Download presentation
Presentation is loading. Please wait.

1
Section 2 Design of Process Vessels
Chapter 2 Panorama

2
Classification of Vessels
2.1 Structure and Classification of Vessels 1.Conception of Vessels: Process Vessels are the various equipments in the chemical process.

3
2.Structure of vessels:

4
3.Classification of vessels:
i. According to pressure and its type (1)Internal Pressure Vessel —— vessels where the media pressure inside the vessel is larger than that outside (gauge pressure).
Internal Pressure Vessel. —— vessels where the media pressure. inside the vessel is larger than that outside. (gauge pressure).")
5
Low pressure vessel (L):
0.1≤P < 1.6 MPa Medium pressure vessel (M): 1.6 ≤P < 10 MPa High pressure vessel (H): 10 ≤ P < 100 MPa Ultra-high pressure vessel (U): P ≥100 MPa
: 1.6 ≤P < 10 MPa. High pressure vessel (H): 10 ≤ P < 100 MPa. Ultra-high pressure vessel (U): P ≥100 MPa.")
6
(2)External Pressure Vessel
——the media pressure inside the vessel is lower than that outside (gauge pressure). When the pressure inside the vessel is less than 0.1 MPa (absolute pressure), such vessels are called Vacuum Vessel.
. When the pressure inside the vessel is less than 0.1 MPa (absolute pressure), such vessels are called Vacuum Vessel.")
7
ii. According to temperature
Normal temperature vessel -20< T ≤200℃ Medium temperature vessel —— between normal T & high T vessels Low temperature vessel < -20 ℃ High temperature vessel —— where the wall temperature is above the creep temperature.

8
High temperature vessel
Carbon steel & Low-alloy steel T> 420 ℃ Alloy steel (Cr-Mo steel) T> 450 ℃ Austenite stainless steel (Cr-Ni) T> 550 ℃
 T> 450 ℃ Austenite stainless steel (Cr-Ni) T> 550 ℃")
9
iii. According to management
Grade (I) Grade (II) Grade (III) P, P*V Media toxic and combustible importance Factor Degree of danger: I < II < III
 Grade (II) Grade (III) P, P*V. Media toxic and combustible. importance. Factor. Degree of danger: I < II < III.")
10
Design of Pressure Vessels
2.2 Basic code and Common Standard for Design of Pressure Vessels 1.Conditions: i. The maximum working pressure Pw≥ 0.1 MPa (neglecting the net pressure of liquid )
")
11
ii. Internal diameter Di (equal the maximum
dimension or size in the non-circular sections) ≥ 0.15m, and V ≥ m3 iii. With the medium as gas or liquefied gas, or liquid whose maximum working T ≥ standard b.p. (boiling point )
 ≥ 0.15m, and V ≥ m3. iii. With the medium as gas or liquefied gas, or liquid whose maximum working. T ≥ standard b.p. (boiling point )")
12
2.Basic Code and Common Standard:
i.《 Security Technique Supervising Rules for Pressure Vessel》1999 ii. GB 150 — 1998 《Steel Pressure Vessel》 iii. GB 151 — 1999 《Tubular Heat Exchanger》 iv. JB 4710 — 2000 《Steel Tower Vessel》

13
2.3 Standardization of Pressure Vessel Parts
1.Significance of Standardization: i. It consolidates and harmonizes the various activities in the manufacture and social life. ii. It’s the important means to organize the modernization production.

14
iii. It’s the important component in scientific
management. iv. Development of new products, assures the interchangeability and common usability Convenient to use and maintain. v. It’s helpful in the interchange of international science & technology, culture and economy.

15
Equipments Components:
2. Chemical Vessels and Standards of Equipments Components: Cylinder Heads Vessel Flange Pipe Connecting (Nozzle) Flange
 Flange.")
16
Support Stiffening Ring
Manhole Handhole Sight (level) Glass Liquid Leveler (LG) Expansion joint Heat Exchanger Tube Tray Float (floating) Valve (FV) Bubble (bubbling) cap Packing etc.
 Glass Liquid Leveler (LG) Expansion joint. Heat Exchanger Tube Tray. Float (floating) Valve (FV) Bubble (bubbling) cap Packing etc.")
17
3.Basic parameters of Standardization
i. Nominal Diameter —— DN (Dg) is a typical dimension. (1)Rolled cylinder and head DN = Di (inside diameter) DN Standard of pressure vessels: …… 6000 48 grades in total.
 is a typical dimension. (1)Rolled cylinder and head. DN = Di (inside diameter) DN Standard of pressure vessels: …… grades in total.")
18
(2)Seamless pipes —— DN≠Di & DN ≠ Do, but DN is a certain value that is smaller than Do. When the DN is a certainty, Do is to be a certainty, while Di depends on the thickness. Denotation of seamless pipes: such as 252.5 (outside × thickness)
")
19
Check the standards according to DN. Comparison of DN and Do
of seamless pipes/mm DN 10 15 20 25 32 40 50 65 Do 14 18 38 45 57 76 δ 3 3.5 4

20
(3)Cylinder made by seamless pipes
—— DN = Do (outside diameter) Six grades: (4)DN of flanges —— consistent to their suitable cylinders, heads and tubes. i.e. DN of flange = DN of cylinder DN of head DN of tube
 Six grades: (4)DN of flanges. —— consistent to their suitable cylinders, heads and tubes. i.e. DN of flange = DN of cylinder. DN of head. DN of tube.")
21
ii. Nominal Pressure —— PN (Pg)
Prescriptive standard pressure grades For example —— PN (MPa) of pressure vessel flange: 0.25 、 0.6 、 1.0 、 1.6 、 2.5 、 4.0 、 6.4
 of pressure vessel flange: 0.25 、 0.6 、 1.0 、 1.6 、 2.5 、 4.0 、 6.4.")
22
iii. Application In standard designing: (1)Diameters of cylinders, heads and tubes must be close to the standard grades. e.p. Diameter of cylinder should be 、600 、700 … shouldn’t be 、645 、750 …

23
(2)When selecting the standard vessel parts,
the design pressure at the working temperature should be regulated to a certain grade of PN. Then choose the parts according to PN and DN.

24
4.Classification of standards:
i. Chinese Standard Symbol: GB (Guo biao) ii. Standard issued by Ministry JB —— Ministry of Mechanical Industry YB —— Ministry of Metallurgical Industry HB —— Ministry of Chemical Industry SY —— Ministry of Petroleum Industry
 ii. Standard issued by Ministry. JB —— Ministry of Mechanical Industry. YB —— Ministry of Metallurgical Industry. HB —— Ministry of Chemical Industry. SY —— Ministry of Petroleum Industry.")
25
iii. Specialty Standard
iv. Trade Standard v. Plant Standard

26
& Contents of Vessel Design
2.4 Basic Requirements & Contents of Vessel Design 1.Basic requirements: i. Enough strength —— no breakage ii. Enough rigidity ,Enough stability —— limit deformation

27
iv. Durability —— assuring certain usage life
v. Tightness —— no leakage vi. Saving materials and easy to manufacture vii. Convenient to be installed, transported, operated and maintained viii. Rational technical economy

28
2.Basic Contents: i. Selection of materials Selecting the materials of equipment according to the technical indexes t, p, media and the principles of material selection. ii. Structure design

29
iii. Calculation of strength and thickness
(including the cylinders and heads) iv. Strength verification in hydraulic pressure test v. Seal design; selecting or designing flanges
 iv. Strength verification in hydraulic. pressure test. v. Seal design; selecting or designing flanges.")
30
vi. Selection of support & the verification of
strength and stability vii. Design and calculation of reinforcement for opening viii. Selection of other parts and accessories ix. Other special design x. Plotting the equipment drawings xi. Compiling the equipment specifications

31
Chapter 3 Stress Analysis of Thin-walled Internal-P Vessel
of thin-walled Cylinders Subjected to Internal Pressure

32
2.stress characteristics:
1.Thin-walled vessels (1)Thin-walled vessels: S / Di < 0.1 (Do / Di = K < 1.2) (2)Thick-walled vessels: S / Di ≥ 0.1 2.stress characteristics: There are always two kinds of stress in pressure vessels.
Thin-walled vessels: S / Di < 0.1 (Do / Di = K < 1.2) (2)Thick-walled vessels: S / Di ≥ stress characteristics: There are always two kinds of. stress in pressure vessels.")
33
moments and conditions of deformational compatibility
i. membrane stress —— membrane (shell) theory ii. boundary stress —— shell theory with moments and conditions of deformational compatibility P
 theory. ii. boundary stress. —— shell theory with. moments and conditions. of deformational. compatibility. P.")
34
Cylinder , conical shell, spherical shell
3.2 Membrane Theory —— Rotary Shells’ Stress Analysis 1.Basic conceptions and hypothesis: i. Basic conceptions (1)rotary curved-surface & shell Cylinder , conical shell, spherical shell
rotary curved-surface & shell. Cylinder , conical shell, spherical shell.")
35
Geometry figure, endured load
(2)Axial Symmetry Geometry figure, endured load and restrictions of shell are all symmetry to the revolving axis (OA). Several basic conceptions generatrix (generator), meridian, normal, parallel circle (latitude),母线,经线,法线,纬线 longitudinal radius, tangential radius.第一曲率半径,第二曲率半径
Axial Symmetry. Geometry figure, endured load. and restrictions of shell are all symmetry. to the revolving axis (OA). Several basic conceptions. generatrix (generator), meridian, normal, parallel circle (latitude),母线,经线,法线,纬线. longitudinal radius, tangential radius.第一曲率半径,第二曲率半径.")
36
The plane curve which forms the curved surface.
B B’ (3)Generator (AB) The plane curve which forms the curved surface. (4)Longitude (AB’) Section passing OA and intersecting with shell, the cross-line is AB’.
Generator (AB) The plane curve which forms the curved surface. (4)Longitude (AB’) Section passing OA and intersecting with shell, the cross-line is AB’.")
37
is vertical with midwall surface. The extension of
(5)Normal (n) The line passing point M in meridian and is vertical with midwall surface. The extension of normal must intersect with OA. (6)Latitude (CND) The cross-line formed by the conical surface passing point K2’ intersects with the rotary curved surface. A O M n K2 K1 K2’ C N D
Normal (n) The line passing. point M in meridian and. is vertical with midwall. surface. The extension of. normal must intersect with. OA. (6)Latitude (CND) The cross-line formed by the conical surface passing point K2’ intersects with the rotary curved surface. A. O. M. n. K2. K1. K2’ C. N. D.")
38
(7)Longitudinal radius (R1) The radius of curvature of meridian
which passes point M in midwall surface is called the longitudinal radius of point M in meridian.The center K1 of curvature of the round with diameter R1 must be in the extension of normal passing point M. For example: Longitudinal radius of point M: R1 = M K1 A O M n K2 K1 K2’ C N D

