Download presentation
Presentation is loading. Please wait.

1
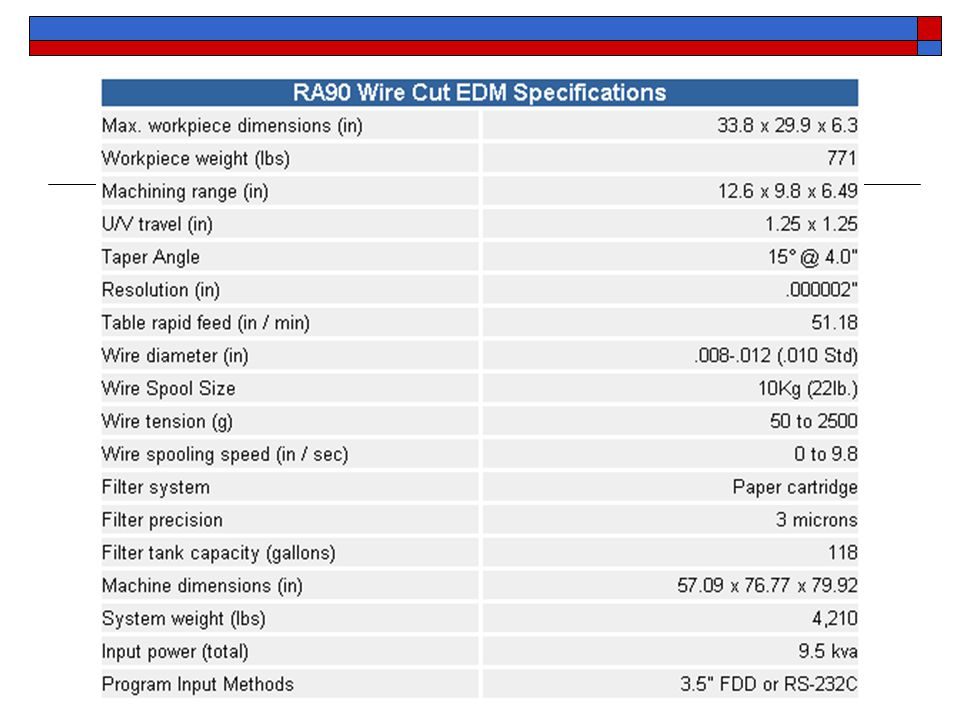
Mitsubishi RA90 4 axis Wire EDM
4/15/2017 Mitsubishi RA90 4 axis Wire EDM Machine Tool Technology Lake Area Technical Institute Some pictures copied from Mitsubishi Mits EDM Intro.ppt

2
Outline RA90 Overview -Slide 3 Control Buttons and Lights
Jogging the machine Rethreading the wire -Slide 37 Mounting Workpieces Pickups Nozzles Flow of Machining Operations Power Settings Mitsubishi-Epacks

5
Control Panel

10
The 4 different axes X is the left to right Y is front to back U is to X and moves on top left to right V is to Y and moves on top front to back What we program will be 2 axis programs. -We will use the taper function, which utilizes all 4 axes, but 4-axis programming is VERY difficult.

