed in exceptional conditions, such as working in confined spaces.")
8
Maintenance involves changing tasks and working environment
Maintenance involves changing tasks and working environment. This is especially true in case of contract workers. Subcontracting is an aggravating (bad/danger) factor in terms of safety and health – numerous accidents and incidents relate to subcontracting maintenance. Working under time-pressure is also typical for maintenance operations, especially when shutdowns or high-priority repairs are involved. Hazards, risks and health outcomes Because maintenance is carried out in all sectors and workplaces and involves a wide range of tasks, it is associated with a great variety of hazards. Physical hazards noise, vibration excessive heat and cold radiation (ultraviolet radiation, x-rays, electromagnetic fields) high physical workload Ergonomics(بيئة العمل)-related risks: due to poor design of machinery, process and work environment from the point of view of maintenance difficult to reach the objects to be maintained - strenuous movements (bending, kneeling, reaching, pushing and pulling, working in confined spaces)
 factor in terms of safety and health – numerous accidents and incidents relate to subcontracting maintenance. Working under time-pressure is also typical for maintenance operations, especially when shutdowns or high-priority repairs are involved. Hazards, risks and health outcomes. Because maintenance is carried out in all sectors and workplaces and involves a wide range of tasks, it is associated with a great variety of hazards. Physical hazards. noise, vibration. excessive heat and cold. radiation (ultraviolet radiation, x-rays, electromagnetic fields) high physical workload. Ergonomics(بيئة العمل)-related risks: due to poor design of machinery, process and work environment from the point of view of maintenance difficult to reach the objects to be maintained - strenuous movements (bending, kneeling, reaching, pushing and pulling, working in confined spaces)")
9
Typical tasks: drilling, grinding, filling, sanding working outdoors, maintenance of industrial plant (e.g. ovens and furnaces, chilling units) welding, inspection of pipes, rail maintenance Chemical hazards Asbestos, fiber glass Vapors, fumes, dust (e.g. asphalt fumes, diesel exhaust, crystalline silica) Solvents Typical tasks building maintenance electrical arc welding carrying out work in confined spaces working in car repair shops maintenance of industrial installations where hazardous chemicals are present :: Potential health outcomes: breathing problems, occupational asthma, allergies, asbestosis (تلف الرئتين الأسبستي), cancer
 Solvents. Typical tasks. building maintenance. electrical arc welding. carrying out work in confined spaces. working in car repair shops. maintenance of industrial installations where hazardous chemicals are present. :: Potential health outcomes: breathing problems, occupational asthma, allergies, asbestosis (تلف الرئتين الأسبستي), cancer.")
10
Biological hazards Bacteria (e.g. legionella, salmonella) Mould ( (العفنand fungi(الفطريات) :: Typical tasks: maintenance in waste treatment plants maintenance where biological agents are handled such as laboratories. maintenance in places where bacteria, moulds, and fungi are likely to proliferate, such as air-conditioning systems :: Potential health outcomes: breathing problems, asthma, allergies, Legionnaires) (مهلكةdisease Psychosocial risk factors Time pressure Shift work, weekend work, night work, on-call work and irregular working hours Working together with staff from contractors / several contractors – communication issues :: Potential health outcomes: work-related stress, fatigue(التعب), increased accident risk
 (مهلكةdisease. Psychosocial risk factors. Time pressure. Shift work, weekend work, night work, on-call work and irregular working hours. Working together with staff from contractors / several contractors – communication issues. :: Potential health outcomes: work-related stress, fatigue(التعب), increased accident risk.")
11
High risk of all types of accidents
Many accidents are related to work equipment and machine maintenance, e.g. crushing by moving machinery, unexpected start-up Falls from height, accidents involving falling objects Electrocution, electrical shocks, burns Confined (Narrow) spaces, asphyxiation ( (الأختناق Explosion, fire
 spaces, asphyxiation ( (الأختناق. Explosion, fire.")
12
Facts and figures Analyses of EUROSTAT data based on the ESAW methodology (European statistics on accidents at work) can help identify accidents related to maintenance operations in several European countries. It is estimated that around 15-20% (depending on country) of all accidents and 10-15% of all fatal accidents are related to maintenance operations. Maintenance, repair, tuning , and adjustment is fourth on the list of top 10 working processes accounting for the highest number of fatal accidents over (EUROSTAT-ESAW). Accidents increasingly tend to happen not during normal operation, but rather during repair, maintenance, cleaning, adjusting, etc. According to a survey conducted in 2005 in France, maintenance is the most subcontracted function in industry. An analysis of a French work accidents database shows that in 2002 maintenance employees were the second most frequent victims of accidents related to subcontracting, just behind construction workers.
 can help identify accidents related to maintenance operations in several European countries. It is estimated that around 15-20% (depending on country) of all accidents and 10-15% of all fatal accidents are related to maintenance operations. Maintenance, repair, tuning , and adjustment is fourth on the list of top 10 working processes accounting for the highest number of fatal accidents over (EUROSTAT-ESAW). Accidents increasingly tend to happen not during normal operation, but rather during repair, maintenance, cleaning, adjusting, etc. According to a survey conducted in 2005 in France, maintenance is the most subcontracted function in industry. An analysis of a French work accidents database shows that in 2002 maintenance employees were the second most frequent victims of accidents related to subcontracting, just behind construction workers.")
13
An analysis of the results of the Spanish National Survey of Working Conditions (2007) indicates higher exposure of maintenance workers to noise and to hand arm and whole body vibrations compared to other workers. They are also more exposed to dangerous substances, vapors and fumes. Around 25% of all electrical injury accidents are caused by portable electrical equipment. Faulty leads to equipment cause around 2000 fires each year. A major cause of such accidents and fires is the failure to carry out inspections and maintenance (HSE).
.")
14
Basic rules to get it right