39
(8)Tangential radius (R2)
*The plane which is vertical to the normal passing the point M in meridian intersects with the mid-wall surface, the resulted cross line (EMF) is a curve, the radius of curvature of this curve in point M is called tangential radius.
 is a curve, the. radius of curvature of this curve in point. M is called tangential radius.")
40
*The center K2 of curvature of the
round with diameter R2 must be in the extension of normal passing point M and in the revolving shaft. For example: Tangential radius of point M: R2 = M K2

41
Calculations of R1,R2 at different points
exercise A B Calculations of R1,R2 at different points d C D

42
Calculation of R1 and R2 1.Cylindrate shell R1 = ∞ R2 = D / 2 δ p D

43
Spherical shell subjected to uniform gas internal pressure:
R1 = R2 = D / 2 D δ

44
radius of curvature of A
3.Elliptical shell Known: Major semiaxis – a Short semiaxis - b (1)Find R1 and R2 of point A: R1: y x a b A(x,y) . k2 k1 radius of curvature of A
Find R1 and R2 of point A: R1: y. x. a. b. A(x,y) . k2. k1. radius of curvature of A.")
45
. R2: R2 = K2 A = x / sin (b) here: putting them into (b), getting: y
A(x,y) . k2 k1 putting them into (b), getting:
 . k2. k1. putting them into (b), getting:")
46
Special Points: x=0: R1=R2=a2/b x=a : R1=b2/a , R2=a

47
Conical shell Find R1 and R2 of point A: R1 = ∞ R2 = A K2 = r / cos
Small end: R2 = 0 D r . A k2

48
r Dished shell For spherical segment: R1=R2=R
For knuckle segment of transition section: R1= r1, R2= For cylindrical shell: R1=∞, R2= r r

49
ii. Basic hypothesis: Small displacement hypothesis Straight linear law hypothesis Non-extrusion hypothesis

50
—— uncovering the longitudinal stress m ii. Choosing separation body
2.Free body balance equation(区域平衡方程式) —— calculation formula of meridional stress(经向应力): i. Intercepting shell —— uncovering the longitudinal stress m ii. Choosing separation body iii. Analysis of stress
 —— calculation formula of meridional stress(经向应力): i. Intercepting shell. —— uncovering the longitudinal stress m. ii. Choosing separation body. iii. Analysis of stress.")
51
iv. Constitute balance equation
m . k2 R2 C C’ p z D

52
3.Infinitesimal balance equation —— calculation formula of hoop
stress(微元体平衡方程式) i. Intercepting shell —— uncovering the meridional stress m and circumferential stress σθ ii. Choosing separation body iii. Analysis of stress
 i. Intercepting shell. —— uncovering the meridional stress m and circumferential stress σθ. ii. Choosing separation body. iii. Analysis of stress.")
53
iv. Constitute balance equation
k2 k1 d2 d1 p mSdl2 Sdl1

54
Basic calculation equation of membrane stress:
Illustration of symbols: m —— meridional stress of a random point in rotary thin shell, MPa —— circumferential (hoop) stress of a random point in rotary thin shell, MPa
 stress of a random point in rotary thin shell, MPa.")
55
P —— internal pressure, MPa
S —— thickness of wall, mm R1 —— longitudinal radius of required stress point in the mid-wall surface of the rotary shell, mm R2 —— tangential radius of required stress

56
shell without bending stress ☆No bending stress —— only normal stress
v. Application range of membrane theory ☆Applicable to axial symmetric thin-walled shell without bending stress ☆No bending stress —— only normal stress (tensile stress & compression stress) ☆Thin-walled shell —— S / Di < 0.1 ( Do / Di = K < 1.2 ) ☆Axial symmetry and continuous —— Geometry, loads, physical properties ☆Free supporting boundary
 ☆Thin-walled shell. —— S / Di < 0.1 ( Do / Di = K < 1.2 ) ☆Axial symmetry and continuous. —— Geometry, loads, physical properties. ☆Free supporting boundary.")
57
3.3 Application of Membrane Theory Calculation equations: S pR = s S p
2 s S p R m = + 2 1 q s

58
1.Cylindrical shell subjected to uniform gas internal pressure:
∵ R1 = ∞ R2 = D / 2 Putting them into the previous equations: s D p

59
2.Spherical shell subjected to uniform gas internal pressure:
∵ R1 = R2 = D / 2 Putting them into equations (3-3) and (3-4): D S
 and (3-4): D. S.")
60
3.Elliptical shell subjected to uniform gas internal pressure:
Example: Known: Major semiaxis - a Short semiaxis - b Thickness - S Internal Pressure - P Find the m and of a random point on the elliptical shell.

61
radius of curvature of A
y x a b A(x,y) . k2 k1 Solution: (1)Find R1 and R2 of point A: R1: radius of curvature of A (a) By the elliptical equation: getting y’ and y’’, then put them into (a). result is:
 . k2. k1. Solution: (1)Find R1 and R2 of point A: R1: radius of curvature of A. (a) By the elliptical equation: getting y’ and y’’, then put them into (a). result is:")
62
R2: R2 = K2 A = x / sin (b) here: putting them into (b), getting:
 here: putting them into (b), getting:")
63
(2)Find m and of point A:
Putting R1 and R2 into (3-3) and (3-4), getting:
 and (3-4), getting:")
64
Stress of special points on elliptical shell:
(1)x=0 (Top of elliptical shell) (2)x=a (Boundary or equator of elliptical shell)
x=0 (Top of elliptical shell) (2)x=a (Boundary or equator of elliptical shell)")
65
Standard elliptical heads:
The elliptical heads whose ratio of major and short semiaxis a / b = 2 are called standard elliptical heads. a / b = 2 —— x=0 (Top): x=a (Boundary): m a / b = 2
: x=a (Boundary): m. a / b = 2.")
66
4.Conical shell subjected to uniform gas internal pressure:
Example: Known: Diameter of tapered bottom - D Half tapered angle - Thickness - S Internal Pressure - P Find the m and of a random point on the conical shell.

67
. Solution: (1)Find R1 and R2 of point A: R1 = ∞ R2 = A K2 = r / cos
(2)Find m and of point A: Putting R1 and R2 into (3-3) and (3-4) respectively, getting: D r . A k2
Find m and of point A: Putting R1 and R2 into (3-3) and (3-4) respectively, getting: D. r. . A. k2.")
68
Characteristics of stress distribution of conical shell:
m

69
. 5.Cylindrical shell subjected to liquid static pressure:
i. Supporting along the boundary of bottom Example: Known: Gauge pressure – Po (Pa) Liquid level – H (m) Density of liquid - (N/m3) Find the m and of a random point on the wall of cylindrical shell. D H . A x Po
 Liquid level – H (m) Density of liquid - (N/m3) Find the m and of a random. point on the wall of cylindrical shell. D. H. . A. x. Po.")
70
. Solution: (1)Meridional stress:
Cutting along section B-B, taking the lower part as the separation body. D H . A x Po B B-B (H-x) (Po+x) m N
 (Po+x) m. N.")
71
Establishing the balance equation of axial stress:
(H-x) (Po+x) m N
 (Po+x) m. N.")
72
(2) Circumferential (Hoop) stress:
Infinitesimal balance equation (3-4): For point A: R1 = ∞ R2 = D/ P = Po + x Putting them into (3-4), getting: when x=H:
: For point A: R1 = ∞ R2 = D/2 P = Po + x. Putting them into (3-4), getting: when x=H:")
73
. ii. Supporting along the boundary of top Example: Known:
Gauge pressure – Po (Pa) Liquid level – H (m) Density of liquid - (N/m3) Find the m and of a random point on the wall of cylindrical shell. D H . A x Po
 Liquid level – H (m) Density of liquid - (N/m3) Find the m and of a random. point on the wall of cylindrical shell. D. H. . A. x. Po.")
74
. Solution: (1)Meridional stress:
Cutting along section B-B, taking the lower part as the separation body. Po D H . A x B B-B H-x (H-x) m (Po+ x)
 m. (Po+ x)")
75
Establishing the balance equation of axial stress:
H-x (H-x) m (Po+ x)
 m. (Po+ x)")
76
(2)Hoop stress: Infinitesimal balance equation (3-4): For point A: R1 = ∞ R2 = D/ P = Po + x Putting them into (3-4), getting: when x=H:
, getting: when x=H:")
77
(1)Find m and of the shell body.
6.Examples: A cylindrical vessel is with a spherical upper head and a semi-elliptical lower head a / b = 2. The average diameter D is 420mm. Thickness of all cylindrical shell and heads are 8mm. The working pressure P is 4MPa. Calculating: (1)Find m and of the shell body. (2)Find the maximum stresses on the both the heads and their positions respectively.
Find m and of the shell body. (2)Find the maximum stresses on the both the heads and their positions respectively.")
78
(2)Upper head —— spherical
Solution: (1)For cylinder m and : D S P (2)Upper head —— spherical
For cylinder m and : D. S. P. (2)Upper head —— spherical.")
79
(3)Lower head —— elliptical
When a / b = 2: a = D/2 = 210 mm b = a/2 = 105 mm x=0 (Top): x=a (Bottom):
: x=a (Bottom):")
80
3.4 Conception of Boundary Stress 1.Forming of boundary stress:
—— The joint and its vicinity of two parts with different geometry shape, load, material and physical conditions, i.e. discontinuous point.