11
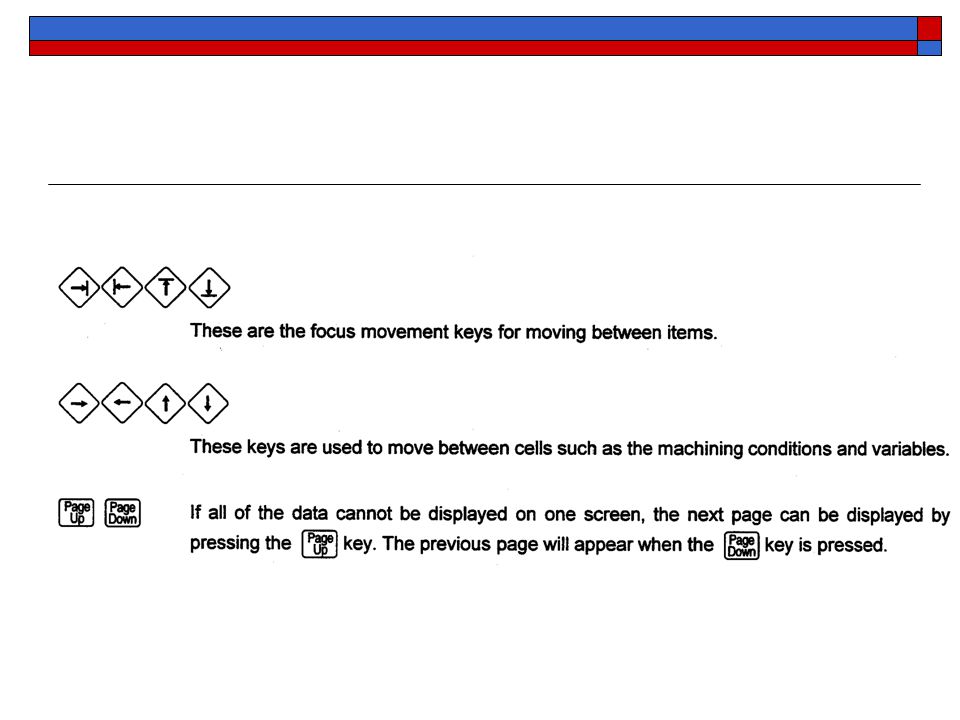
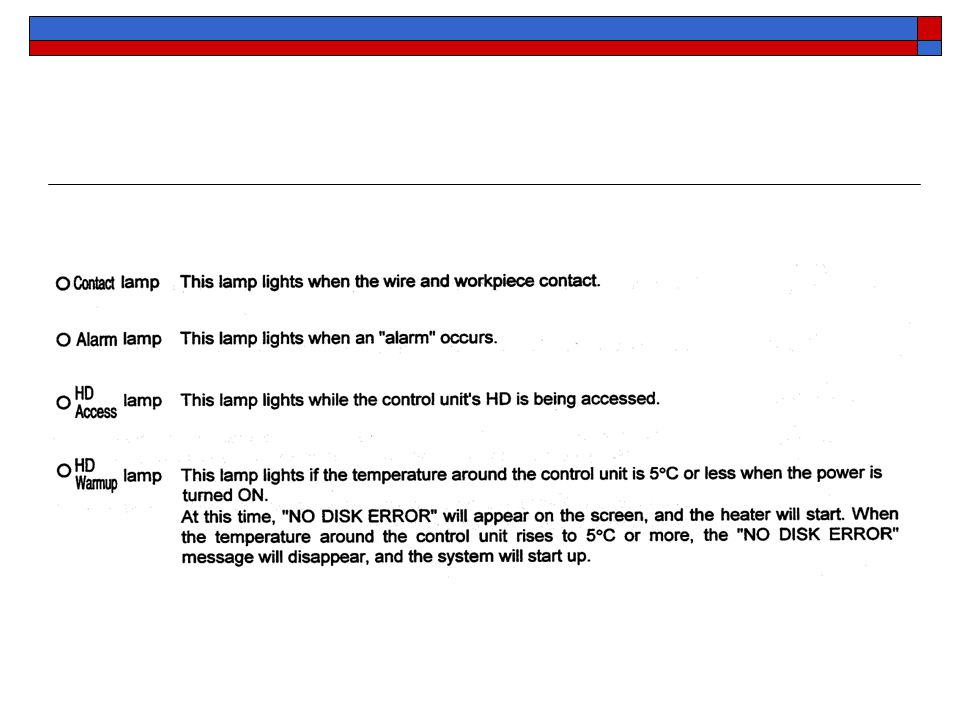
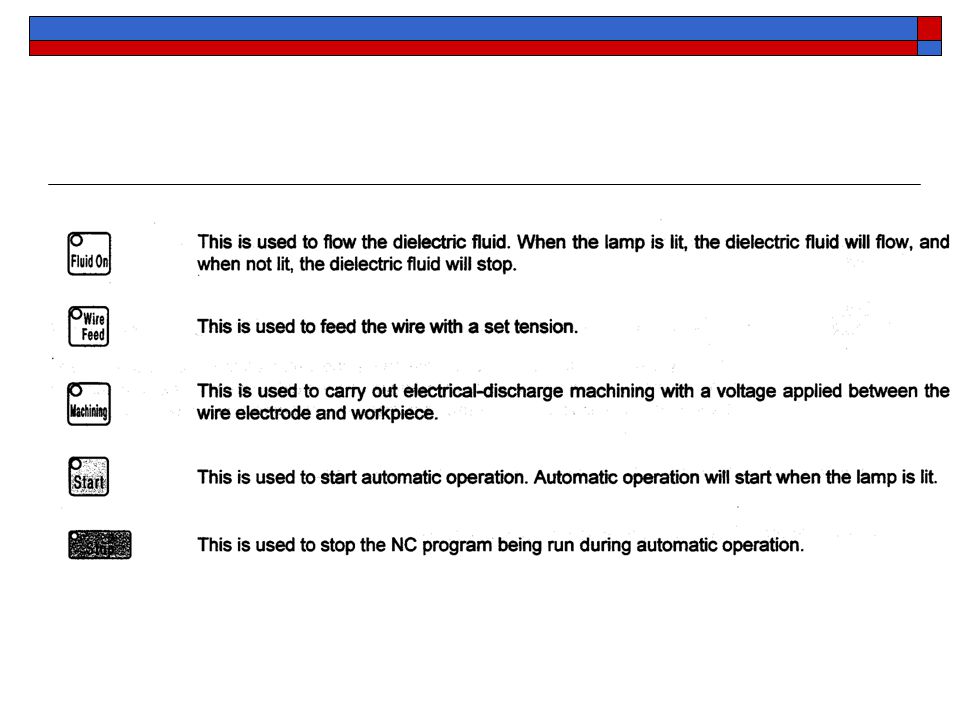
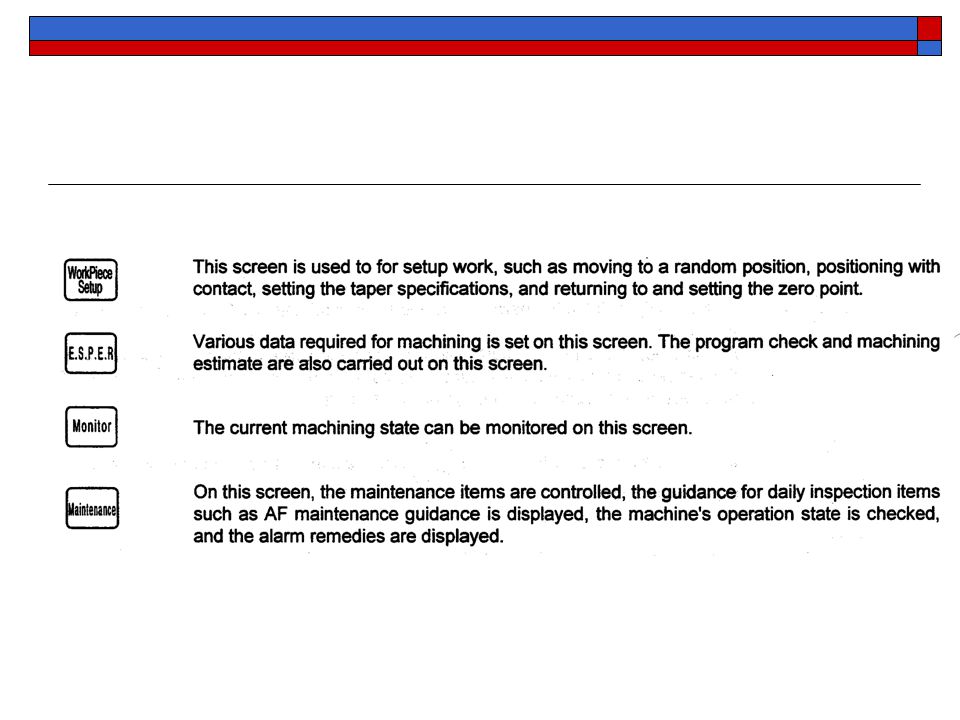
Control Buttons and Lights Pg 1