The specific details of maintenance vary between industry sectors and depending on tasks. But there are some common principles: Integration of occupational safety and health (OSH ) management into maintenance management Structured approach based on risk assessment Clear roles and responsibilities Safe systems of work and clear guidelines to follow Adequate training and competence Involvement of workers in the risk assessment and maintenance management process Effective communication Five basic rules for safe maintenance 1) Planning 2) Making the work area safe 3) Using the appropriate equipment 4) Working as planned 5) Final check
 management into maintenance management. Structured approach based on risk assessment. Clear roles and responsibilities. Safe systems of work and clear guidelines to follow. Adequate training and competence. Involvement of workers in the risk assessment and maintenance management process. Effective communication. Five basic rules for safe maintenance. 1) Planning 2) Making the work area safe 3) Using the appropriate equipment 4) Working as planned 5) Final check.")
15
1. Planning Maintenance should start with proper planning. A risk assessment should be carried out and workers should be involved in this process. Issues to be covered at the planning stage are: The scope of the task – what needs to be done, and how it will affect other workers and activities in the workplace Risk assessment: potential hazards have to be identified (e.g. dangerous substances, confined spaces, moving parts of machinery, chemical substances or dust in the air), and measures need to be developed to eliminate or minimize the risks (for more information visit the risk assessment section) Safe systems of work have to be defined (permits to work, lock-off systems) The time and resources that the activity will require Communication between maintenance and production staff, and all other parties concerned Competence and adequate training
, and measures need to be developed to eliminate or minimize the risks (for more information visit the risk assessment section) Safe systems of work have to be defined (permits to work, lock-off systems) The time and resources that the activity will require. Communication between maintenance and production staff, and all other parties concerned. Competence and adequate training.")
16
2. Making the work area safe
The work area needs to be secured by preventing unauthorized access, for example, by using barriers and signs. The area also needs to be kept clean and safe, with power locked-off, moving parts of machinery secured, temporary ventilation installed, and safe routes established for workers to enter and exit the work area. Warning cards should be attached to machinery, with the date and time of lock-off, as well as the name of the person authorized to remove the lock – this way, the safety of the worker performing the maintenance on the machine will not be jeopardized (للخطر)by another worker inadvertently ( (عن غير قصدstarting it up. If possible, guards should be designed so as to allow minor maintenance on the machines without removing the safeguards. If the guard must be removed or deactivated, then lock-off procedures should be followed. Maintenance operators and workers shall be trained on how and under which conditions safeguards may be removed.
by another worker inadvertently ( (عن غير قصدstarting it up. If possible, guards should be designed so as to allow minor maintenance on the machines without removing the safeguards. If the guard must be removed or deactivated, then lock-off procedures should be followed. Maintenance operators and workers shall be trained on how and under which conditions safeguards may be removed.")
17
3. Using appropriate equipment
Workers involved in maintenance tasks should have the appropriate tools and equipment, which may be different from those that they normally use. Considering that they may be working in areas that are not designed to have people working in them, and that they may be exposed to a variety of hazards, they must also have appropriate personal protective equipment. With respect to the equipment and tools to be used, employers should ensure that: the right tool and equipment for the job is available (together with instructions in using it, if required) it is in appropriate condition it is suitable for the work environment (e.g., no sparking tools in flammable atmospheres) it has an ergonomic (مريح)design All personal protective equipment must: be appropriate for the risks involved, without itself leading to any increased risk correspond to existing conditions at the workplace take account of ergonomic requirements and the worker's state of health fit the wearer correctly after any necessary adjustment.
 it is in appropriate condition. it is suitable for the work environment (e.g., no sparking tools in flammable atmospheres) it has an ergonomic (مريح)design. All personal protective equipment must: be appropriate for the risks involved, without itself leading to any increased risk. correspond to existing conditions at the workplace. take account of ergonomic requirements and the worker s state of health. fit the wearer correctly after any necessary adjustment.")
18
4. Working as planned Safe work procedures have to be communicated, understood by workers and supervisors and applied correctly. The work should be monitored so that the agreed safe systems of work and sites rules are observed. Maintenance is often carried out under pressure – for example when a fault has brought the production process to a standstill. Safe procedures need to be followed, even when there is time pressure: shortcuts could be very costly if they lead to accidents, injuries, or damage to property. Procedures need to be in place for unexpected events. Part of the safe system of work should be to stop work when faced with an unforeseen problem or a problem exceeding one’s own competence(إختصاص الشخص الواحد). It is very important to remember that exceeding the scope of one’s own skills and competence may result in accidents.
. It is very important to remember that exceeding the scope of one’s own skills and competence may result in accidents.")
19
5. Making final checks The maintenance process needs to end with checks to make sure that the task has been completed, that the item under maintenance is in a safe condition, and that all waste material that has been generated during the maintenance process has been cleaned away. When all is checked and declared safe, then the task can be signed off, and supervisors and other workers can be notified. The final step involves completing a report, describing the work that has been performed and including comments on any difficulties that have been encountered, together with recommendations for improvement. Ideally, this should also be discussed at a staff meeting where the workers involved in the process, as well as those working around them, can comment on the maintenance activity and come up with suitable suggestions to improve the process.