82
Boundary stress forming not for
balancing the loads but for receiving restrictions from self or exterior. It’s a group of internal force with same value but contrary direction occurring between two parts which are forced to realize transfiguration harmonization.

83
2.Characteristics of boundary stress:
i. Distributing along the wall non-evenly ii. Different joint boundary forming different boundary stress iii. It’s local stress, i.e. only forming large stress locally and decaying apparently iv. Value of boundary stress can be 3~5 times of that of membrane stress v. Self-constrained

84
3.Treatments to boundary stress:
i. Treatments locally in structure (1)Improving the structure of joint boundary
Improving the structure of joint boundary.")
85
(2)Strengthening the boundary locally
Strengthening the boundary locally")
86
(3)Assuring the quality of welding line at
boundary (4)Decreasing the remnant stress at local and processing the heat treatment to eliminate the stress (5)Avoiding the local stress added to the boundary region overlap with connatural stress ii. Materials are of high plasticity
Decreasing the remnant stress at local and. processing the heat treatment to eliminate. the stress. (5)Avoiding the local stress added to the. boundary region overlap with connatural. stress. ii. Materials are of high plasticity.")
87
Chapter 4 Strength Design of Cylinders and Heads
subjected to Internal-Pressure 4.1 Basic Knowledge of Strength Design

88
< [ ] 1.Criterions of elasticity failure:
eq Safety Allowance kept for the requirements of safety: [ ] s = n o eq eq —— equivalent stress o —— limiting (ultimate) stress, can be s、 b、 n、 D, etc. [] —— allowance stress n —— safety coefficient
![< [ ] 1.Criterions of elasticity failure:](http://slideplayer.com/slide/5136995/16/images/88/%3C+%5B+%5D+1.Criterions+of+elasticity+failure%3A.jpg "eq. Safety Allowance kept for the. requirements of safety: [ ] s. = n. o. eq. eq —— equivalent stress. o —— limiting (ultimate) stress, can be. s、 b、 n、 D, etc. [] —— allowance stress. n —— safety coefficient.")
89
2.Strength Theory: i. The first strength theory
—— the maximum tensile stress theory Applying to brittle materials ii. The second strength theory —— The maximum major strain theory iii. The third strength theory —— The maximum shear stress theory 2 3 1 max s t - =

90
Shear limit: Failure condition: Strength condition: Applying to the plastic materials

91
iv. The fourth strength theory
—— the maximum deformation energy theory Strength condition: Applying to the plastic materials

92
4.2 Strength Calculation of Thin-walled Cylinder Subject
to Internal Pressure 1.Strength calculating equation: i. Determining the major stress

93
ii. Determining the equivalent stress
According to the third strength theory: iii. Strength condition

94
iv. Strength calculation equation
Solving equation (4-4) as following: (1)Replacing medium diameter with internal diameter: D + Di = S Calculating pc from p. Putting them into equation (4-4), getting:
 as following: (1)Replacing medium diameter with internal. diameter: D + Di = S. Calculating pc from p. Putting them into equation (4-4), getting:")
95
(3)Eliciting the corrosion allowable thickness C2:
(2)Introducing the welded joint efficiency : This is the calculated thickness. (3)Eliciting the corrosion allowable thickness C2: This is the design thickness.
Introducing the welded joint efficiency : This is the calculated thickness. (3)Eliciting the corrosion allowable thickness C2: This is the design thickness.")
96
(4)Adding negative deviation C1:
Getting the nominal thickness which indicated on the drawing. (5)Calculating the effective thickness:
Calculating the effective thickness:")
97
v. Equation of strength verification
vi. Calculating equation of pw

98
2.Strength calculating equation of thin-walled spherical vessels:

99
*Equation of strength verification:
*Equation of [pw] —— the maximum allowable working pressure: *Scope of application of previous equation: cylinder: P≤0.4 []t (Do / Di ≤1.5) spherical shell: P≤0.6 []t (Do / Di ≤1.35)
 spherical shell: P≤0.6 []t (Do / Di ≤1.35)")
100
Illumination of symbols:
Pc —— Calculated pressure MPa Di 、 Do —— Internal & external diameters of cylinder mm S —— Calculated thickness mm Sd —— Design thickness mm Sn —— Nominal thickness mm Se —— Efficient thickness mm

101
C1 —— Negative deviation mm
C2 —— Corrosion allowable thickness mm C —— Additional value of wall thickness mm —— Welded joint efficiency []t —— Allowable stress at design temperature MPa t —— Calculated stress at design temperature [Pw] —— The maximum allowable pressure at design T MPa

102
3.Determination of design parameters:
i. Pressure P (1)Working pressure Pw —— the maximum pressure at the top of vessel and under normal operating condition
Working pressure Pw. —— the maximum pressure at the top of. vessel and under normal operating. condition.")
103
(2)Design pressure P —— the maximum pressure at the specified top of vessel The design pressure P and the corresponding design temperature T are conditions of designing load, and its value is not less than working pressure.

104
(3)Calculated pressure Pc
—— the pressure which is used to determine the thickness at corresponding design temperature Including the liquid (column) static pressure, when the liquid (column) static pressure < 5% design pressure, it can be neglected.
 static. pressure, when the liquid (column) static. pressure < 5% design pressure, it can be. neglected.")
105
Choosing the value of design pressure
Illustrating in the following chart

106
Determined by the charging proportion and Tmax
Conditions Evaluation of Design P With safety valves P≤(1.05~1.1)Pw Single vessel (no safety devices) P≥Pw With explosive media and rupture disk P≤(1.15~1.3)Pw With liquefied gas Determined by the charging proportion and Tmax External Pressure Vessel Under normal working condition, P≥△P=P2-P1 Vacuum Pressure Vessel With safety valve: P=1.25△P Without SV: P=0.1MPa Jacketed Vessel As external P vessel
Pw. Single vessel. (no safety devices) P≥Pw. With explosive media. and rupture disk. P≤(1.15~1.3)Pw. With liquefied gas. Determined by the charging proportion and Tmax. External Pressure Vessel. Under normal working condition, P≥△P=P2-P1. Vacuum Pressure Vessel. With safety valve: P=1.25△P. Without SV: P=0.1MPa. Jacketed Vessel. As external P vessel.")
107
ii. Design Temperature T
—— the enacted temperature of metallic components under normal operating condition Design P and design T both are the design load condition.

108
iii. Allowable stress Normal T Vessel Medium T Vessel High T Vessel

109
σb σts σtD σtn Material iv. Safe (Safety) coefficient n Strength
Performance σb σts σtD σtn Safety Coefficient nb ns nD nn Carbon Steel Low Alloy Steel ≥3.0 ≥1.6 ≥1.5 ≥1.0 High Alloy Steel

110
v. Welded joint efficiency ( )
(1)Double welded butt or completely welded butt which is the same as double one. NDE 100% = 1.0 NDE Local = 0.85 Double welded butt (2)Single welded butt NDE 100% = 0.9 NDE Local = 0.8 Single welded butt
Double welded butt or completely welded. butt which is the same as double one. NDE 100% = 1.0. NDE Local = Double welded butt. (2)Single welded butt. NDE 100% = 0.9. NDE Local = 0.8. Single welded butt.")
111
vi. Additional value of wall thickness C
(1)Negative deviation of plate and tube C1 Referring to the teaching material page , figure 4-7 & 4-8, selecting according to the nominal thickness Sn. (2)Corrosion allowable thickness C2 C2 = Ka B Ka —— corrosion rate, mm/year B —— design life of utility, year
Negative deviation of plate and tube C1. Referring to the teaching material page , figure 4-7 & 4-8, selecting according to. the nominal thickness Sn. (2)Corrosion allowable thickness C2. C2 = Ka B. Ka —— corrosion rate, mm/year. B —— design life of utility, year.")
112
Generally speaking: Ka < 0.05 mm/year Single corrosion C2 = 1 mm Double corrosion C2 = 2 mm Ka = 0.05~0.1 mm/year Single corrosion C2 = 1 ~ 2 mm Double corrosion C2 = 2 ~ 4 mm For stainless steel, when the media is little corrosive C2 = 0

113
4.Pressure Test and Strength Verification of vessels:
i. Purpose (1)Verifying the macro-strength and deformation of vessels (2)Verifying the tightness of vessels
Verifying the macro-strength and. deformation of vessels. (2)Verifying the tightness of vessels.")
114
ii. Time (1)For new vessels, the Pressure Test and Strength Verification should be proceeded after completely welded and heat treatment. (2)For used vessels, the Pressure Test and after examination and repair, and before putting into production.
For used vessels, the Pressure Test and. after examination and repair, and before. putting into production.")
115
iii. Media in Test (1)Water —— the most commonly used Stipulation to T of water: Carbon steels、16MnR、 normalizing15MnVR —— T≮ 5 ℃ Other low alloy steels —— T≮ 15 ℃ Stainless steels —— content of [Cl-] in water ≤ 25ppm

116
(2)For the vessels which cannot be filled
with liquid, something like dry and clean air, nitrogen gas or other inert gases can be used to fill these vessels.

117
iv. Determination of Pressure for Testing
(1)Internal Pressure Vessel Hydrostatic Test Pneumatic Test (2)External Pressure Vessel Hydrostatic Test Pneumatic Test
Internal Pressure Vessel. Hydrostatic Test. Pneumatic Test. (2)External Pressure Vessel. Hydrostatic Test. Pneumatic Test.")
118
Interpretation of symbols:
P —— Design pressure, MPa PT —— Test pressure, MPa [] —— Allowable stress at test temperature, MPa []t —— Allowable stress at design

119
v. Pressure Testing Methods
(1)Hydrostatic Test *Filling the vessel in test with liquid. *Slowly increasing P to the test pressure PT . *Keeping this pressure more than 30 minutes. *Decreasing P to 80% of PT .
Hydrostatic Test. *Filling the vessel in test with liquid. *Slowly increasing P to the test pressure PT . *Keeping this pressure more than 30. minutes. *Decreasing P to 80% of PT .")
120
*Checking the welded seam and connection,
reducing P to repair them if existing leakage. *Repeating the previous test until upping to grade. *After testing, discharging the liquid and drying the vessel with compressed air.