17
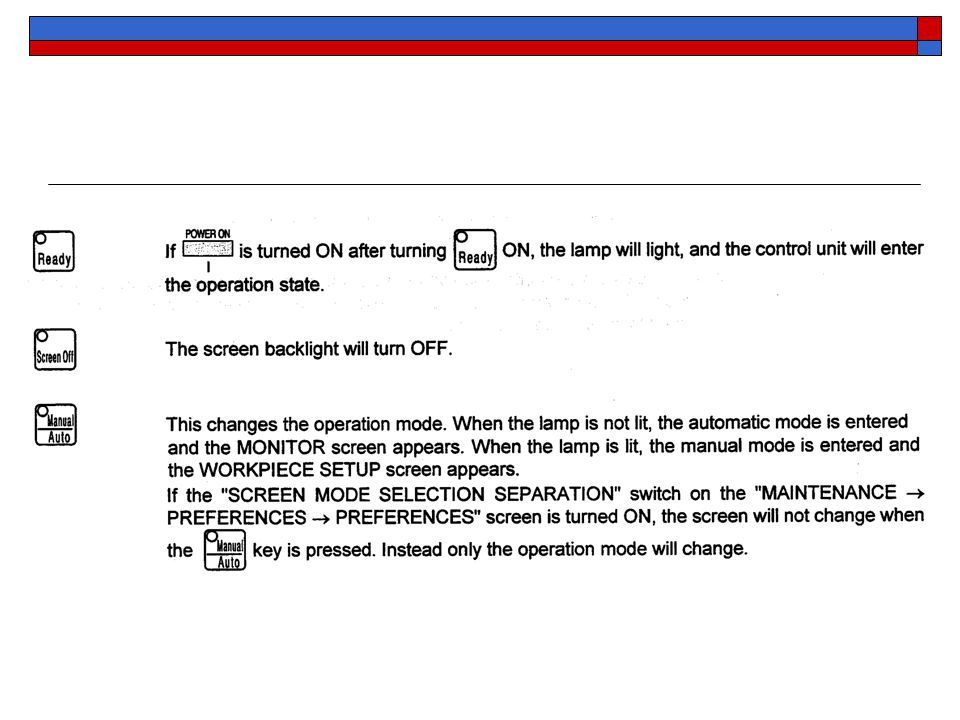
Start up Press the Screen on/off button
To turn the screen back on Release the emergency stop button The computer is ready to be used now To jog the machine you must press the Ready button. Press the “Ready” button The Deionization system will start You will be able to jog the machine or start a cut.

18
2nd 1st 3rd

19
Shutdown Press the Emergency Stop button
Clean the water and debris off Turn off the light Close the front cover Turn off the screen with the screen on/off button Screen Off

20
Start up from Complete Shutdown
Press POWER ON (green button located on top of the screen) NOTE: do not need to do the following ZERO POINT RETURN located on the work piece setup page Press READY button located on top right hand side of the control panel Move to LEFT REAR corner using the hand held pendant (can adjust the speed by pressing one of the 4 speed keys) Work piece setup Select all axis (when finished at the top right of the screen it will display MOVE FN = move finished)
 NOTE: do not need to do the following. ZERO POINT RETURN. located on the work piece setup page. Press READY button located on top right hand side of the control panel. Move to LEFT REAR corner using the hand held pendant (can adjust the speed by pressing one of the 4 speed keys) Work piece setup. Select all axis (when finished at the top right of the screen it will display MOVE FN = move finished)")
21
Workpiece Setup Screen

22
Jogging the machine On the Handheld pendant Press the Hand button
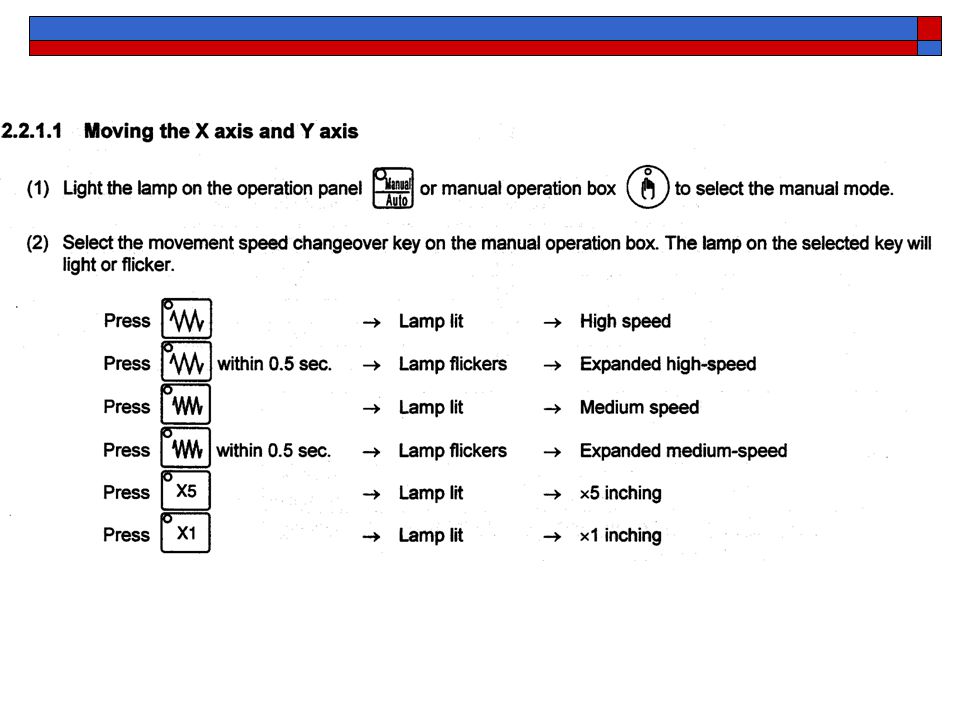
The speed of movement is selected at the top of the pendant. Rapid, Medium, , Press and hold one of the 4 bottom buttons -X, +Y, -Y, +X