20
Types of Maintenance: Introduction
Maintenance is “the actions associated with equipment repair after it is broken”. Or “the work of keeping something in proper condition; upkeep.” For example, equipment may be designed to operate at full design load for 5,000 hours and may be designed to go through 15,000 start and stop cycles. The design life of most equipment requires periodic maintenance. Belts need adjustment, alignment needs to be maintained, proper lubrication on rotating equipment is required, and so on. In some cases, certain components need replacement, e.g., a wheel bearing on a motor vehicle, to ensure the main piece of equipment (in this case a car) last for its design life.
 last for its design life.")
21
Types of Maintenance: 2. Four Types: Reactive Maintenance
• Preventive Maintenance • Predictive Maintenance Reliability Centered Maintenance

23
Types of Maintenance: 2.1. Reactive Maintenance
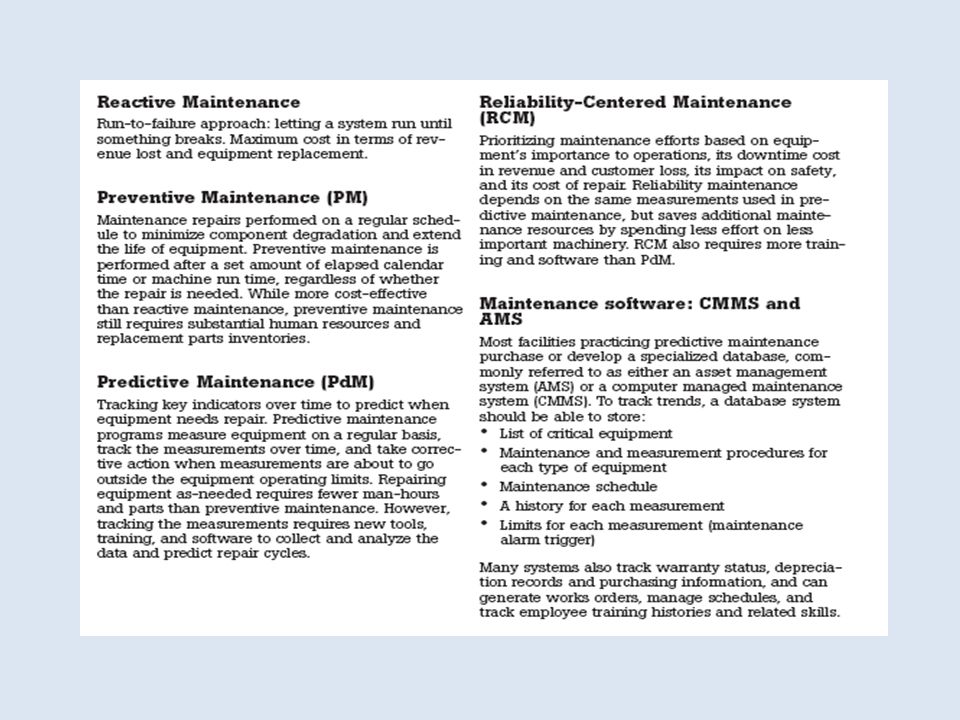
Reactive maintenance is basically the “run it till it breaks” maintenance mode. No actions or efforts are taken to maintain the equipment as the designer originally intended to ensure design life is reached. Advantages • Low cost. • Less staff. Disadvantages • Increased cost due to unplanned downtime of equipment . • Increased labor cost, especially if overtime is needed. • Cost involved with repair or replacement of equipment. • Possible secondary equipment or process damage from equipment failure. • Inefficient use of staff resources.