121
(2)Pneumatic Test *Slowly increasing P to 10% of PT as well as ≤0.05MPa. *Keeping this P for 5 minutes and have an primary inspection. *If up to grade, continue to slowly increase P to 50% PT, then by the △P=10% PT degree difference increasing slowly P to PT.

122
*Keeping this P for 10 minutes.
*Decreasing P to 87% PT, then keeping it and examining and repairing. *Repeating the previous test until upping to grade.

123
(3)Air (gas) Tight Test *Slowly increasing P to PT. *Keeping this P for 10 minutes. *Decreasing P to the design pressure. *Examining the sealing condition.

124
vi. Stress verification before pressure test
(1)Hydrostatic test (2)Pneumatic test T —— Calculating stress at testing pressure, MPa s —— Yielding point at testing temperature,
Hydrostatic test. (2)Pneumatic test. T —— Calculating stress at testing pressure, MPa. s —— Yielding point at testing temperature,")
125
5.Examples: i. There is a boiler barrel which Di=1300mm,
working pressure Pw=15.6MPa and it has a safety valve. Also know that the design T=350ºC, the material is 18MnMoNbR, it is double welded butt with 100% NDE. Try to design the thickness of this boiler barrel.

126
Solution: (1)Determining the parameters
Pc = 1.1PW = 1.1×15.6 = MPa (with the safety valve) Di = 1300mm []t = 190MPa (Design T = 350ºC) [] = 190 Mpa (At normal T, S > ) = 1.0 (Double welded butt, 100% NDE) C2 = 1 mm (Single corrosion, Low alloy steel)
 Di = 1300mm. []t = 190MPa (Design T = 350ºC) [] = 190 Mpa (At normal T, S > ) = 1.0 (Double welded butt, 100% NDE) C2 = 1 mm (Single corrosion, Low alloy steel)")
127
(2)Calculating the thickness
Design thickness Sd = S + C2 = = 62.5 mm

128
Choosing C1 = 1.8 mm (P95 Figure 4-7)
Additional value of wall thickness C = C1 + C2 = = 2.8 mm Nominal thickness Sn = S + C + round-of value = round-of value = 65 mm

129
(3)Hydrostatic test for strength verification
*Parameters: *Efficient thickness: Se = Sn - C = = 62.2 mm s = 410 MPa

130
*Stress: *Stress verification: That is to say the strength in hydrostatic test is enough.

131
ii. There is a oxygen cylinder which has been
kept in storage for a long time, with Do=219mm using 40Mn2A and made by seamless steel pipe. The actual Sn= 6.5mm and b = 784.8MPa, s = MPa, 5 = 18%, the design T is normal T. If the working pressure Pw=15MPa, is the working stress less than the allowable stress? try to find whether the thickness is enough or not. If not, what is the maximum allowable working pressure in this cylinder?

132
Solution: it is the problem about strength verification —— Whethert ≤ []t or not (1)Determining the parameters Pc = 15MPa Do = 219 mm Sn = 6.5 mm Choosing the little one: i.e. []t = 261.6MPa
![Solution: it is the problem about strength verification. —— Whethert ≤ []t or not. (1)Determining the parameters.](http://slideplayer.com/slide/5136995/16/images/132/Solution%3A+it+is+the+problem+about+strength+verification.+%E2%80%94%E2%80%94+Whether%EF%81%B3t+%E2%89%A4+%5B%EF%81%B3%5Dt+%EF%81%A6+or+not.+%281%29Determining+the+parameters..jpg "Pc = 15MPa Do = 219 mm Sn = 6.5 mm. Choosing the little one: i.e. []t = 261.6MPa.")
133
= 1.0 (for seamless steel)
C2 = 1 mm C1 = 0 (for the minimum thickness, negative deviation is neglected.) Se = Sn - C = = 5.5 mm
 Se = Sn - C = = 5.5 mm.")
134
(2)Strength verification
Obviously, t > []t = MPa So, 15MPa is too large, should be reduced.

135
(3)Determining the maximum allowable working P
So, the maximum safety P for this cylinder is MPa

136
4.3 Designing Heads subject
to Internal Pressure

137
Classification according to the shape:
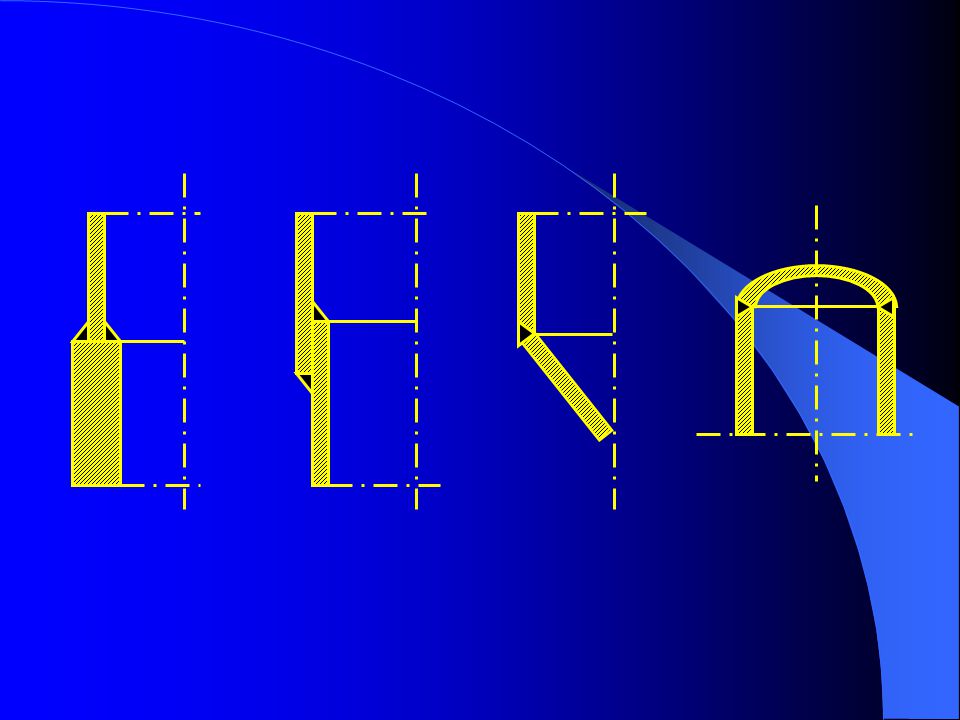
i. Convex heads Semi-spherical head Elliptical head Dished head (spherical head with hem) Spherical head without hem
 Spherical head without hem.")
138
ii. Conical heads Conical head without hem Conical head with hem iii. Flat heads

139
1.Semi-spherical head Di S

140
Calculating equation for thickness

141
2.Thickness calculating equation of elliptical head
hi (b) ho Di S Ri (a) i. Calculating equation for thickness: For the elliptical head whose m = a / b ≤ 2
 ho. Di. S. Ri (a) i. Calculating equation. for thickness: For the elliptical head. whose m = a / b ≤ 2.")
142
Under the condition about strength:
2. The maximum stress should be at the top point: Putting m = a / b, a = D / 2 into the equation, getting: Under the condition about strength: Then:

143
(1)Replacing P with Pc (2)Multiplying []t with welded joint efficiency (3)Substituting D with Di, D = Di + S (4) m = a / b = Di / 2 hi Putting these conditions into the equation: getting: m = a / b = Di / 2 hi
![(1)Replacing P with Pc (2)Multiplying []t with welded joint efficiency (3)Substituting D with Di, D = Di + S.](http://slideplayer.com/slide/5136995/16/images/143/%281%29Replacing+P+with+Pc+%282%29Multiplying+%5B%EF%81%B3%5Dt+with+welded+joint+efficiency+%EF%81%A6+%283%29Substituting+D+with+Di%2C+D+%3D+Di+%2B+S..jpg "(4) m = a / b = Di / 2 hi. Putting these conditions into the equation: getting: m = a / b = Di / 2 hi.")
144
For the standard elliptical head whose m=2:
For the elliptical head whose m>2: at boundary » and m at the top point Then introducing the stress strengthening coefficient K to replace (Di / 4hi)
")
145
In this equation: For standard elliptical head: K=1 This is the common equation for calculating the wall thickness of elliptical heads.

146
Beside these conditions:
for standard elliptical heads Se ≮ 0.15% Di for common elliptical heads Se ≮ 0.30% Di The straight side length of standard elliptical heads should be determined according to P103, Figure 4-11

147
iii. Working stress and the maximum
allowable working pressure

148
M —— Shape factor of dished head
i. Structure Containing three parts: Sphere: Ri Transition arc (hem): r Straightedge: ho (height) Di r s ho Ri ii. Calculating equation for thickness and M —— Shape factor of dished head
: r. Straightedge: ho (height) Di. r. s. ho. Ri. ii. Calculating equation for thickness. and. M —— Shape factor of dished head.")
149
iii. Working stress and the maximum
allowable working pressure

150
iv. Dished head When Ri = 0.9 Di & r = 0.17 Di the dished head is standard dished head and M = 1.325 So the equation is:

151
4.Conical head i. Structure *without hem (suitable for ≤ 30 o )
without local strength with local strength *with hem (suitable for > 30 o ) —— Adding a transition arc and a straightedge between the joint of head and cylinder
 —— Adding a transition arc and a. straightedge between the joint. of head and cylinder.")
152
ii. Calculating equation for thickness
The maximum stress is in the main aspect of conical head. m According to the strength condition:

