Download presentation
Presentation is loading. Please wait.

1
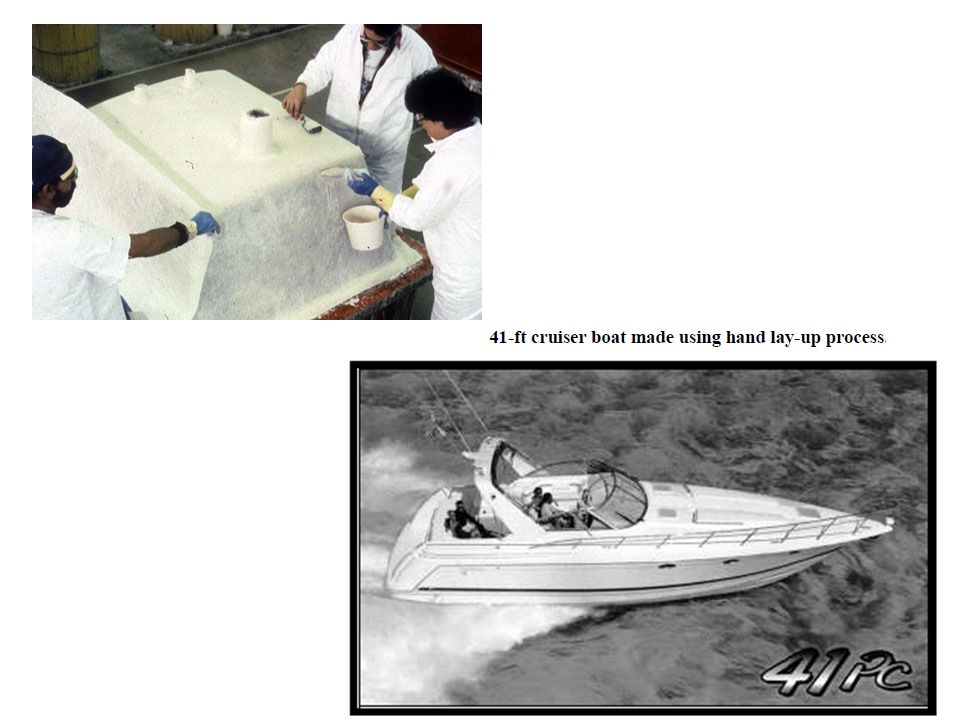
The simplest of the fabrication processes, hand lay-up is used in low-volume production of large products, e.g., wind turbine components, concrete forms, and radomes. A pigmented gel coat is first sprayed onto the mold for a high- quality surface. When the gel coat has cured, glass reinforcing mat and/or woven roving is placed on the mold, and the catalyzed resin is poured, brushed or sprayed on. Manual rolling then removes entrapped air, compacts the composite, and thoroughly wets the reinforcement with the resin. Additional layers of mat or woven roving and resin are added for thickness. A catalyst or accelerator initiates curing in the resin system, which hardens the composite without external heat.