24
Types of Maintenance: 2.2. Preventive Maintenance (PM)
Preventive maintenance can be defined as follows: Actions performed on a time- or machine-run-based schedule that detect, preclude, or mitigate degradation of a component or system with the aim of sustaining or extending its useful life through controlling degradation to an acceptable level. Preventive maintenance as a means to increase the reliability of systems. In addition to an increase in reliability, dollars are saved over that of a program just using reactive maintenance. Studies indicate that this savings can amount to as much as 12% to 18% on the average.

25
Types of Maintenance: Advantages
• Cost effective in many capital intensive processes. • Flexibility allows for the adjustment of maintenance periodicity. • Increased component life cycle. • Energy savings. • Reduced equipment or process failure. • Estimated 12% to 18% cost savings over reactive maintenance program. Disadvantages • Catastrophic failures still likely to occur. • Labor intensive. • Includes performance of unneeded maintenance. • Potential for incidental damage to components in conducting unneeded maintenance.

28
Types of Maintenance: 2.3. Predictive Maintenance
Predictive maintenance can be defined as follows: Measurements that detect the onset of a degradation mechanism, thereby allowing causal stressors to be eliminated or controlled prior to any significant deterioration in the component physical state. Results indicate current and future functional capability. For example, most people change the oil in their vehicles every 3,000 to 5,000 miles traveled. This is effectively basing the oil change needs on equipment run time. No concern is given to the actual condition and performance capability of the oil. It is changed because it is time. This methodology would be analogous to a preventive maintenance task.

29
Types of Maintenance: If, on the other hand, the operator of the car discounted the vehicle run time and had the oil analyzed at some periodicity to determine its actual condition and lubrication properties, he/she may be able to extend the oil change until the vehicle had traveled 10,000 miles. This is the fundamental difference between predictive maintenance and preventive maintenance, whereby predictive maintenance is used to define needed maintenance task based on quantified material/equipment condition.

30
Types of Maintenance:

31
Types of Maintenance: Advantages • Increased component operational life/availability. • Allows for preemptive corrective actions. • Decrease in equipment or process downtime. • Decrease in costs for parts and labor. • Better product quality. • Improved worker and environmental safety. • Improved worker morale. • Energy savings. • Estimated 8% to 12% cost savings over preventive maintenance program. Disadvantages • Increased investment in diagnostic equipment. • Increased investment in staff training. • Savings potential not readily seen by management.

32
Types of Maintenance: In fact, independent surveys indicate the following industrial average savings resultant from initiation of a functional predictive maintenance program: • Return on investment: 10 times • Reduction in maintenance costs: 25% to 30% • Elimination of breakdowns: 70% to 75% • Reduction in downtime: 35% to 45% • Increase in production: 20% to 25%.

33
Types of Maintenance:

34
Types of Maintenance: 2.4. Reliability Centered Maintenance
Reliability centered maintenance (RCM) : “a process used to determine the maintenance requirements of any physical asset in its operating context.” Basically, RCM methodology deals with some key issues not dealt with by other maintenance programs. It recognizes that all equipment in a facility is not of equal importance to either the process or facility safety. It recognizes that equipment design and operation differs and that different equipment will have a higher probability to undergo failures from different degradation mechanisms than others. It also approaches the structuring of a maintenance program recognizing that a facility does not have unlimited financial and personnel resources and that the use of both need to be prioritized and optimized.
 : a process used to determine the maintenance requirements of any physical asset in its operating context. Basically, RCM methodology deals with some key issues not dealt with by other maintenance programs. It recognizes that all equipment in a facility is not of equal importance to either the process or facility safety. It recognizes that equipment design and operation differs and that different equipment will have a higher probability to undergo failures from different degradation mechanisms than others. It also approaches the structuring of a maintenance program recognizing that a facility does not have unlimited financial and personnel resources and that the use of both need to be prioritized and optimized.")
35
Types of Maintenance: Advantages
• Can be the most efficient maintenance program. • Lower costs by eliminating unnecessary maintenance or overhauls. • Minimize frequency of overhauls. • Reduced probability of sudden equipment failures. • Able to focus maintenance activities on critical components. • Increased component reliability. • Incorporates root cause analysis. Disadvantages • Can have significant startup cost, training, equipment, etc. • Savings potential not readily seen by management.