153
Then Replacing P with Pc, considering , and changing D into Dc ,D=Dc+S

154
This equation only contains the membrane
stress but neglects the boundary stress at the joint of cylinder and head. Therefore the complementary design equation should be established: (1)Discriminating whether the joint of cylinder and head should be reinforced or not. (2)Calculation for the local reinforcement.
Discriminating whether the joint of. cylinder and head should be reinforced. or not. (2)Calculation for the local reinforcement.")
155
Conical head without hem ( ≤ 30 o )
(1)Not require reinforcing (consistent thickness for the whole head) main aspect: small aspect:
Not require reinforcing. (consistent thickness for the whole head) main aspect: small aspect:")
156
(2)Require reinforcing
(for the thickness of joint, the reinforcement region) Main aspect: Small aspect:
 Main aspect: Small aspect:")
157
Interpretation: Dc —— inside diameter of large end
Di.s —— inside diameter of small end Di —— inside diameter of cylinder Q —— coefficient (Consulting the Figure 4-16 or 4-18 in book)
")
158
Conical head with hem ( > 30 o )
(1)Thickness of hem at the transition section (2)Thickness of conical shell at the joint with transition section K —— coefficient (Consulting Figure4-13) f —— coefficient (Consulting Figure4-14)
Thickness of hem at the transition section. (2)Thickness of conical shell at the joint with. transition section. K —— coefficient (Consulting Figure4-13) f —— coefficient (Consulting Figure4-14)")
159
4.Flat head i. Structure The geometric form of flat heads:
rotundity, ellipse, long roundness, rectangle, square, etc. ii. Characteristics of load Round flat with shaft symmetry which is subjected to uniform gas pressure

160
(1)There are two kinds of bending stress states,
distributing linearly along the wall. (2)Radial bending stress r and hoop bending stress t distributing along the radius.
Radial bending stress r and hoop bending. stress t distributing along the radius.")
161
max = r.max The maximum stress is at the edge of disk.
▲For fixed egde max = r.max The maximum stress is at the edge of disk. S R p t r.max r

162
max = r.max = t.max The maximum stress is in the center of disk.
▲ For simply supported ends max = r.max = t.max The maximum stress is in the center of disk. S R P t r.max r

163
iii. Calculation equation for thickness
From the condition of strength max ≤ []t , getting: fixed edge: simply supported ends:

164
In fact, the supporting condition at boundary
of flat head is between the previous two. After introducing the coefficient K which is called structure characteristics coefficient and considering the welded joint efficient , getting the calculating equation for thickness of round disk:

165
5.Examples Design the thicknesses of cylinder and heads
of a storage tank. Calculating respectively the thickness of each heads if it’s semi-spherical, elliptical, dished and flat head as well as comparing and discussing the results. Known: Di = 1200 mm Pc = 1.6Mpa material: 20R []t = 133Mpa C2 = 1 mm The heads can be punch formed by a complete steel plate.

166
Solution: (1)Determining the thickness of cylinder
= 1.0 (Double welded butt, 100% NDE) C1 = 0.8 mm (Checking Figure 4-7) Sd + C1 = = mm Round it of, getting: Sn = 10 mm Verify the strength under pressure test
 C1 = 0.8 mm (Checking Figure 4-7) Sd + C1 = = 9.06 mm. Round it of, getting: Sn = 10 mm. Verify the strength under pressure test.")
167
(2)Semi-spherical head
= 1.0 (wholly punch forming) C1 = 0.5 mm (Checking Figure 4-7) Sd + C1 = = mm Round it of, getting: Sn = 6 mm
 C1 = 0.5 mm (Checking Figure 4-7) Sd + C1 = = 5.12 mm. Round it of, getting: Sn = 6 mm.")
168
(3)Standard elliptical head
= 1.0 (wholly punch forming) C1 = 0.8 mm (Checking Figure 4-7) Sd + C1 = = mm Round it of, getting: Sn = 10 mm
 C1 = 0.8 mm (Checking Figure 4-7) Sd + C1 = = 9.04 mm. Round it of, getting: Sn = 10 mm.")
169
(4)Standard dished head
= 1.0 (wholly punch forming) C1 = 0.8 mm (Checking Figure 4-7) Sd + C1 = = mm Round it of, getting: Sn = 12 mm
 C1 = 0.8 mm (Checking Figure 4-7) Sd + C1 = = mm. Round it of, getting: Sn = 12 mm.")
170
(5)Flat head K = 0.25; Dc = Di = mm; []t = 110 Mpa = 1.0 (wholly punch forming) C1 = 1.8 mm (Checking Figure 4-7) Sd + C1 = = mm Round it of, getting: Sn = 80 mm
![(5)Flat head K = 0.25; Dc = Di = 1200 mm; []t = 110 Mpa. = 1.0 (wholly punch forming) C1 = 1.8 mm (Checking Figure 4-7)](http://slideplayer.com/slide/5136995/16/images/170/%285%29Flat+head+K+%3D+0.25%3B+Dc+%3D+Di+%3D+1200+mm%3B+%5B%EF%81%B3%5Dt+%3D+110+Mpa.+%EF%81%A6+%3D+1.0+%28wholly+punch+forming%29+C1+%3D+1.8+mm+%28Checking+Figure+4-7%29.jpg "Sd + C1 = = mm. Round it of, getting: Sn = 80 mm.")
171
Comparison: Selection:
Head-form Sn mm kg Semi-sphe. Elliptical Dished Flat 6 106 10 12 80 137 163 662 Selection: It’s better to use the standard elliptical head whose thickness is the same to that of cylinder.

172
Chapter 5 Design of Cylinders and Formed Heads
subjected to External-Pressure 5.1 Summarization

173
1.Failure of External Pressure Vessel
Under the effect of external pressure, the vessels may deform when the pressure is larger than a certain value. This kind of damage is called the failure of external pressure vessels. 2.Classification of Failure Side bucking —— the main form of failure Axial bucking Local bucking

174
5.2 Critical Pressure 1.Critical pressure and
critical compressive stress The pressure that makes the external pressure vessels fail is called the critical pressure, indicating by Pcr. At the moment that exists Pcr, the stress inside the vessels is called the critical compressive stress, indicating by cr .

175
2.Factors affect the critical pressure
i. Geometric dimension of cylinder 90 350 0.3 (3) 90 350 0.3 (4) Degree of vacuum in failure 90 175 0.51 (1) 90 175 0.3 (2) Pcr mm HO2 500 300 120~150
 (4) Degree of vacuum in failure. (1) (2) Pcr. mm HO ~150.")
176
Comparison and analysis
for the experimental results Figure (1) and Figure (2): *When the value of L / D is equal, the larger the value of S / D, the higher the Pcr. Figure (2) and Figure (3): *When the value of S / D is equal, the smaller the value of L / D, the higher the Pcr. Figure (3) and Figure (4): *When the value of S / D and L / D are equal, having the stiffening ring as well, high Pcr.
 and Figure (2): *When the value of L / D is equal, the larger the value of S / D, the higher the Pcr. Figure (2) and Figure (3): *When the value of S / D is equal, the smaller the value of L / D, the higher the Pcr. Figure (3) and Figure (4): *When the value of S / D and L / D are equal, having the stiffening ring as well, high Pcr.")
177
ii. Materials’ Performance of the cylinders
(1)The critical pressure (Pcr) hasn’t direct relation with the strength ( s) of the materials. (2)The critical pressure (Pcr) depends of the flexural rigidity of the cylinders in some aspects. The stronger the flexural rigidity, the more difficult for the failure.
The critical pressure (Pcr) hasn’t direct. relation with the strength ( s) of the. materials. (2)The critical pressure (Pcr) depends of the. flexural rigidity of the cylinders in some. aspects. The stronger the flexural rigidity, the more. difficult for the failure.")
178
iii. The differential in the dimension at the
process of vessels’ manufacturing Mainly reflecting on the “ellipticity” (椭圆度), which is the processing differential in the dimension of the cylindrical section.
, which is the processing differential in the. dimension of the cylindrical section.")
179
*Large ellipticity e can make the critical
Dmax Dmin *Large ellipticity e can make the critical pressure Pcr decrease and failure happen in ahead. *Regulated as in the engineering, ellipticity e ≤ 0.5% when vessels subjected to the external pressure are made.

180
3.Long cylinder, short cylinder and rigid cylinder, the calculating equations of their critical pressure

181
Calculating equation of the critical stress:
i. Long cylinder —— cylinders with large L / Do Calculating equation of the critical P: For steel cylinders: = 0.3 Calculating equation of the critical stress:

182
ii. Short cylinder —— cylinders with small L / Do Calculating equation of the critical P: Calculating equation of the critical stress:

183
iii. Rigid cylinder —— cylinders with small L / Do, large Se / Do Designing criterion: Only need to satisfy the strength condition: compression ≤ [ ]tcompression i.e.

184
4.Critical Length Critical length —— which is used to classify the long cylinder and short cylinder; and it is the critical dimension of the short cylinder and rigid cylinder. L > Lcr Long cylinder L’cr < L < Lcr Short cylinder L < L’cr Rigid cylinder

185
i. Critical length Lcr of long and short cylinder:
ii. Critical length L’cr of short and rigid cylinder:

186
5.3 Engineering Design of External-P Vessels 1.Designing criterions

187
Pc —— Calculating Pressure, MPa
Pcr —— Critical Pressure, MPa [p] —— Allowable External Pressure, MPa m —— Stable safety coefficient For cylinders, m = 3 at the same time, 椭圆度 e ≤ 0.5%

188
2.Nomograph for the thickness designing of the external-P cylinders
i. Calculating Steps Step 1: L、 Do、 Se → Drawing the curve

189
Step 2: Find the relationship between and [P]
For cylinder m=3 and Then getting the relationship curve B = f ()
![Step 2: Find the relationship between and [P]](http://slideplayer.com/slide/5136995/16/images/189/Step+2%3A+Find+the+relationship+between+%EF%81%A5+and+%5BP%5D.jpg "For cylinder m=3 and. Then getting the relationship curve B = f ()")
190
ii. Steps of nomograph for the thickness designing of the external-P cylinders (Tubes)
For the cylinders and tubes whose Do/Se ≥20: (1)Supposing Sn, Se = Sn - C, calculating the values of L / Do and Do / Se. (2)Calculating the value of (value of A), checking the Figure (5-5). If L / Do > 50, checking the figure using L / Do = 50. If L / Do < 0.05, checking the figure using L / Do = 0.05.
Supposing Sn, Se = Sn - C, calculating the values of L / Do and Do / Se. (2)Calculating the value of (value of A), checking the Figure (5-5). If L / Do > 50, checking the figure using. L / Do = 50. If L / Do < 0.05, checking the figure using. L / Do =")
191
(3)Calculating the value of B
According to the used material, choosing the relevant graphs from Figure (5-7) and Figure (5-14) and then finding the point A from abscissa.
 and. Figure (5-14) and then finding the point A. from abscissa.")
192
Two situations maybe encountered:
*Point A with that certain value lies at the right of the curve and intersects with the curve, then the value of B can be found directly in the figure. *Point A with that certain value lies at the left of the curve and has no joint with the curve, then the value of B is calculated by the following equation:

