Download presentation
Presentation is loading. Please wait.

1
OPTECH CONSULTING

4
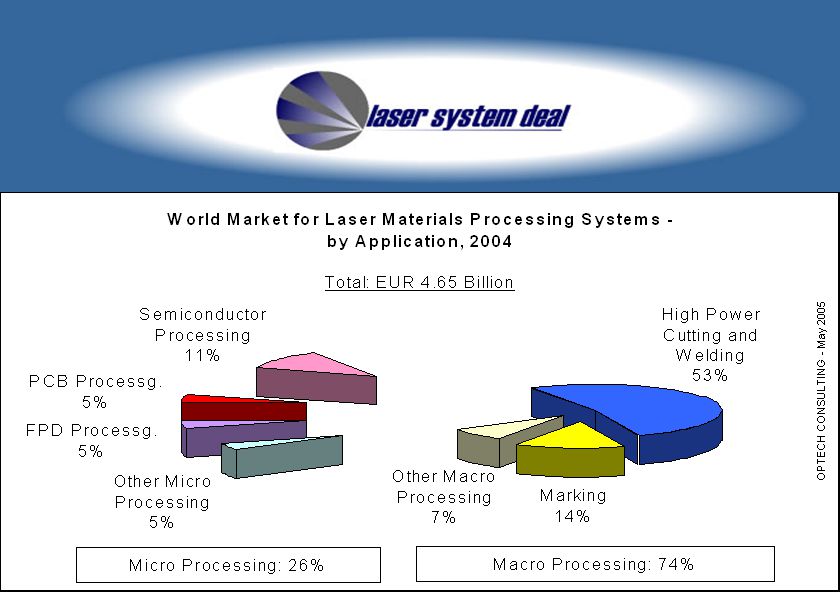
World Market for Laser Materials Processing Systems - Growth Rates 2004, 2005 2004 Growth Rate: + 27% - Laser Macro Processing: + 23% - Laser Micro Processing: + 42% Growth Rates for market measured in Euro. 2004 World Market Volume: - Laser Macro Processing: EUR 3.45 Billion - Laser Micro Processing: EUR 1.20 Billion Expected 2005 Growth Rate (estimate May 2005): -5% … +5%
: -5% … +5%.")
5
OPTECH CONSULTING www.laserdeal.com

6
OPTECH CONSULTING

8
Laser Macro Processing Applications Cutting Welding Drilling Surface Treatment Marking, Coding Desk Top Manufacturing Laser Processes in the Tool & Die Industry Plastics Welding Laser Structuring … OPTECH CONSULTING

10
Financing/Depreciation Company/Fixed Costs/Personnel Profit Material/Variable Costs Investing in a Laser Cutting System www.laserdeal.com

11
Quality Price Processing time Financing/Depreciation Company/Fixed Costs/Personnel Profit Material/Variable Costs Choosing the optimal system: Orders p. Unit of Time

12
0 5 101520 Thickness [mm] Main Material thick- ness Frequency Steel [O 2 ]75 % Stainless [N 2 ]18 % Aluminum [N 2 ] 7 % Sheet thickness and Materials 2 – 6mm
![Thickness [mm] Main Material thick- ness Frequency Steel [O 2 ]75 % Stainless [N 2 ]18 % Aluminum [N 2 ] 7 % Sheet thickness and Materials 2 – 6mm](http://images.slideplayer.com/15/4665764/slides/slide_12.jpg "Thickness [mm] Main Material thick- ness Frequency Steel [O 2 ]75 % Stainless [N 2 ]18 % Aluminum [N 2 ] 7 % Sheet thickness and Materials 2 – 6mm")
13
Cutting Comparison Productivity I: Optimizing the Investment

14
4.4kW 5.2kW 2.2kW 3.0kW Electrical Power & Wear and Tear as little as possible

15
v in m/s t in s 1 s 30m/s 17m/s Acceleration is more important than maximum speed! Workpiece time: Speed vs. Dynamic

16
v in m/s t in s 1 s 30m/s 17m/s Axis speed (m/min.) 10 120 200 Start 10 20 30 t [s] StartEnd
![v in m/s t in s 1 s 30m/s 17m/s Axis speed (m/min.) Start t [s] StartEnd](http://images.slideplayer.com/15/4665764/slides/slide_16.jpg "v in m/s t in s 1 s 30m/s 17m/s Axis speed (m/min.) Start t [s] StartEnd")
17
v in m/s t in s 1 s 30m/s 17m/s Axis speed (m/min.) 10 120 200 Start 10 20 30 t [s] StartEnd
![v in m/s t in s 1 s 30m/s 17m/s Axis speed (m/min.) Start t [s] StartEnd](http://images.slideplayer.com/15/4665764/slides/slide_17.jpg "v in m/s t in s 1 s 30m/s 17m/s Axis speed (m/min.) Start t [s] StartEnd")
18
Machine Metal Sheet Spindle „Y“ High Acceleration with DHM High acceleration Direct Helical Motor (DHM) Without external cooling With impulse decoupling With direct measuring Spindle „X“ www.laserdeal.com Cutting wagon
 Without external cooling With impulse decoupling With direct measuring Spindle „X Cutting wagon")
19
Mirror Laser beam Divergent light: Beam quality changes Process quality: Beam conditioning & ARC