37
Types of Maintenance:

39
Types of Maintenance: 3. How to Initiate Reliability Centered Maintenance The road from a purely reactive program to a RCM program is not an easy one. The following is a list of some basic steps that will help to get moving down this path. 1. Develop a Master equipment list identifying the equipment in your facility. 2. Prioritize the listed components based on importance to process. 3. Assign components into logical groupings. 4. Determine the type and number of maintenance activities required and periodicity using: a. Manufacturer technical manuals b. Machinery history c. Root cause analysis findings - Why did it fail? d. Good engineering judgment 5. Assess the size of maintenance staff. 6. Identify tasks that may be performed by operations maintenance personnel. 7. Analyze equipment failure modes and effects. 8. Identify effective maintenance tasks or mitigation strategies.

40
Types of Maintenance: 4. Case Study Comparison of Four Maintenance Programs (Piotrowski 2001): 1. Reactive Maintenance (Breakdown or Run-to-Failure Maintenance) Basic philosophy • Allow machinery to run to failure. • Repair or replace damaged equipment when obvious problems occur. Cost: $18/hp/yr This maintenance philosophy allows machinery to run to failure, providing for the repair or replacement of damaged equipment only when obvious problems occur. Studies have shown that the costs to operate in this fashion are about $18 per horsepower (hp) per year. The advantages of this approach are that it works well if equipment shutdowns do not affect production and if labor and material costs do not matter.
 Basic philosophy. • Allow machinery to run to failure. • Repair or replace damaged equipment when obvious problems occur. Cost: $18/hp/yr. This maintenance philosophy allows machinery to run to failure, providing for the repair or replacement of damaged equipment only when obvious problems occur. Studies have shown that the costs to operate in this fashion are about $18 per horsepower (hp) per year. The advantages of this approach are that it works well if equipment shutdowns do not affect production and if labor and material costs do not matter.")
41
Types of Maintenance: 2. Preventive Maintenance (Time-Based Maintenance) Basic philosophy • Schedule maintenance activities at predetermined time intervals. • Repair or replace damaged equipment before obvious problems occur. Cost: $13/hp/yr This philosophy entails the scheduling of maintenance activities at predetermined time intervals, where damaged equipment is repaired or replaced before obvious problems occur. When it is done correctly, studies have shown the costs of operating in this fashion to be about $13 per hp per year. The advantages of this approach are that it works well for equipment that does not run continuously, and with personnel who have enough knowledge, skills, and time to perform the preventive maintenance work.

42
Types of Maintenance: 3. Predictive Maintenance (Condition-Based Maintenance) Basic philosophy • Schedule maintenance activities when mechanical or operational conditions warrant. • Repair or replace damaged equipment before obvious problems occur. Cost: $9/hp/yr This philosophy consists of scheduling maintenance activities only if and when mechanical or operational conditions warrant-by periodically monitoring the machinery for excessive vibration, temperature and/or lubrication degradation, or by observing any other unhealthy trends that occur over time.

43
Types of Maintenance: When the condition gets to a predetermined unacceptable level, the equipment is shut down to repair or replace damaged components so as to prevent a more costly failure from occurring. In other words, “Don’t fix what is not broke.” Studies have shown that when it is done correctly, the costs to operate in this fashion are about $9 per hp per year. Advantages of this approach are that it works very well if personnel have adequate knowledge, skills, and time to perform the predictive maintenance work, and that it allows equipment repairs to be scheduled in an orderly fashion. It also provides some lead-time to purchase materials for the necessary repairs, reducing the need for a high parts inventory. Since maintenance work is only performed when it is needed, there is likely to be an increase in production capacity.

44
Types of Maintenance: 4. Reliability Centered Maintenance (Pro-Active or Prevention Maintenance) Basic philosophy Utilizes predictive/preventive maintenance techniques with root cause failure analysis to detect and pinpoint the precise problems, combined with advanced installation and repair techniques, including potential equipment redesign or modification to avoid or eliminate problems from occurring. Cost: $6/hp/yr This philosophy utilizes all of the predictive/preventive maintenance techniques, in concert with root cause failure analysis. This not only detects and pinpoints precise problems that occur, but ensures that advanced installation and repair techniques are performed, including potential equipment redesign or modification, thus helping to avoid problems or keep them from occurring. According to studies, when it is done correctly, operating in this fashion costs about $6 per hp per year.

45
Types of Maintenance: One advantage to this approach is that it works extremely well if personnel have the knowledge, skills, and time to perform all of the required activities. As with the predictive-based program, equipment repairs can be scheduled in an orderly fashion, but additional improvement efforts also can be undertaken to reduce or eliminate potential problems from repeatedly occurring. Furthermore, it allows lead-time to purchase materials for necessary repairs, thus reducing the need for a high parts inventory. Since maintenance work is performed only when it is needed, and extra efforts are put forth to thoroughly investigate the cause of the failure and determine ways to improve machinery reliability, there can be a substantial increase in production capacity.