193
(4)Calculating [P] Putting the value of B into Equation (9) →[P]
![(4)Calculating [P] Putting the value of B into Equation (9) →[P]](http://slideplayer.com/slide/5136995/16/images/193/%284%29Calculating+%5BP%5D+Putting+the+value+of+B+into+Equation+%289%29+%E2%86%92%5BP%5D.jpg "(4)Calculating [P] Putting the value of B into Equation (9) →[P]")
194
i.e. the supposed Sn is usable, safe
(5)Comparing i.e. the supposed Sn is usable, safe i.e. the supposed Sn is too large and should be decreased appropriately, repeating the previous calculating steps until satisfying the first condition. i.e. the supposed Sn is too small and should be increased appropriately, repeating the previous calculating steps until satisfying the first condition.
Comparing. i.e. the supposed Sn is usable, safe. i.e. the supposed Sn is too large and. should be decreased. appropriately, repeating the previous calculating. steps until satisfying the first condition. i.e. the supposed Sn is too small and. should be increased appropriately, repeating the previous calculating steps until. satisfying the first condition.")
195
3.Pressure test of external-P vessels
i. Pressure test of external-P vessels and vacuum vessels is processing as the hydrostatic pressure test. Testing pressure: PT = 1.25 P P —— design pressure

196
4.Example and discussion
Design the thickness of an external-P cylinder. Known: Calculating pressure: Pc = 0.2 MPa Design temperature: t = 250℃ Inside diameter: Di = 1800 mm Calculating length: L = mm Additional value of wall thickness: C = 2 mm Material: 16MnR; Et = 103 MPa

197
Solution: (1)Assuming Sn = 14 mm Then Do = Di + 2 Sn = 1828 mm
Se = Sn - C = 12 mm Finding out: L / Do = 1828 = 5.7 Do / Se = 12 = 152 (2)Calculating the value of (A) Checking the Figure 5-5, getting: A =
Calculating the value of (A) Checking the Figure 5-5, getting: A =")
198
(3)Calculating the value of B
From Figure 5-9, we can see that point A is at the left of the curve, then the calculating equation is like following:

199
(4)Calculating [P] (5)Comparing [P] and Pc [P] < Pc = 0.2 MPa unsatisfied Reassuming Sn, or setting the stiffening ring.
![(4)Calculating [P] (5)Comparing [P] and Pc. [P] < Pc = 0.2 MPa unsatisfied.](http://slideplayer.com/slide/5136995/16/images/199/%284%29Calculating+%5BP%5D+%285%29Comparing+%5BP%5D+and+Pc.+%5BP%5D+%3C+Pc+%3D+0.2+MPa+unsatisfied..jpg "Reassuming Sn, or setting the stiffening ring.")
200
Calculation under the condition that supposes there have two stiffening rings:
(1)Thickness is the same: Sn = 14 mm After setting two stiffening rings, the calculating length is like following:
Thickness is the same: Sn = 14 mm. After setting two stiffening rings, the calculating length is like following:")
201
(2)Calculating the value of (A)
Checking the Figure 5-5, getting: A = (3)Calculating the value of B From Figure 5-9, we can see that point A is at the right of the curve, getting B = MPa
Calculating the value of B. From Figure 5-9, we can see that point A is at the right of the curve, getting B = 42.5 MPa.")
202
(4)Calculating [P] (5)Comparing [P] and Pc [P] > Pc = 0.2 MPa satisfied
![(4)Calculating [P] (5)Comparing [P] and Pc [P] > Pc = 0.2 MPa satisfied](http://slideplayer.com/slide/5136995/16/images/202/%284%29Calculating+%5BP%5D+%285%29Comparing+%5BP%5D+and+Pc+%5BP%5D+%3E+Pc+%3D+0.2+MPa+satisfied.jpg "(4)Calculating [P] (5)Comparing [P] and Pc [P] > Pc = 0.2 MPa satisfied")
203
Calculation under the condition that supposes to increase the thickness:
(1)Assuming: Sn = 20 mm Then Do = Di + 2 Sn = 1840 mm Se = Sn - C = 18 mm Finding out: L / Do = 1840 = 5.6 Do / Se = 18 = 102
Assuming: Sn = 20 mm. Then Do = Di + 2 Sn = 1840 mm. Se = Sn - C = 18 mm. Finding out: L / Do = 1840 = 5.6. Do / Se = 1828 18 = 102.")
204
(2)Calculating the value of (A)
Checking the Figure 5-5, getting: A = (3)Calculating the value of B From Figure 5-9, we can see that point A is at the right of the curve, getting B = MPa
Calculating the value of B. From Figure 5-9, we can see that point A is at the right of the curve, getting B = 27.5 MPa.")
205
(4)Calculating [P] (5)Comparing [P] and Pc [P] > Pc = 0.2 MPa and closing So, we can use the steel plate with Sn = 20 mm, whose material is 16MnR.
![(4)Calculating [P] (5)Comparing [P] and Pc. [P] > Pc = 0.2 MPa and closing. So, we can use the steel plate with.](http://slideplayer.com/slide/5136995/16/images/205/%284%29Calculating+%5BP%5D+%285%29Comparing+%5BP%5D+and+Pc.+%5BP%5D+%3E+Pc+%3D+0.2+MPa+and+closing.+So%2C+we+can+use+the+steel+plate+with..jpg "Sn = 20 mm, whose material is 16MnR.")
206
Spherical Shell and Convex Head
5.4 Design of External-P Spherical Shell and Convex Head 1.Design of external-P spherical shell and semi-spherical head i. Assuming Sn, and Se = Sn - C. Calculating the value of Ro / Se.

207
ii. Calculating the value of (A)
iii. Calculating the value of B and [P] According the used material, choosing the relevant graph from Figure 5-7 and Figure 5-14 and finding out the point A at the abscissa.

208
Two situations maybe encountered:
(1)If point A is at the right of the curve, the value of B can be found from the figure directly. (2)If point A is at the left of the curve, directly calculating:
If point A is at the right of the curve, the value of B can be found from the figure directly. (2)If point A is at the left of the curve, directly calculating:")
209
iv. Comparison i.e. the original assuming Sn is usable, and safety. i.e. the original assuming Sn is too small, Sn should be increased appropriately, repeating the previous calculating steps until satisfying the first condition.

210
2.Design of external-P convex head
The method of designing the external-P convex head is the same to that of designing external-P spherical head. But the Ro in the designing of spherical head should be adjusted like following:

211
i. For elliptical head Ro —— the equivalent spherical diameter of elliptical head; Ro = K1Do K1 —— coefficient; depending on a / b, checking P141, Figure 5-3

212
ii. For dished head Ro —— the equivalent spherical diameter of the dished head; it’s the outside diameter of the spherical part at the dished head.

213
5.5 Design of the Stiffening Ring in External-P Vessels
1.Function of stiffening ring

214
From the previous equations, we can know the methods to increase [P]:
i. Increasing S ii. Decreasing the calculating length L ∴ Function of stiffening ring —— decreasing calculating length to increase [P]
![From the previous equations, we can know the methods to increase [P]:](http://slideplayer.com/slide/5136995/16/images/214/From+the+previous+equations%2C+we+can+know+the+methods+to+increase+%5BP%5D%3A.jpg "i. Increasing S. ii. Decreasing the calculating length L. ∴ Function of stiffening ring. —— decreasing calculating length to. increase [P]")
215
2.Space length and number of stiffening ring
Assuming the space length of stiffening ring is Ls From the design criterions of external-P: Pc ≤ [P] and [P] = Pcr / m Making Pc = [P] then Pcr = m Pc (a) From the equation for the critical pressure of short cylinder:
 From the equation for the critical pressure of short cylinder:")
216
Putting equation (a) in, getting:
Then putting m=3 in, getting:

217
(Ls)max —— Under the condition that Do and
Se of the cylinder is determined, the maximum space length between the needed stiffening rings working safely under the calculating external pressure Pc, mm.

218
The actual space length between stiffening rings Ls ≤ (Ls)max is indicating safety.
The number of stiffening rings: In the above equation: L —— the calculating length of cylinder before setting the stiffening rings, mm Ls—— the space length between stiffening rings, mm

219
3.Connection of stiffening rings and cylinders
i. Connection Demands Must assure all the cylinder and stiffening ring are under the load together. ii. Connection Methods Welding —— Continuous Weld (连续焊接) Tack Weld (间断焊接)
 Tack Weld (间断焊接)")
220
iii. The stiffening rings should not
be randomly crippled or cut off. If those must be done, the length of the arc that are crippled or cut off should not be larger than the values shown in Figure 5-19.

221
For example: There is a horizontal external pressure vessel. When the stiffening ring is set inside the cylinder, in order not to affect the fluid flowing or fluid discharging, we must leave a hole豁口at the lowest position of the stiffening ring or set a thoroughfare of fluid.