23
Hand Held Pendant

24
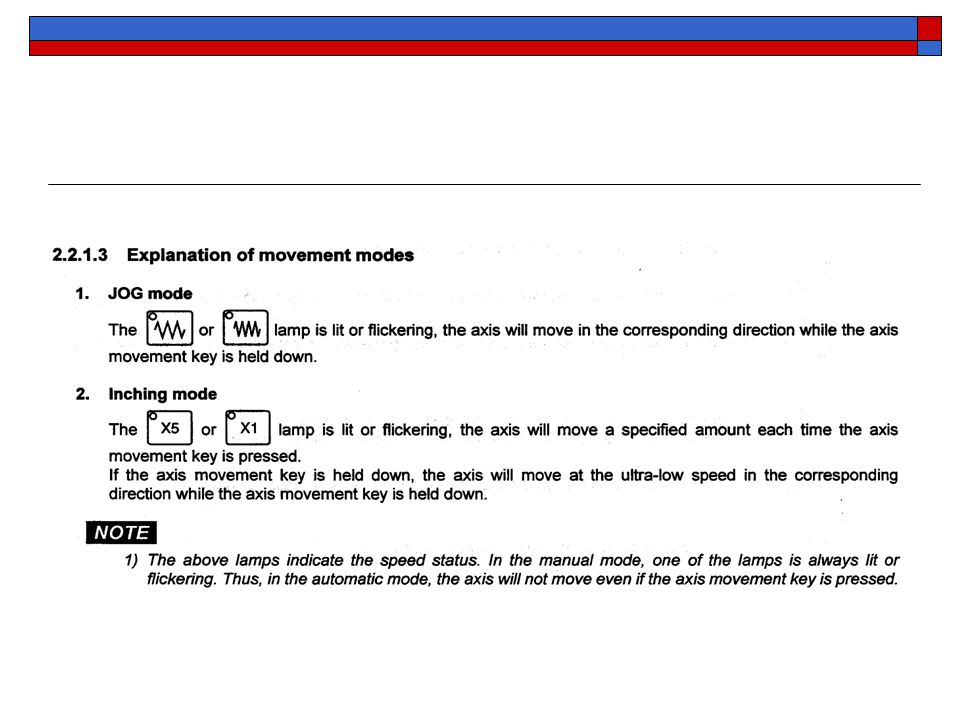
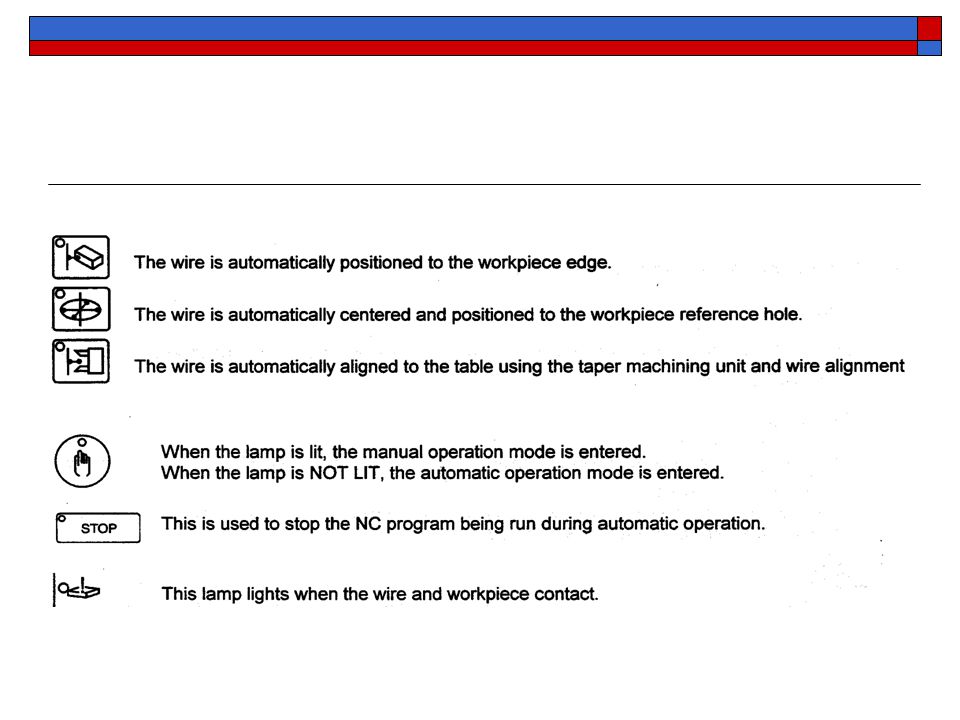
0.0005 Medium Rapid 0.0001 Edge Find Wire Align Center Find Manual Wire Contact Do Not Use Yet Jogs the U or V axes