20
Thick metal & high-power Laser: Same Diameter (X2) optimal Laser Cut Process quality: Beam Conditioning & ARC
 optimal Laser Cut Process quality: Beam Conditioning & ARC")
21
Laser beam - 25mm 22mm 20mm 18mm 16mm Results ARC, example on steel 20 mm Optimal beam: Diameter 21 mm Differences influence cut quality ARC: best quality,all materials and thickness www.laserdeal.com

22
- overlaps the moving running time -considers the cutting direction -reduces positioning time -protects the machine Bow positioning: Component time II: Cutting technologies and piercing

23
constant laser performance defined piercing time Oil fog and blow away of scraps Large penetration hole Material heats up Component time II: Cutting technologies and piercing conventional piercing in metal > 8mm

24
CPP: Controlled Pulsed Piercing Controlled Pulsed Piercing Cuts directly after piercing Reduces the size of the initial hole Reduces scraps Reduces heat affected areas Time and process optimized piercing (Automation) Component time II: Cutting technologies and piercing
 Component time II: Cutting technologies and piercing")
25
Total Piercing Time = 2s Piercing (Oil fog 0.3s / Piercing 0.6s / Vertical Blowing 0.9s/ Lifting & Lowering 0.2s) Diameter of the initial hole = 4mm Total Piercing Time = 1s Diameter of the initial hole = 1mm Piercing with CPP (Controlled Pulsed Piercing): Component time II: Cutting technologies and piercing
 Diameter of the initial hole = 4mm Total Piercing Time = 1s Diameter of the initial hole = 1mm Piercing with CPP (Controlled Pulsed Piercing): Component time II: Cutting technologies and piercing")
26
Metal sheet Lens Nozzle 8mm 0.6-2mm Mirror CutControl 1. Step: 2. Step:

27
less head improved cutting quality „LeadIn“ reduces piece time up to 35 % LeadIn: ① Reduced Positioned Drive ② Piercing, „LeadIn“-Drive ③ Cutting Parameters Component time II: Cutting technologies and piercing

28
Steel, 6mm: “Standard” :70s LeadIn :50s Time Advantage = 30% Steel, 8mm: “Standard”: 109s LeadIn :76s Time Advantage = 30% LeadIn:

29
Well-tuned combination of leading technologies: Machine CNC Drive technology & Servo Laser steering Programm Software 600 holes/min. (punching holes?) Steel: 1mm Diameter: 2mm Distance: 3mm Highly Dynamic & „smooth“
 Steel: 1mm Diameter: 2mm Distance: 3mm Highly Dynamic & „smooth .")
30
Steel: 1mm Metal: 1 mm Highly Dynamic and „smooth“ Well-tuned combination of leading technologies: Machine, CNC, Drive Technology including Power Electronic, Laser steering, Programm Software Cutting of 330 holes / min. (Punch Application?) Piece Time III: Knowing the Technologies
 Piece Time III: Knowing the Technologies.")
31
Quality Price Processing time Financing/Depreciation Company/Fixed Costs/Personnel Profit Material/Variable Costs Optimal System: Order per component time

32
Sheet on cutting table Bridge Laser n Stationary Laser n Constantly moving mass n Workpiece (large) steady n No clamping n Continuous cutting n Less floor space Flying Optics
 steady n No clamping n Continuous cutting n Less floor space Flying Optics")
33
Lens Nozzle Process Gas: O 2, N 2, Ar,... Workpiece Laser beam Laser Cutting www.laserdeal.com

34
Cutting small and oversize parts - no pratical parts limitation Efficient machine space utilisationConsistent cutting quality over the entire working area Working area - vertical cutting Y - axis, transver up to 5 meter in width X - axis, longitudinal pratical no limitation in length Z - axis, movement in height 260 mm Working area - vertical / bevel cutting - axis, transversal up to 4.5 meter C - axis 360 ° infinity rotating A - axis + / - 45 °

35
Material flow Visualization + manual control of –exchange table –sheet loader –ByTrans –tube loader PLC - Handling

36
n Automatic sheet supply n Automatic restoring of cut parts parts n Visualization and manual control of –Sheet extraction –Sheet restoring –Restoring of cut sheets n Communication ByStore PLC - Store

37
FMS requires n Good laser and beam delivery n Fast and dynamic machine and CNC n Efficient material handling n Process oriented programming software Flexible - Manufacturing - System www.laserdeal.com

41
78,7% 15,1% 1,3% 1,5% 3,4% 79,4% 15,2% 1,3% 0,6% 3,4% Plate thickness 3 mmPlate thickness 12 mm Machine costs and overhead Laser gas Labor costsCutting gas Electricity Bild 1