222
As illustrating like the following two figures

223
Chapter 5 Components and Parts of Vessels
6.1 Flange Connection 1.The Sealing Theory (密封原理) and Connection Structure of Flanges
 and Connection Structure of Flanges.")
224
i. Connection Structure
Three parts: (1)Connected parts —— a couple of flanges (2)Connecting parts —— several couples of bolts and nuts (3)Sealing parts —— gasket
Connected parts. —— a couple of flanges. (2)Connecting parts. —— several couples of. bolts and nuts. (3)Sealing parts. —— gasket.")
225
ii. Sealing Theory Taking the bolts’ forced sealing as an example to illustrate the Sealing Theory: (1)Before butting (2)After butting (3)After charging medium
Before butting. (2)After butting. (3)After charging. medium.")
226
Classification of Flanges
2.The Structure and Classification of Flanges According to the connection ways of flanges and equipment (pipelines) (1)Integrated flange —— S.O.flange (slip on flange) W.N.flange (welding neck flange)
 (1)Integrated flange. —— S.O.flange (slip on flange) W.N.flange (welding neck flange)")
227
S.O.flange Pipeline Flange Vessel Flange W.N.flange

228
(2)Simple [loose (type), lap joint, lapped] flange
Interlink on the turn-down rims On the welding ring
![(2)Simple [loose (type), lap joint, lapped] flange](http://slideplayer.com/slide/5136995/16/images/228/%282%29Simple+%5Bloose+%28type%29%2C+lap+joint%2C+lapped%5D+flange.jpg "Interlink on the. turn-down rims. On the welding ring.")
229
Square flange Elliptical flange (3)Screwed flange
Screwed flange")
230
3.Factors effect the sealing of flanges
i. Bolt load under pretension condition (bolt load for gasket sealing) The bolt load is too small to seal specific pressure (顶紧密封比压). The bolt load is too large to avoid the gasket being pressed or extruded.
 The bolt load is too small to seal specific pressure (顶紧密封比压). The bolt load is too large to avoid the gasket being pressed or extruded.")
231
Increasing the bolt load appropriately can strengthen the sealing ability of gasket.
So under the condition of certain bolt load, decreasing the diameter of bolts center circle or increasing the number of them are both beneficial for sealing.

232
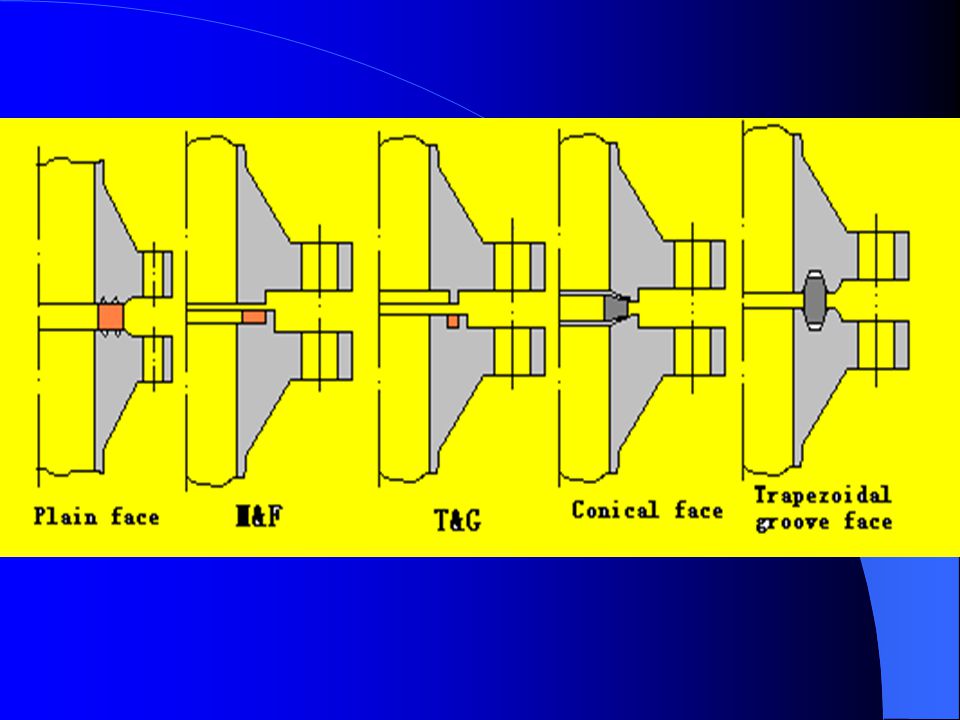
(1)plain (face) flange(Raised Face) (2)M&FM (male and female)
ii. The types of sealing face (1)plain (face) flange(Raised Face) (2)M&FM (male and female) (3)T&G (tongue and groove face) (4)Conical face (5)Trapezoidal groove face
plain (face) flange(Raised Face) (2)M&FM (male and female) (3)T&G (tongue and groove face) (4)Conical face. (5)Trapezoidal groove face.")
234
iii. Properties of gasket
(1)The common-used materials of gasket *Non-metal Material —— Rubber, Asbestos, Synthetic resins. Advantages: soft and corrosion resistant Disadvantages: the properties of high-T resistance and pressure resistance is inferior to the metallic materials. Used in: Common and Medium T; Flange sealing of Medium and Low P devices and pipes.
The common-used materials of gasket. *Non-metal Material. —— Rubber, Asbestos, Synthetic resins. Advantages: soft and corrosion resistant. Disadvantages: the properties of high-T. resistance and pressure. resistance is inferior to the. metallic materials. Used in: Common and Medium T; Flange. sealing of Medium and Low P. devices and pipes.")
235
*Metal (Metallic) Material
—— soft aluminum, copper, iron (soft steel), 18-8 stainless steel. Advantages: high-T resistant, with high strength Demands: Excellent soft toughness Used in: Medium and high T; Flange sealing subjected to medium and high P
, 18-8 stainless steel. Advantages: high-T resistant, with high strength. Demands: Excellent soft toughness. Used in: Medium and high T; Flange sealing. subjected to medium and high P.")
236
(2)Gasket Types (Classifying according to the
properties of materials) *Non-metal Gasket —— such as rubber gasket, asbestos-rubber gasket. *Compound Gasket (Metal and non-metal compound gasket) —— such as metal jacketed gasket (金属包 垫片) and Metal spirotallic [spiral- wound] gasket(金属缠绕垫)
 *Non-metal Gasket. —— such as rubber gasket, asbestos-rubber. gasket. *Compound Gasket (Metal and non-metal. compound gasket) —— such as metal jacketed gasket (金属包. 垫片) and Metal spirotallic [spiral- wound] gasket(金属缠绕垫)")
237
Metal jacketed gasket (金属包垫片), i.e.
wrapping the metal slice around the asbestos gasket or asbestos-rubber gasket Metal spirotallic [spiral-wound] gasket (金属 缠绕垫片), i.e. making by alternately rolling thin steel belt and asbestos
, i.e. making by alternately rolling. thin steel belt and asbestos.")
238
*Metal gasket —— such as octagon ring gasket, elliptical gasket, lens ring (washer) [grooved metallic gasket]
 [grooved. metallic gasket] .")
239
(3)Selection of gasket *Factors of working pressure and temperature Medium and low P; common and medium T —— Non-metal gasket Medium P; Medium T —— Metal and non-metal compound gasket High P; high T —— Metal gasket High vacuum; cryogenic —— Metal gasket

240
*Degree of demands for sealing
*Demands for the types of sealing face *Properties of gasket Concrete selection should be referred to JB , JB , JB At the same time, the practical experience should be taken into account.

241
iv. Rigidity (刚度) of flange
(1)If the rigidity of flange is not enough, there will occur the serious buckling [翘曲] deformation, as well the specific pressure will decrease and the sealing face will be loose, as a result, the sealing will fail. (2)Measures to increase the rigidity of flange Bolt circle, Outer diameter, Thickness (3)Strengthening the rigidity of flange to increase the weight of flange as well the cost of whole-flange’s sealing.
If the rigidity of flange is not enough, there. will occur the serious buckling [翘曲] deformation, as well the specific pressure will. decrease and the sealing face will be loose, as. a result, the sealing will fail. (2)Measures to increase the rigidity of flange. Bolt circle, Outer diameter, Thickness. (3)Strengthening the rigidity of flange to. increase the weight of flange as well the cost. of whole-flange’s sealing.")
242
Corrosive Characteristics Penetrant Characteristics
v. Effect of working conditions of medium Temperature Pressure Corrosive Characteristics Penetrant Characteristics Combined effect Greatly affecting the sealing

243
4.Standard and Selection of Flanges
i. Standard number of pressure vessel flanges JB / T ∼ JB / T

244
Standard types and marks of pressure vessel flanges
A-S.O.Flange JB/T B-S.O.Flange JB/T W.N.Flange JB/T Plain M&FM T&G M FM T G P A S C Type Sealing Code Without lined ring With lined ring (C) face Standard types and marks of pressure vessel flanges
 face. Standard types and marks of pressure vessel flanges.")
245
For example: PN=1.6MPa, DN = 800mm, T&G C-S.O.Flange with lined ring T Flange: C-S 800 — 1.6 JB G Flange: C-C 800 — 1.6 JB

246
Standard Code Nominal Pressure MPa C-S 800 — 1.6 JB Code of Flange Type Nominal Diameter mm Code of Sealing face Type

247
ii. Dimension of pressure vessel flanges
Dimension of flanges is only confirmed by two standardized parameters PN and DN of flanges. Confirmation of Nominal Pressure PN of flanges: JB (Book, P160)
")
248
iii. Selection steps for pressure vessel flanges
(1)According to the design task, confirming the types of flanges (S.O. or W.N.). (Referring to P157 Table 6-2) (2)According to the nominal diameter DN of flanges , working temperature, design pressure, material of flanges, confirming the nominal diameter DN and nominal pressure PN of flanges. (Referring to P160 Table 6-4; P332 Appendix 12)
According to the design task, confirming. the types of flanges (S.O. or W.N.). (Referring to P157 Table 6-2) (2)According to the nominal diameter DN of. flanges , working temperature, design. pressure, material of flanges, confirming. the nominal diameter DN and nominal. pressure PN of flanges. (Referring to P160 Table 6-4; P332 Appendix 12)")
249
(3)Confirming the sealing face types of flanges
and the types of gaskets. (Referring to P155 Table 6-1) (4)According to the types of flanges, DN and PN of flanges, checking and finding out the dimension of flanges; number of bolts and their specification. (Referring to P336 Appendix 14)
 (4)According to the types of flanges, DN and. PN of flanges, checking and finding out the. dimension of flanges; number of bolts and. their specification. (Referring to P336 Appendix 14)")
250
(5)Confirming the material of bolts and nuts.
(Referring to P163 Table 6-6; P333 Appendix 13) (6)Portraying the unit drawing of flanges.
 (6)Portraying the unit drawing of flanges.")
251
Example: There are flanges to connect the body of a
fractionating (rectifying) tower and the heads. Knowns: Inside diameter of tower: Di = 1000mm Working temperature: t = 280℃ Design Pressure: P = 0.2MPa Material of tower: Q235-AR
 tower and the heads. Knowns: Inside diameter of tower: Di = 1000mm. Working temperature: t = 280℃ Design Pressure: P = 0.2MPa. Material of tower: Q235-AR.")
252
Solution: (1)From P157 Table 6-2, A-S.O.Flange is selected.
(2)Confirming the nominal diameter DN and nominal pressure PN DN = 1000 mm (Equal to the inside diameter of tower) From P160 Table 6-4, choose the material of tower as that of flanges, i.e. Q235-AR t = 280℃
Confirming the nominal diameter DN and. nominal pressure PN. DN = 1000 mm. (Equal to the inside diameter of tower) From P160 Table 6-4, choose the material of. tower as that of flanges, i.e. Q235-AR. t = 280℃")
253
When PN = 0.25 Mpa, Pallowable = 0.14 MPa < Pdesign = 0.2 Mpa When PN = 0.6 Mpa, Pallowable = 0.33 MPa > Pdesign = 0.2 Mpa So, the nominal pressure of flanges is: PN = 0.6 MPa