3
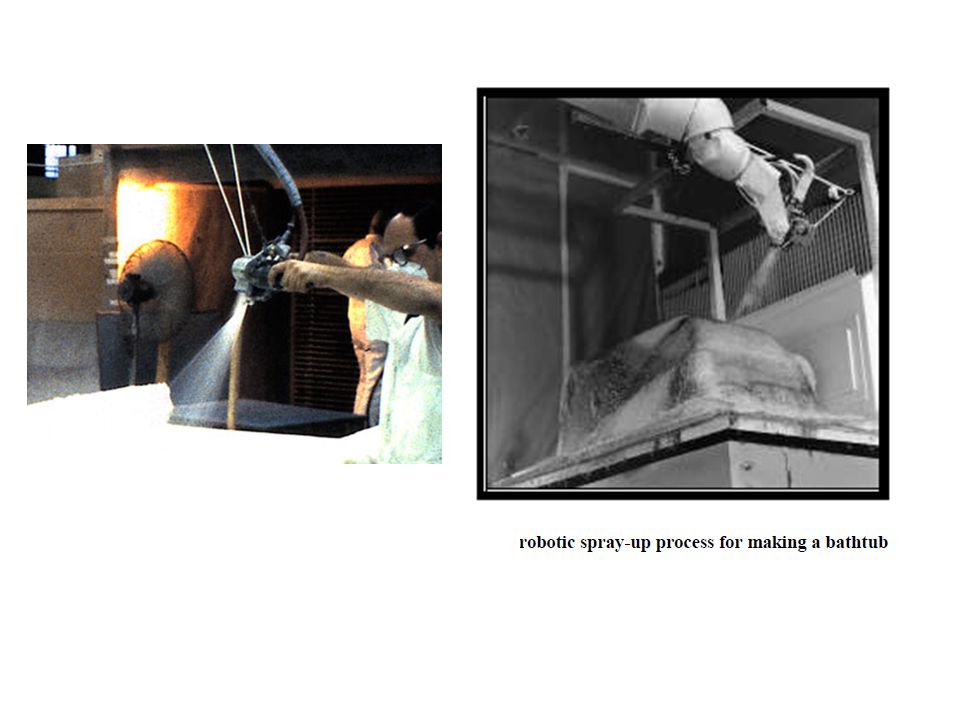
Similar to hand lay-up in simplicity, spray-up offers greater shape complexity and faster production. Spray-up utilizes a low-cost open mold, room temperature curing resin, and is ideal for producing large parts such as tub/shower units and vent hoods in low to moderate quantities. Chopped fiber reinforcement and catalyzed resin are deposited in the mold from a chopper/spray gun. As with lay-up, manual rolling removes entrapped air and wets the fiber reinforcement. Woven roving is often added in specific areas for thickness or greater strength. Pigmented gel coats can be used to produce a smooth, colorful surface.

5
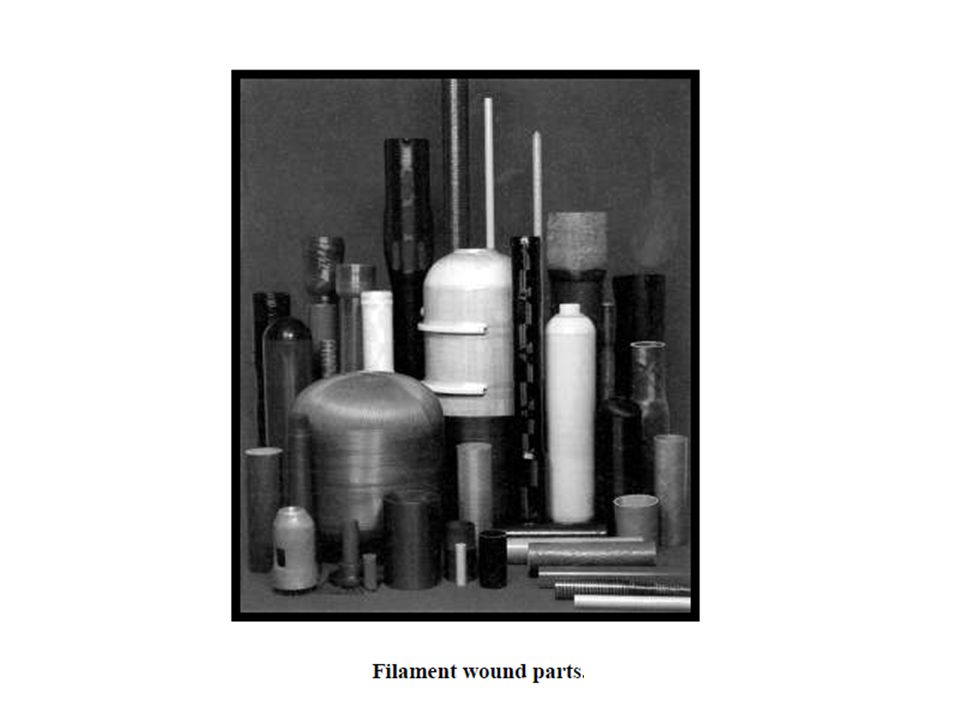
Filament Winding ۰ The filament is either precoated with the polymer or is drawn through a polymer bath so that it picks up polymer on its way to the winder. Continuous filaments are wound onto mandrel. ۰ Filament winding is used to produce cylindrical and spherical products. Applications include: fabrication of composite pipes, tanks, and pressure vessels. Carbon fiber reinforced rocket motor cases used for Space Shuttle and other rockets are made this way.