27
Jog Speeds

28
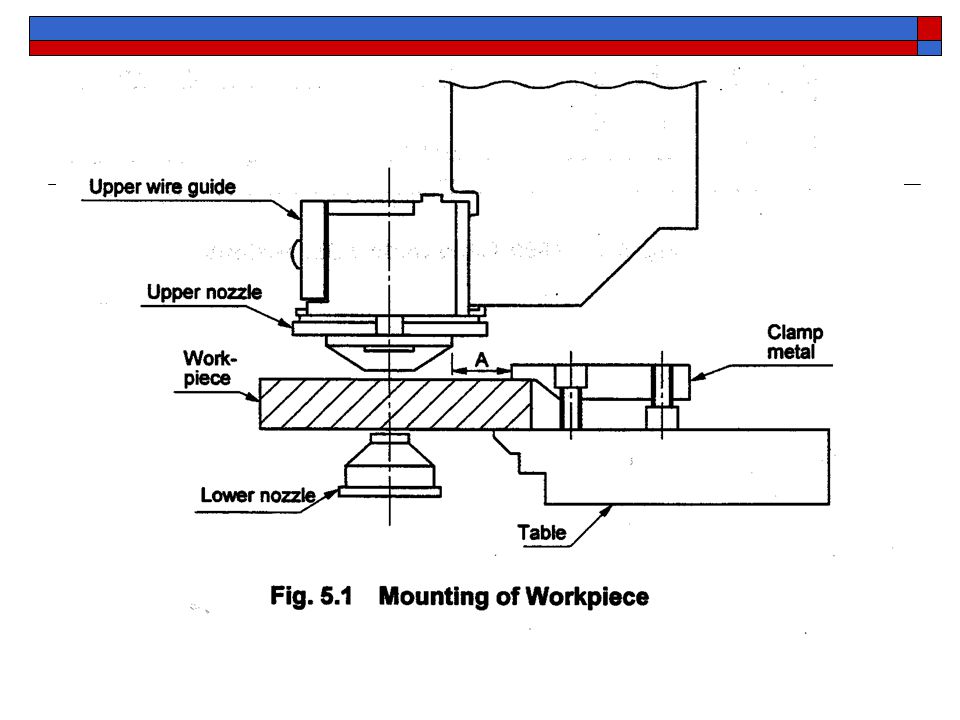
Mounting Workpieces The Bed of the RA90 is Soft Stainless steel
Don’t drop parts, etc. on it! Threads do Not go through So the screws do not hit the bottom flush cup Use paper towels to clean it Not shop rags Incase there are metal chips in the rags Lay workpiece on edge and tilt down Place a penny under the heel block

30
Misc. Notes Keep clamps etc. low profile
So they do Not hit the upper guide etc. You do not have to clamp them as good as on a milling machine. The EDM does not apply any pressure to the workpiece. Use stainless steel capscrews and fixturing when possible

31
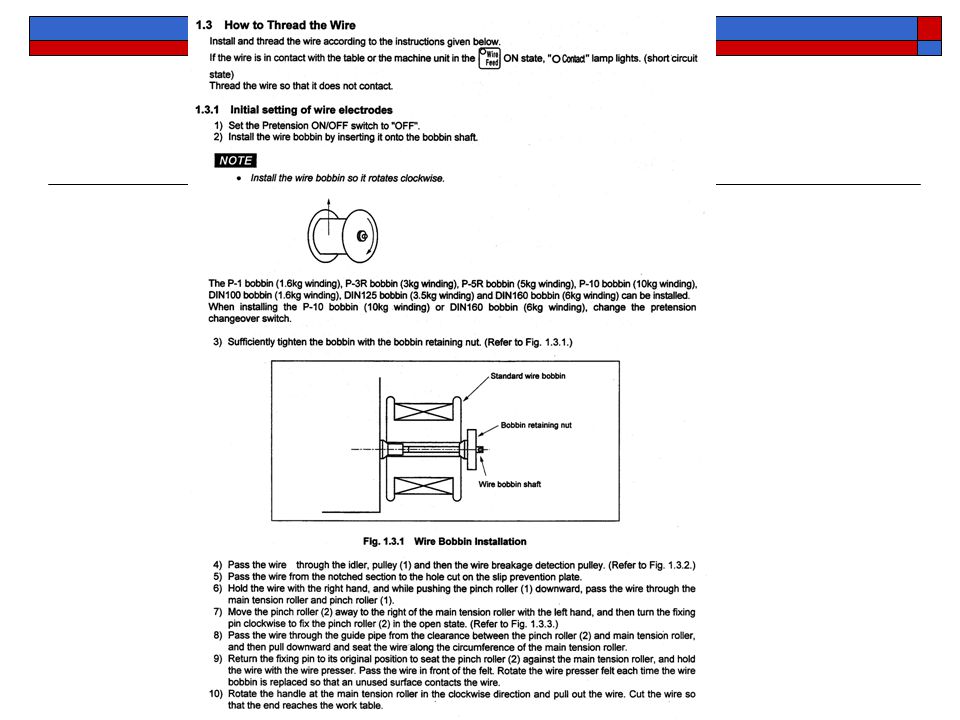
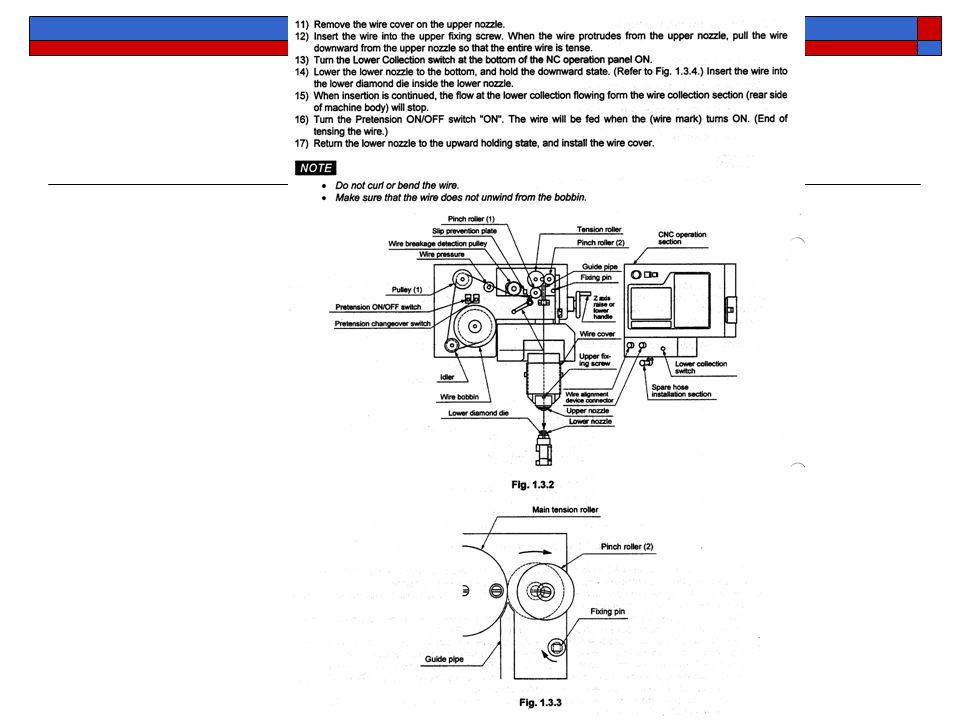
Rethreading Gently pull the wire through the top wire guide. Above the top wire guide, there is a wheel with a handle on it, USE IT to bring out more wire approximately 2.5 feet. Then there are 2 ways of turning on the WIRE COLLECT. Flip the toggle switch up, located at the lower part of the control panel. And it will start. You should hear the vacuum sound start. Press the S10 key NEXT and the wire collect will appear the S7 key. The “S” keys are located at the bottom of the screen.