254
(3)Confirming the sealing face types of flanges
From P155 Table 6-1, choosing plain sealing face, spirotallic [spiral-wound] gasket (4)According to the DN and PN of flanges, from Appendix 14, Table 32, finding out the dimension of every part of flanges. Specification of bolts: M20; Number: 36
According to the DN and PN of flanges, from. Appendix 14, Table 32, finding out the. dimension of every part of flanges. Specification of bolts: M20; Number: 36.")
255
(5)From P163 Table 6-6, finding out:
Material of bolts: 35 steel Material of nuts: Q235-A (6)Portraying the unit drawing of flanges (Omitting)
Portraying the unit drawing of flanges. (Omitting)")
256
Standard of tube flanges
(New Standard issued by Chemical Ministry) European: HG — 97 ~ HG — 97 American: HG — 97 ~ HG — 97
 European: HG — 97 ~ HG — 97. American: HG — 97 ~ HG — 97.")
257
6.2 Support for vessels Support for horizontal vessels
Saddle support, ring support, leg, etc. Support for vertical vessels Skirt support, hanging support, etc.

258
1.Double-saddle support
i. The structure of double-saddle support 120° Gasket Web-plate Anchor bolt Sub-plate

259
ii. Position of support (A)
A≤Do/4 & < 0.2L. The maximum value < 0.25L iii. Standard and selection of double-saddle support Type —— Stationary type: F Movable type: S Model Type —— Light-duty: A Heavy-duty: B Mark —— JB / T Support Model Type Nominal Diameter Type

260
2.Checking calculation of stress in double-saddle horizontal vessels
i. Load analysis for horizontal vessels

261
Shearing Force Diagram Bending Moment q

262
ii. Reserved force to support
In this equation: q —— Mass load/unit length of vessels, N / mm L —— Distance between the T.L. (tangent lines) of two heads, mm hi —— Height of curved surface of heads, mm
 of two heads, mm. hi —— Height of curved surface of heads, mm.")
263
iii. The maximum radical bending moment
The section across the middle point of moment The section at support

264
iv. Calculation for stress of cylinder
—— to the vessels subjected to internal pressure (1)Stress across the middle section The most highest point in section (Point 1): The most lowest point in section (Point 2):
Stress across the middle section. The most highest point in section (Point 1): The most lowest point in section (Point 2):")
265
(2)Stress in the section of support
The most highest point in section (Point 3): The most lowest point in section (Point 4):
: The most lowest point in section (Point 4):")
266
cylinder v. Checking calculation for stress of tensile stress
compressive stress

267
In these two equations:
[]t —— The allowable stress of material at the design T, MPa []c r —— The allowable compressive stress of material, MPa B —— Calculation method is the same with that in design of external pressure, see P172

268
6.3 Reinforcement for opening of vessels
1.The phenomena and reason for opening stress concentration

269
Stress concentration factor:
max —— The maximum stress at the boundary of opening * —— The maximum basic stress of shell Small opening in plate

270
(1)Local Material of vessel wall is decreased
Reasons for stress concentration: (1)Local Material of vessel wall is decreased (2)The continuity of structure is damaged
Local Material of vessel wall is decreased. (2)The continuity of structure is damaged.")
271
2.Opening reinforcement’s Designing
i. Designing Criterions (1)Equi-area criterion of reinforcement (2)Plastic failure criterion of reinforcement
Equi-area criterion of reinforcement. (2)Plastic failure criterion of reinforcement.")
272
ii. Reinforcement Structure (1)Structure of Stiffening Ring
Nozzle (Connecting Tube) Shell Stiffening Ring
 Shell. Stiffening Ring.")
273
(2)Structure of 加强元件 Method —— Taking the parts of nozzles or vicinity of shells’ openings which need to be reinforced as the 加强 元件, then welding these parts with nozzles or shells.

274
(3)Structure of Integral Reinforcement
Method —— Taking the connecting parts of nozzles and shells as the integral forgings, at the same time thickening them, then welding them with nozzles and shells.

275
iii. Diameter Range of the openings that need
not to be reinforced When the following requirements are all met, the reinforcement is out of need. (1)Design Pressure P ≤ 2.5 MPa (2)The distance between two mid-points of two nearby openings (taking length of are as the length of curved surface) should be larger than 2× (D1+D2), D1, D2 are the diameters of the two openings respectively.
Design Pressure P ≤ 2.5 MPa. (2)The distance between two mid-points of two nearby openings (taking length of are as the length of curved surface) should be larger than 2× (D1+D2), D1, D2 are the diameters of the two openings respectively.")
276
(3)Nominal Outside Diameter of connecting tubes ≤ 89 mm
(4)The minimum wall thickness δmin of connecting tubes should meet the following requirements:(mm) δmin 25 32 38 45 48 57 65 76 89 3.5 4.0 5.0 6.0
The minimum wall thickness δmin. of connecting tubes should meet. the following requirements:(mm) δmin")
277
Metallic areas in local reinforcement
3.Designing methods of equi-area reinforcement Metallic areas in local reinforcement ≥ the area of sections which are the position of openings

278
i. Confirmation of the effective range of opening and reinforcement areas
B h1 h2 d

279
Effective width: Effective [working] height: Outside height Inside height
![Effective width: Effective [working] height: Outside height Inside height](http://slideplayer.com/slide/5136995/16/images/279/Effective+width%3A+Effective+%5Bworking%5D+height%3A+Outside+height+Inside+height.jpg "Effective width: Effective [working] height: Outside height Inside height")
280
In these equations: Sn —— Nominal thickness of cylinders
Sn.t —— Nominal thickness of connecting tubes (nozzles) d —— Diameter of openings d = di +2C di —— Inside diameter of openings C —— Additional value of wall thickness
 d —— Diameter of openings d = di +2C. di —— Inside diameter of openings. C —— Additional value of wall thickness.")
281
Computation of metallic areas for effective reinforcement
(1)The area of the sections on shell which are the positions of openings A: A = S×d (2)The unnecessary metallic area A1 on shell or heads which is larger than calculating thickness S: A1 = (B – d) (Se – S) – 2 (Sn.t – C) (Se – S) (1 – fr)
The area of the sections on shell which. are the positions of openings A: A = S×d. (2)The unnecessary metallic area A1 on shell or. heads which is larger than calculating thickness S: A1 = (B – d) (Se – S) – 2 (Sn.t – C) (Se – S) (1 – fr)")
282
(3)The unnecessary metallic area A2 on nozzles
which is larger than the calculating thickness S: A2 = 2 h1 ( Sn.t – St –C ) fr + 2 h2 ( Sn.t – C – C2 ) fr (4)The metallic area of welding seam in the reinforcement region A3: A3 = according to the actual dimension
 fr + 2 h2 ( Sn.t – C – C2 ) fr. (4)The metallic area of welding seam in the. reinforcement region A3: A3 = according to the actual dimension.")
283
ii. Designing Steps in Reinforcement for openings
(1)Getting the following data from the strength calculation: Calculating wall thickness of cylinders or heads S Nominal wall thickness of cylinders or heads Sn Calculating wall thickness of nozzles St Nominal wall thickness of nozzles Sn.t Additional value of wall thickness C = C1+ C2
Getting the following data from the strength. calculation: Calculating wall thickness of cylinders or heads S. Nominal wall thickness of cylinders or heads Sn. Calculating wall thickness of nozzles St. Nominal wall thickness of nozzles Sn.t. Additional value of wall thickness C = C1+ C2.")
284
(2)Calculating the effective reinforcement range
B, h1, h2 (3)Calculating the necessary reinforcement area A according to P183 Table 6-17 (4)Calculating the available reinforcement area A1, A2, A3
Calculating the necessary reinforcement area. A according to P183 Table (4)Calculating the available reinforcement area. A1, A2, A3.")
285
(5)Judging whether it is necessary to add
some reinforcement area If A1 + A2 + A3 ≥ A reinforcement not required If A1 + A2 + A3 < A reinforcement required

286
(6)If reinforcement is required, calculating the
added reinforcement area A4 A4 = A -( A1 + A2 + A3 ) (7)Comparison Finally getting A1 + A2 + A3 + A4 ≥ A
 (7)Comparison. Finally getting A1 + A2 + A3 + A4 ≥ A.")
287
6.4 Attachment of vessels 1.Man Hole and Hand Hole
i. Nominal Diameter of standard man-hole DN : ii. Nominal Diameter of standard hand-hole DN :

288
2.Connecting Tubes (Nozzles) [接管]
3.Flg (Flange, Flanch) [凸缘] 4.Sight (Level) Glass [视镜]
![2.Connecting Tubes (Nozzles) [接管]](http://slideplayer.com/slide/5136995/16/images/288/2.Connecting+Tubes+%28Nozzles%29+%5B%E6%8E%A5%E7%AE%A1%5D.jpg "3.Flg (Flange, Flanch) [凸缘] 4.Sight (Level) Glass [视镜]")
Similar presentations