6
http://www.moldedfiberglass.com/processes/filament-winding-process Continuous fibers are wound on a rotating mandrel in a predetermined pattern. In the wet method, the fiber picks up the low-viscosity resin by passing through a resin bath. In the dry method, the reinforcement is impregnated with resin prior to winding. When sufficient layers have been applied, the composite is cured on the mandrel and the mandrel is removed. Glass fibre is the fibre most frequently used for filament winding, carbon and aramid fibres are also used. Most high strength critical aerospace structures are produced with epoxy resins, with either epoxy or cheaper polyester resins being specified for most other applications.

8
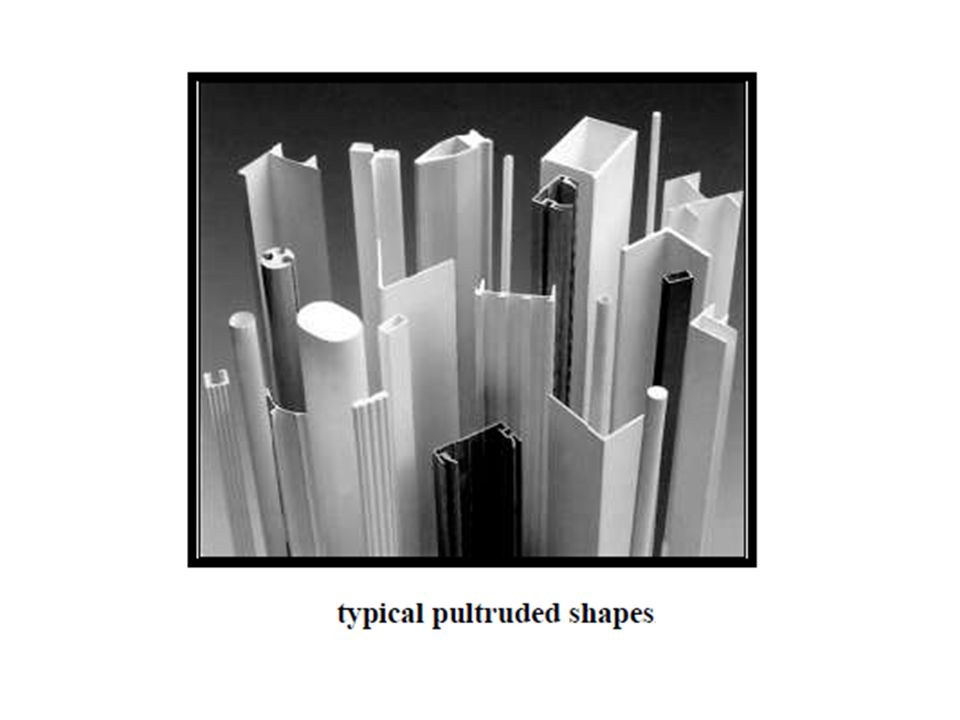
Pultrusion Pultrusion is an automated, highly productive process of fabrication of polymer matrix composites in form of continuous long products of constant cross-section. The term is a combination of "pull" and "extrusion". http://www.substech.com/dokuwiki/doku.php?id=pultrusion Economic and environmental factors favor use of a thermoplastic matrix, but due to the high viscosity of melts it is difficult to achieve high productivity and high quality of fiber impregnation with this type of matrix.

9
Pultrusion process involves the following operations: Reinforcing fibers are pulled from the creels (çözgü sehbası). Pulling action is controlled by the pulling system. Guide plates collect the fibers into a bundle and direct it to the resin bath. Fibers enter the resin bath where they are wetted and impregnated with liquid resin. Liquid resin contains thermosetting polymer, pigment, fillers, catalyst and other additives. The wet fibers exit the bath and enter preformer where the excessive resin is squeezed out from fibers and the material is shaped. The preformed fibers pass through the heated die where the final cross- section dimensions are determined and the resin curing occurs. The cured product is cut on the desired length by the cut-off saw.