35
Pickups Work-piece pickups

37
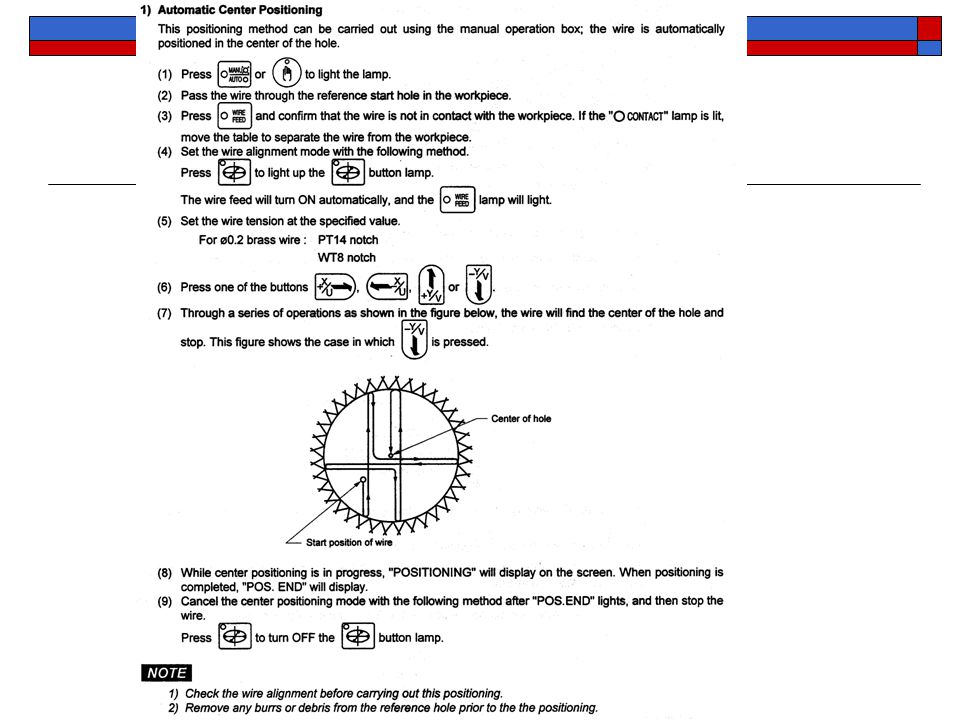
Pickup Center of Hole Select the Center button on the pendant
Press one of the directional axis jog buttons This determines where to start the touch-off

39
Corner Pick-up Select the Corner-p button on the pendant
Set the following Start Dist X ______ Y ______ Machine St. Pt. X ______ Measure times _1_ Stp. IN

40
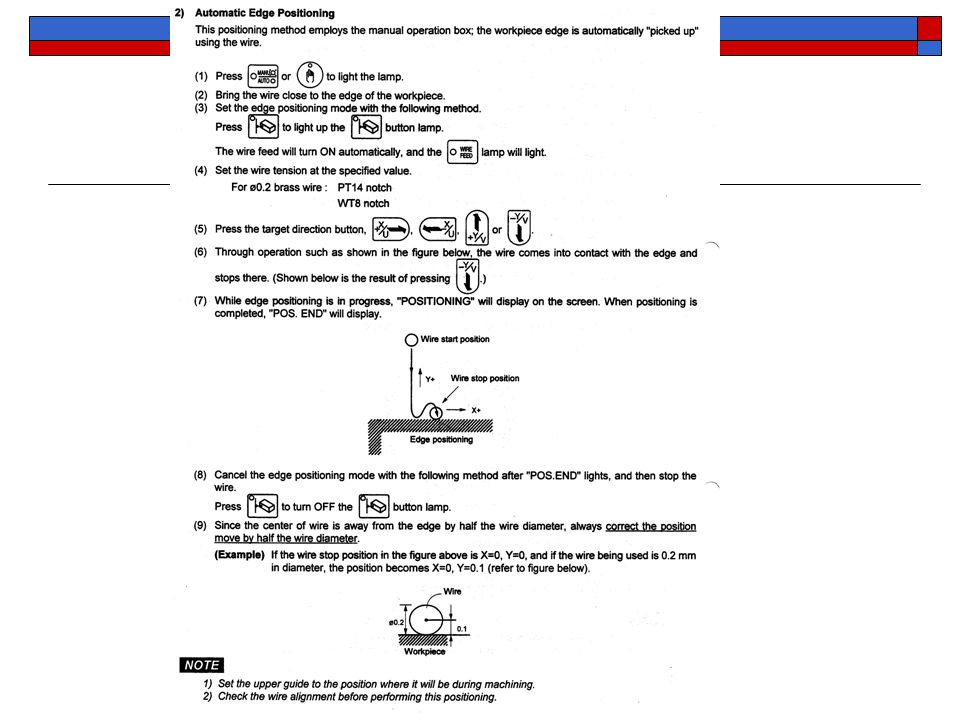
Edge Pickup Used to find one edge’s location.