46
4. MAINTENANCE MISSION The role of maintenance is not to “fix” breakdown in record time; rather, it is to prevent all losses that are caused by equipment or system related problems. The mission of the maintenance department in a world-class organization is to achieve and sustain the following: • Optimum availability • Optimum operating conditions • Maximum utilization of maintenance resources • Optimum equipment life • Minimum spares inventory • Ability to react quickly

47
4.2 Optimum Operating Condition
4.1 Optimum Availability The production capacity of a plant is partly determined by the availability of production systems and their auxiliary equipment. The primary function of the maintenance organization is to ensure that all machinery, equipment, and systems within the plant are always online and in good operating condition. 4.2 Optimum Operating Condition Availability of critical process machinery is not enough to ensure acceptable plant performance levels. The maintenance organization must maintain all direct and indirect manufacturing machinery, equipment, and systems so that they will continuously be in optimum operating condition. Minor problems, no matter how slight, can result in poor product quality, reduced production speeds, or other factors that limit overall plant performance.

48
4.3 Maximum Utilization of Maintenance Resources
The maintenance organization controls a substantial part of the total operating budget in most plants. The maintenance manager often controls the spare parts inventory, authorizes the use of outside contract labor, and requisitions millions of dollars in repair parts or replacement equipment. Therefore, one goal of the maintenance organization should be effective use of these resources. 4. 4 Optimum Equipment Life One way to reduce maintenance cost is to extend the useful life of plant equipment. The maintenance organization should implement programs that will increase the useful life of all plant assets.

49
4.5 Minimum Spares Inventory
Reductions in spares inventory should be a major objective of the maintenance organization; however, the reduction cannot impair their ability to meet the first four goals. With the predictive maintenance technologies that are available today, maintenance can anticipate the need for specific equipment or parts far enough in advance to purchase them on an as-needed basis. 4.6 Ability to React Quickly All catastrophic failures cannot be avoided; therefore, the maintenance organization must be able to react quickly to the unexpected failure.

50
5. Failures and types of Maintenance
Direct relationship between repeated failures on the machine and types of maintenance. Forms of Failures: - Early failures : Predictive maintenance - Random failures : Reactive maintenance - Wear out failures : Preventive maintenance

51
6. Establishing an effective maintenance program
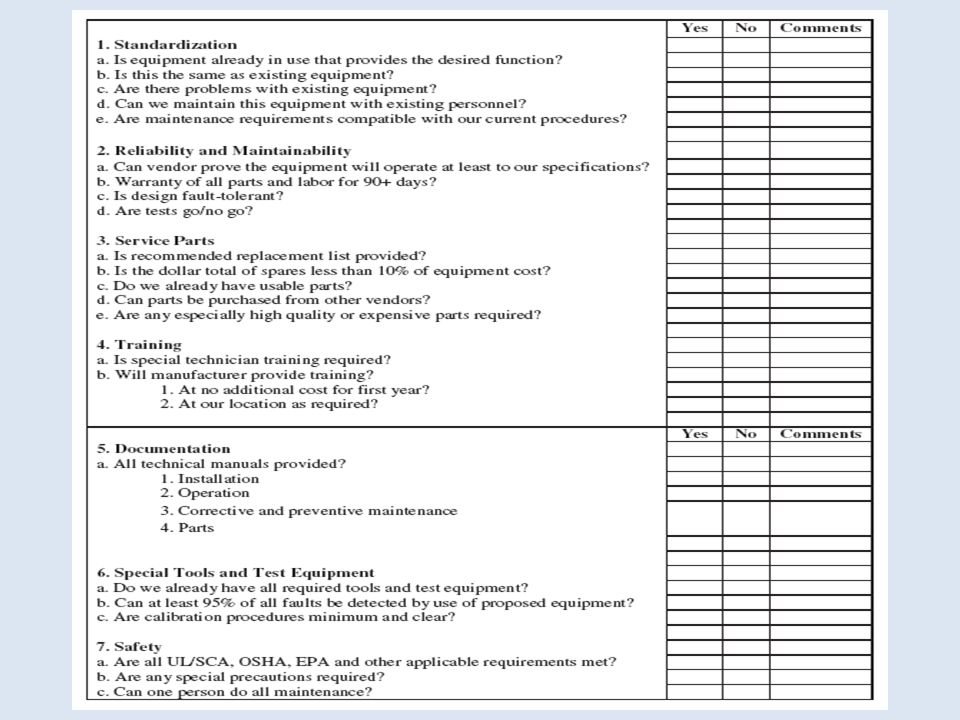
Every piece of equipment uniquely identified by prominent ID number or serial number and product type Accurate equipment history records Failure information by problem, cause, and action Experience data from similar equipment Manufacturer’s interval and procedure recommendations Service manuals Consumables and replaceable parts Skilled personnel Proper test instruments and tools Clear instructions with a checklist to be signed off User cooperation Management support