10
Products manufactured under this technology, are widely used in the following industries: in construction industry for the production of glass-fiber reinforcement profiles, carcasses, stiffening bars for PVC-windows, etc.; in aerospace industry for manufacturing of structure components of aircraft; in sports and tourism industry for manufacturing of equipment having enhanced strength properties: skis, ski poles (kayak direkleri), golf course flagsticks, tent (çadır) and hovel (kulübe) constructions, etc.; in electrical power engineering for manufacturing of dielectric structures, fiberglass rods used in composite insulators and as supporting structures for elements of signaling blocks, etc.; and in many other industries and plants, using mechanisms, structures and materials, which meet high standards of chemical, dielectric and strength stability.
, golf course flagsticks, tent (çadır) and hovel (kulübe) constructions, etc.; in electrical power engineering for manufacturing of dielectric structures, fiberglass rods used in composite insulators and as supporting structures for elements of signaling blocks, etc.; and in many other industries and plants, using mechanisms, structures and materials, which meet high standards of chemical, dielectric and strength stability.")
12
https://www.flickr.com/photos/core-materials
13
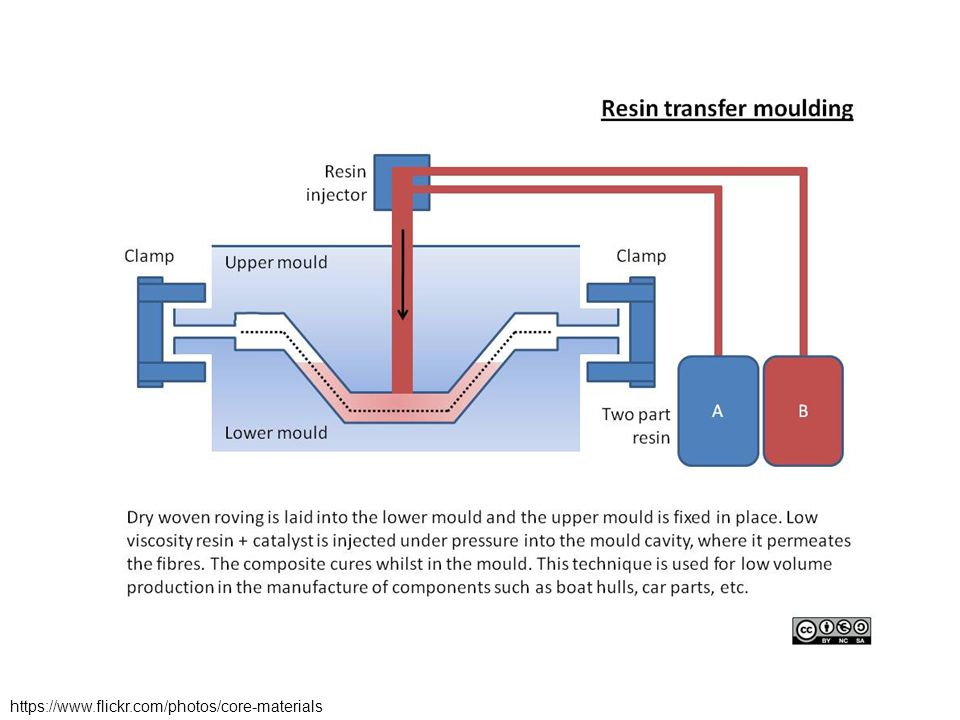
Suitable for medium volume production of larger components, resin transfer molding is usually considered an intermediate process between the relatively slow spray-up with lower tooling costs and the faster compression molding methods with higher tooling costs. Applications: RTM is of major interest for various molding applications as it promises performance improvements and cost savings over traditional methods. Some of the major applications of the RTM process include: Truck panels Boat hulls Wind turbine blades Aerospace and automobile parts Medical composites Bathroom fixtures, car body, helmet, etc. Resin Transfer Molding (RTM)
.")
14
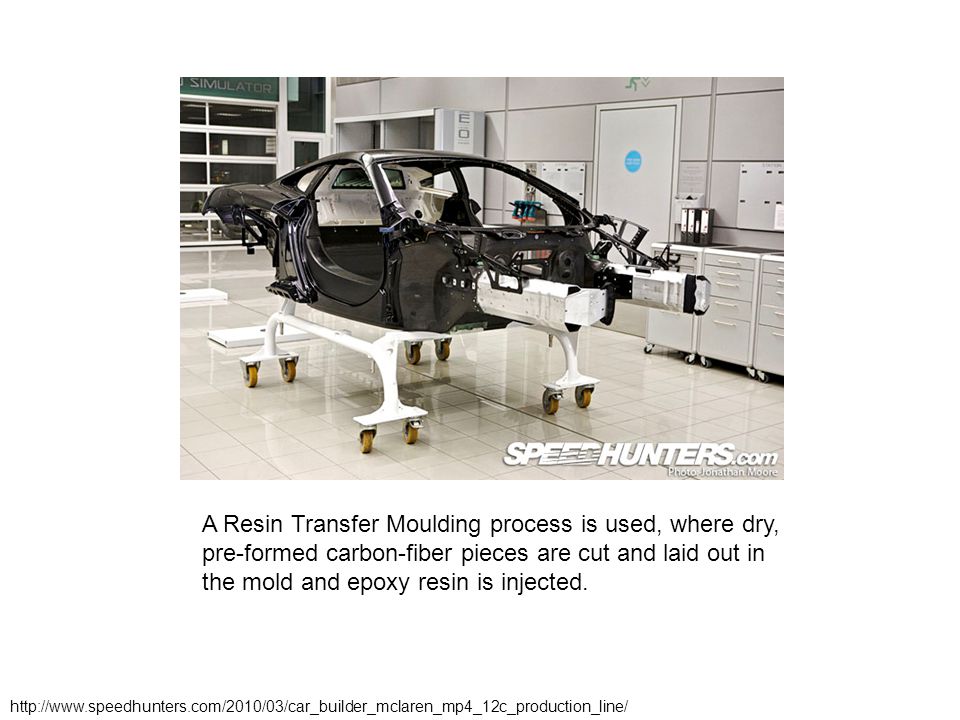
A Resin Transfer Moulding process is used, where dry, pre-formed carbon-fiber pieces are cut and laid out in the mold and epoxy resin is injected. http://www.speedhunters.com/2010/03/car_builder_mclaren_mp4_12c_production_line/
15
https://www.flickr.com/photos/core-materials
16
parts made by compression molding fiberglass reinforced polyester materials