42
Water level Gauge Water Level Low Correct Water Level Water Overfull

43
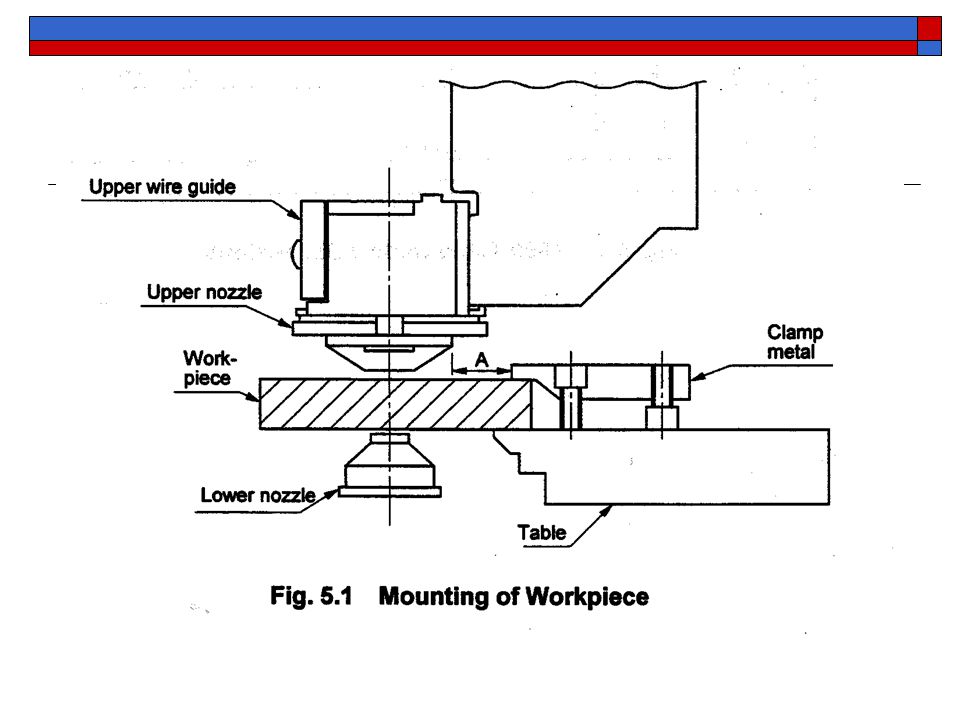
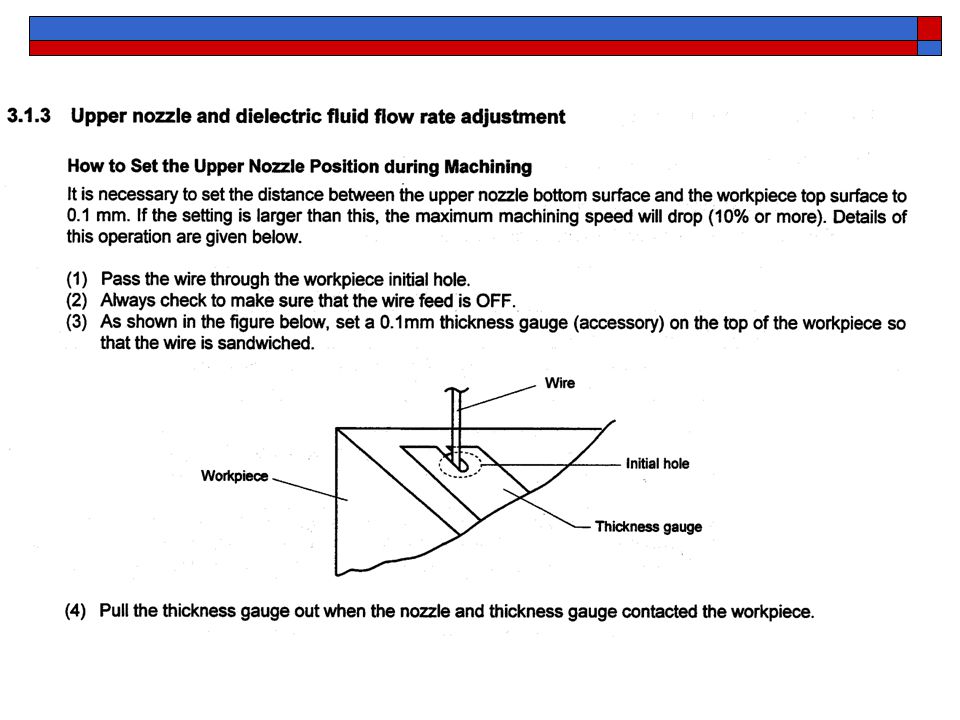
Nozzle Positioning Upper water nozzle should be away from the top of the workpiece.