53
Reducing workplace accidents: advice for employers
1. Carrying out a risk assessment Employers should take whatever steps necessary to ensure the safety and health of workers. To prevent accidents, you should establish a health and safety management system that incorporates risk assessment, risk management and monitoring procedures. The guiding principles that should be considered throughout the risk assessment process can be broken down into a series of steps: Step 1. Identifying hazards and those at risk Looking for those things at work that have the potential to cause harm, and identifying workers who may be exposed to the hazards. Step 2. Evaluating and prioritizing risks Estimating the existing risks (their severity, their probability, …) and prioritizing them in order of importance. It is essential that the work to be done to eliminate or prevent risks is prioritized.
 and prioritizing them in order of importance. It is essential that the work to be done to eliminate or prevent risks is prioritized.")
54
Step 3. Deciding on preventive action
Identifying the appropriate measures to eliminate or control the risks. Step 4. Taking action Putting in place the preventive and protective measures through a prioritisation plan (most probably all the problems cannot be resolved immediately) and specifying who does what and when, when a task is to be completed and the means allocated to implement the measures. Step 5. Monitoring and reviewing The assessment should be reviewed at regular intervals to ensure it remains up to date. It has to be revised whenever significant changes occur in the organisation or as a result of the findings of an accident or “near miss” investigation.
 and specifying who does what and when, when a task is to be completed and the means allocated to implement the measures. Step 5. Monitoring and reviewing. The assessment should be reviewed at regular intervals to ensure it remains up to date. It has to be revised whenever significant changes occur in the organisation or as a result of the findings of an accident or near miss investigation.")
55
Significant hazards and risks
All hazards identified by risk assessment should be addressed. The type of hazard, the degree of risk it poses and the severity of harm that may result vary from workplace to workplace and sector to sector. The following are just some of the issues. Work equipment and plant: inadequate mechanical safeguards to prevent contact with dangerous objects lack of maintenance of work equipment and vehicles cuts and splinters from blades, corners, sheet metal, tools or edges electrical hazards. Workplace: poor housekeeping — order, cleanliness and control poor visibility in areas where vehicles and lifting equipment such as mobile cranes are working the mixing of people and vehicles, particularly at entrances and exits to garages, warehouses and depots. Workplace transport: uncontrolled movements of objects such as poorly secured barrels and other loads and containers in storage, transport, distribution or handling. People being struck or run over by moving vehicles, falling from vehicles, being struck by objects falling from vehicles or vehicles overturning.

56
Working at height: on scaffolding, ladders, staircases, mobile and ramps; also there is the risk of objects being dropped on people working below. Burns: thermal burns caused by working with hot surfaces, hot liquids, vapours, gases or heating systems chemical burns caused by corrosive substances, in particular by the strong acids and bases used in such as cleaning. Fires and explosions caused by the conjunction of three factors — fuel, oxygen and an ignition source. Dangerous substances: can be fatal when inhaled; for example, the ‘silent killer’ carbon monoxide generated by incomplete combustion such as exhaust fumes. Asphyxiation: some work involves exposure to the risk of asphyxiation, ie to a lack of vital oxygen. This can be the case in confined spaces such as vats, tanks, reactors or tubes. Psychosocial factors: stress can increase the risk of industrial accidents.

57
Constructing an Effective Maintenance Plan
Introduction Creating a maintenance plan is generally not difficult to do. But creating a comprehensive maintenance program that is effective poses some interesting challenges. It would be difficult to appreciate the subtleties of what makes a maintenance plan effective without understanding how the plan forms part of the total maintenance environment. This article explains what makes the difference between an ordinary maintenance plan and a good, effective maintenance program.

58
Defining the terms Maintenance practitioners across industry use many maintenance terms to mean different things. So to level the playing field, it is necessary to explain the way in which a few of these terms have been utilized throughout this document to ensure common understanding by all who read it. It must be emphasized, however, that this is the author’s preferred interpretation of these terms, and should not necessarily be taken as gospel truth. In sporting parlance, the maintenance policy defines the “rules of the game”, whereas the maintenance strategy defines the “game plan” for that game or season.