17
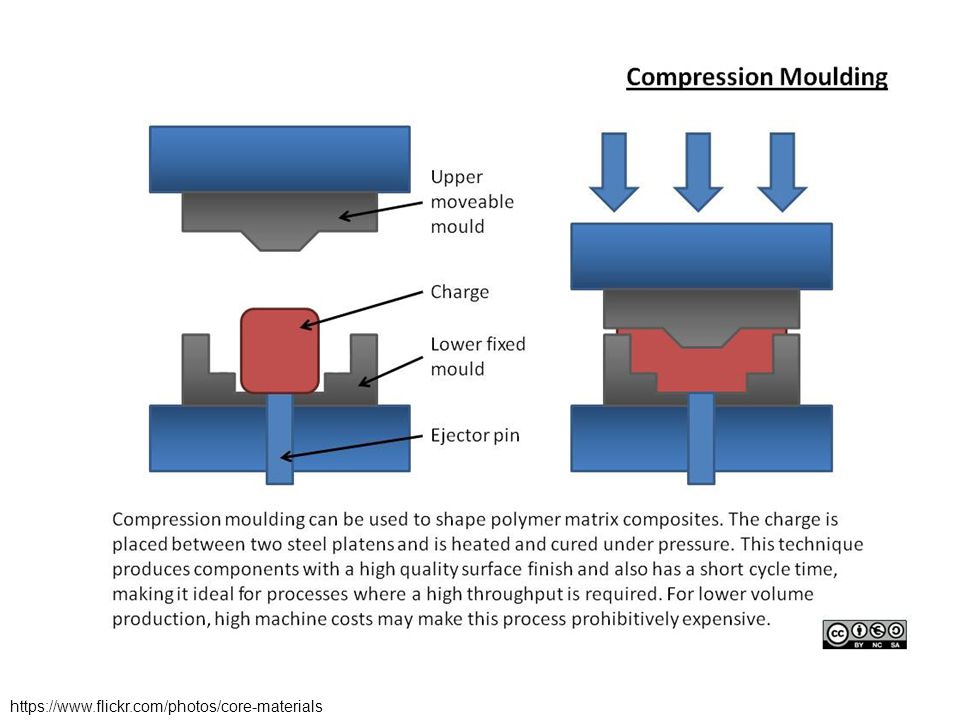
Compression molding using SMC is a high-volume process that employs expensive but very durable steel molds. Sheet molding compound (SMC), is a composite sheet material made by sandwiching chopped fiberglass between two layers of thick resin paste. The SMC is cut into smaller sheets and is assembled (specific dimensions and number of layers) on a heated mold. The mould is closed and clamped, and pressure is applied. Material viscosity drops and the SMC flows to fill the mould cavity. After cure, the mould is opened and the part is removed. Sheet Molding Compound (SMC) is a compression molding compound often used for larger parts where higher mechanical strength is needed. Glass reinforcement is between 10% and 60% Glass length is slightly longer than BMC, between 1/2-inch and 1-inch (25mm).
, is a composite sheet material made by sandwiching chopped fiberglass between two layers of thick resin paste. The SMC is cut into smaller sheets and is assembled (specific dimensions and number of layers) on a heated mold. The mould is closed and clamped, and pressure is applied. Material viscosity drops and the SMC flows to fill the mould cavity. After cure, the mould is opened and the part is removed. Sheet Molding Compound (SMC) is a compression molding compound often used for larger parts where higher mechanical strength is needed. Glass reinforcement is between 10% and 60% Glass length is slightly longer than BMC, between 1/2-inch and 1-inch (25mm)..")
18
BMC is a dough like material which combines the resin and chopped fiberglass in a random manner. Molds and molding technologies are similar to those required for SMC. Both materials may contain not only glass reinforcement and resin, but also, depending upon the application, various additives such as fillers, shrink control agents, pigments and curing agents. BMC is highly filled and reinforced with short fibers. Glass reinforcement represents between 10% and 30%, with glass length typically between 1/32-inch and 1/2-inch (12.5mm).
..")
19
PREPREG PRODUCTION PROCESSES ۰ Prepreg is the composite industry’s term for continuous fiber reinforcement pre-impregnated with a polymer resin that is only partially cured. ۰ Prepreg is delivered in tape form to the manufacturer who then molds and fully cures the product without having to add any resin. ۰ This is the composite form most widely used for structural applications.

20
The prepreg is stored at 0 C (32 F) or lower because thermoset matrix undergoes curing reactions at room temperature. Also the time in use at room temperature must be minimized. Life time is about 6 months if properly handled. Both thermoplastic and thermosetting resins are utilized: carbon, glass, and aramid fibers are the common reinforcements. Actual fabrication begins with the lay-up. Normally a number of plies (kat) are aid up to provide the desired thickness. The lay-up can be by hand or automated. PrePreg Process
 are aid up to provide the desired thickness. The lay-up can be by hand or automated. PrePreg Process.")
Similar presentations

 HAND LAY-UP COMBINING OF REINFORCING FIBER AND RESIN AT THE TIME OF PART FABRICATION.>")





 HAND LAY-UP COMBINING OF REINFORCING FIBER AND RESIN AT THE TIME OF PART FABRICATION.>")











 FRP ( 복합재료 ) Fiber( 섬유 ) + Plastic matrix ( 모재.>")