42
Machine costs and overheadLaser gas Labour costs Cutting gas Electricity 75,3% 14,5% 1,2% 5,8% 3,3% 71,6% 13,7% 1,1% 10,4% 3,1% Plate thickness 3 mmPlate thickness 6 mm Bild 2

43
0 0,5 1 1,5 2 2,5 0246810 O 2 2.5 O 2 3.5 Plate thick- ness mm Cutting costs [€/m] www.laserdeal.com
![0 0,5 1 1,5 2 2, O O Plate thick- ness mm Cutting costs [€/m]](http://images.slideplayer.com/15/4665764/slides/slide_43.jpg "0 0,5 1 1,5 2 2, O O Plate thick- ness mm Cutting costs [€/m]")
44
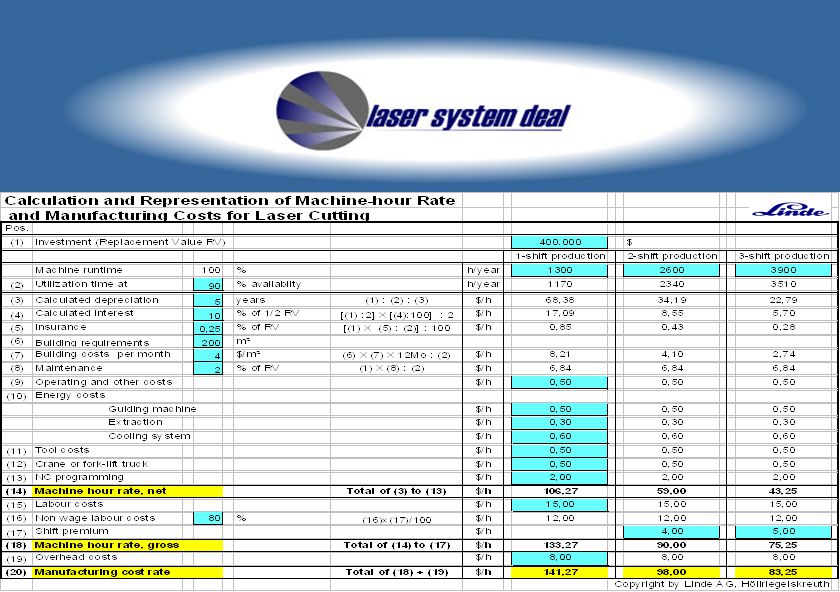
Cost accounting LASER-Cutting System Investment E 600.000,- from RV1 shift2 shifts3 shifts Machine hourly net rate 152,8584,0061,07 Manufacturing costs rate 187,85123,00101,07 Investment E 400.000,- from RV 1 shift2 shifts3 shifts Machine hourly net rate 106,2759,0143,25 Manufacturing costs rate 141,2798,0183,25 Investment E 200.000,- from RV 1 shift2 shifts3 shifts Machine hourly net rate 59,7033,3925,45 Manufacturing costs rate 94,7072,9965,45 Investment E 100.000,- from RV 1 shift2 shifts3 shifts Machine hourly net rate 36,3921,5116,54 Manufacturing costs rate 71,3960,5156,54

45
Uncomplicated start in a new technology or reasonable production extension Arguments pro: lower manufacturing costs (see example cost accounting) lower initial investment cost effectiveness even in one production shift output peaks can be worked off in-house, thus no need for outsourcing, no logistic delivery problems installation of a more effective system for rise in output for meeting new material processing requirements comprehensive service from one source, servicing machines of several manufacturers. We are your partner for service, modernization and resale!

46
Arguments con: higher energy costs for older lasers and machines and higher maintenance costs no guarantees like with new systems parameters differ from initial performance machines are not state-of-the-art But, Laser System Deal offers, if desired, machine overhaul and maintenance, and also production warranty for 2000 hrs. or 6 months!

47
We do everything necessary to make your cutting system reliable. Have confidence in us, a business partner whose Service Technicians have installed more than 150 machines! We can improve your laser processing results by: replacing mechanical parts and optice reworking of all the NC-axes cleaning and painting running acceptance tests You will produce higher quality after the Laser System Deal service!

48
Qualification brings efficiency, efficiency brings profit Why training? economic, laser specific PC-programming saving on material and cutting time application optimization maintenance and problem finding by your own personnel the operator masters the machine after being trained by us Your operator identifies himself with the job and works on his own! www.laserdeal.com

49
Conclusions n Laser technology has matured and shows continuous rapid growth n Proven tool for modern industrial sheet metal fabrication n Precision and quality n Beneficial side-effects reduce costs Laser technology for higher profit

50
Thank you for your interest! Contact: Laser System Deal, www.laserdeal.com www.laserdeal.com E-mail: h.d.ruebcke@web.de Postal address: Bgm. Schallenkammer Weg 7, D-82402 Seeshaupt, Germany

Similar presentations
>")









 647-3167 Fax: (660) 647-5580 www.4mmc.com.>")


 Machines are automated machines, which uses programs to automatically execute a series of machining operations.>")