59
Defining the terms as follows
Maintenance policy – Highest-level document, typically applies to the entire site. Maintenance strategy – Next level down, typically reviewed and updated every 1 to 2 years. Maintenance program – Applies to an equipment system or work center, describes the total package of all maintenance requirements to care for that system. Maintenance checklist – List of maintenance tasks (preventive or predictive) typically derived through some form of analysis, generated automatically as work orders at a predetermined frequency. Short-term maintenance plan (sometimes called a “schedule of work”) – Selection of checklists and other work orders grouped together to be issued to a workshop team for completion during a defined maintenance period, typically spanning one week or one shift.
 typically derived through some form of analysis, generated automatically as work orders at a predetermined frequency. Short-term maintenance plan (sometimes called a schedule of work ) – Selection of checklists and other work orders grouped together to be issued to a workshop team for completion during a defined maintenance period, typically spanning one week or one shift.")
60
The Maintenance Information Loop
The figure below describes the flow of maintenance information and how the various aspects fit together. The large square block indicates the steps that take place within the computerized maintenance management system, or CMMS.

62
Risk Management Tools Failure Modes and Effect Analysis (FMEA)
Fault Tree Analysis Quality Function Deployment (QFD) – House of Quality
 – House of Quality.")
63
Failure Mode Effect Analysis Fail to Intent Root Cause Consequence Mitigation Risk Assessment Action Plans Results Continuous Improvement

64
Scope and Objective Design Control Risk Assessment Risk Management
Top Down Design Control Risk Assessment Risk Management Trouble Shooting (Fault Finder)
")
65
Failure Mode Type 1: Failure to perform specified function
Type 2: Something you don’t want – something that is not supposed to be there

66
Cause Man Machine Method Material Environment

67
Effect Effect means consequence or impact Immediate Consequence
Consequence of the consequence Consequence of the consequence of the consequence Cumulated Consequence = ∫Consequencen

68
Downstream Process Effects
Product Local Effect Immediate effect – effect on reviewed item or local area Next High Level Effect Effects on surrounding parts or next high level sub-assembly, or all effects between local and end product End Effect Effect on system, or effect on end product user Process Local Effects Immediate effect – effect on local process area Downstream Process Effects Effect on downstream process is we cannot correct the situation immediately and stop the problems End Effect Effect on entire system or end product user

69
Mitigation Mitigation means: What are you going to do about the situation? 1st Line of Defense Avoid or eliminate failure causes 2nd Line of Defense Identify or detect the failure earlier 3rd Line of Defense Reduce the impacts/consequences of failure

70
Risk Assessment Occurrence Severity Detection
The likelihood that a failure occurs by a specified cause under current control Severity The impact(s) of failure Detection How early and effectively can we detect and correct the failure Risk Priority Number (RPN) The compounds of Occurrence, Severity, and Detection
 of failure. Detection. How early and effectively can we detect and correct the failure. Risk Priority Number (RPN) The compounds of Occurrence, Severity, and Detection.")
71
Reaction Plan Are you satisfied with the situation? If not, do something – mitigate again! How can I prove it to myself that I don’t have the problem? Test plan – how good is this test plan? Can I find and correct the situation? (Second line of defense) Can I avoid it totally? First line of defense You bought the farm – How can I control the damage? Third line of defense Responsible Party Who is going to take action? When can they complete it?
 Can I avoid it totally First line of defense. You bought the farm – How can I control the damage Third line of defense. Responsible Party. Who is going to take action When can they complete it")
72
Types of FMEA’s Product FMEA – also called Design FMEA (dFMEA)
Process FMEA – also called Manufacturing FMEA (pFMEA) Application FMEA – also called User FMEA (aFMEA) Supplier Quality FMEA – also called Material FMEA (mFEMA) Service FMEA – also called Preventive Maintenance FMEA (sFMEA) Equipment FMEA
 Application FMEA – also called User FMEA (aFMEA) Supplier Quality FMEA – also called Material FMEA (mFEMA) Service FMEA – also called Preventive Maintenance FMEA (sFMEA) Equipment FMEA.")
73
Bottom-Up Approach

74
Top-Down Approach Example – Paint Homogeneous coverage for background
Compatible with coating and surface Environmental resistance (5 years) Easy to apply Quick to dry Color appearance (opaque)
 Easy to apply. Quick to dry. Color appearance (opaque)")
75
Common Mistakes and Traps
“Fill in the blanks” only. Don’t understand the scope and objective of FMEA Day dreaming Didn’t go through the self-challenge process of design control Couldn’t separate Failure Mode, Cause, Effect Mixed everything together. Argument for the sake of argument.

76
Common Mistakes and Traps
Repeated itself Dog chases its own tail. Mitigation is not truly challenged Ranking criteria too loose Only identifying the problems but not the solutions. Or, couldn’t control it, even if there is a solution. Control plan not in place. Do once, then keep in file Leaving Document rather than Living Document Lack of consistency

77
Thank you

Similar presentations
















, Why a Risk Assessment? Management at work Regs. 92 u Increases Awareness.>")
>")


 or situation that could potentially.>")