46
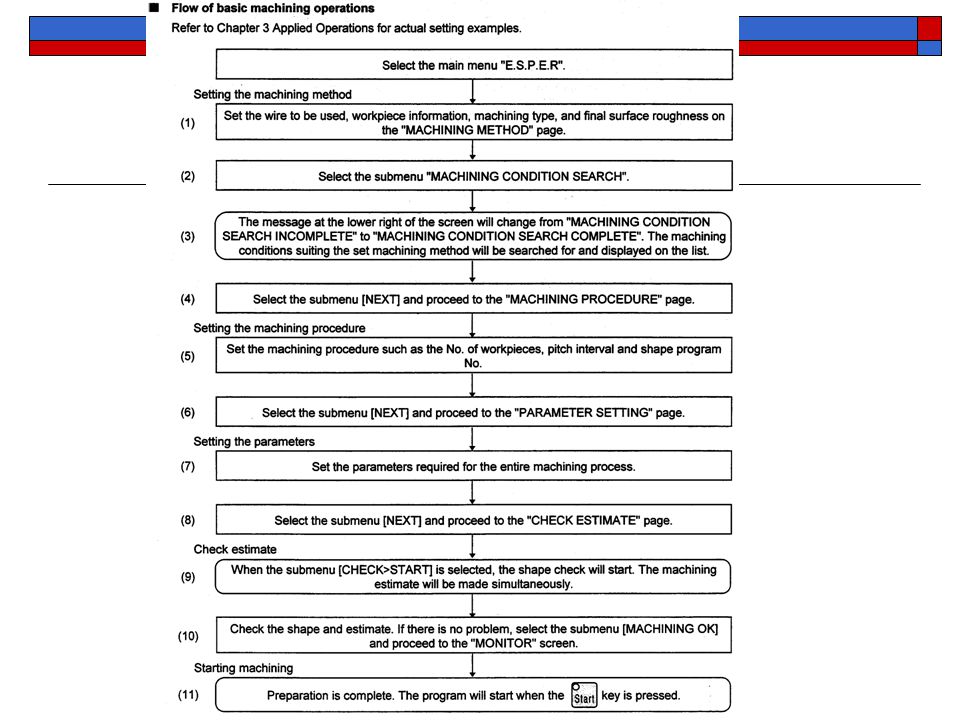
Flow of Operations to Run a program

48
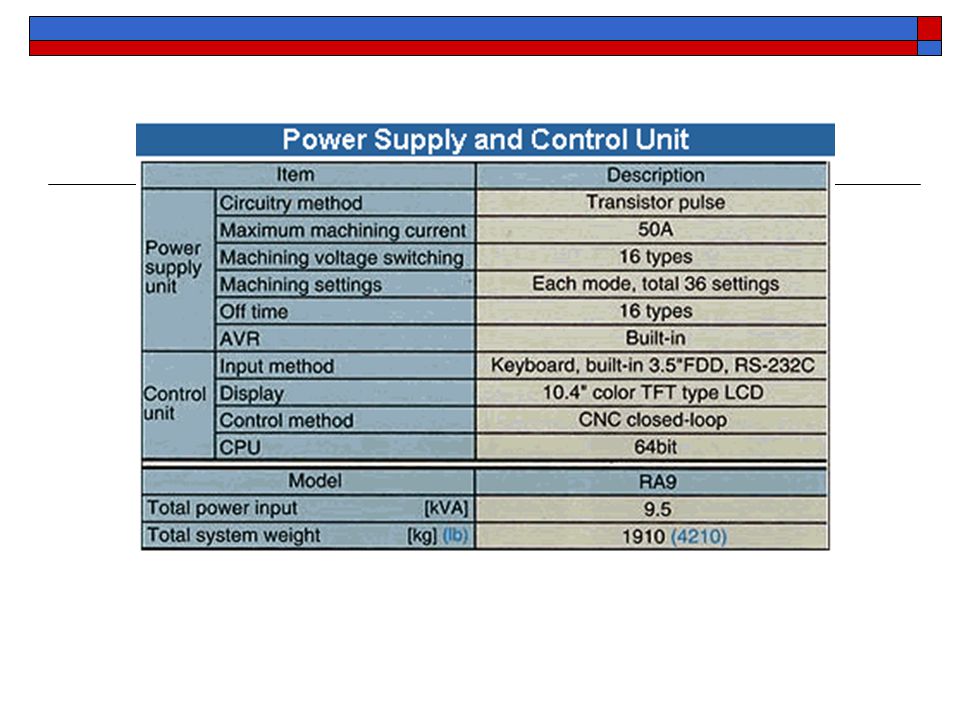
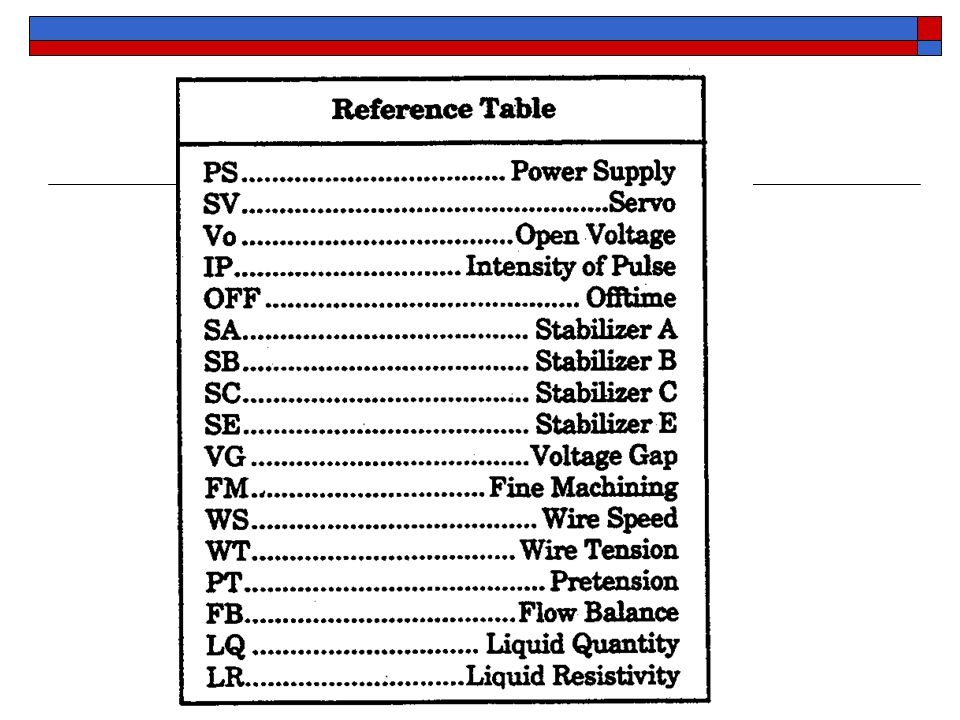
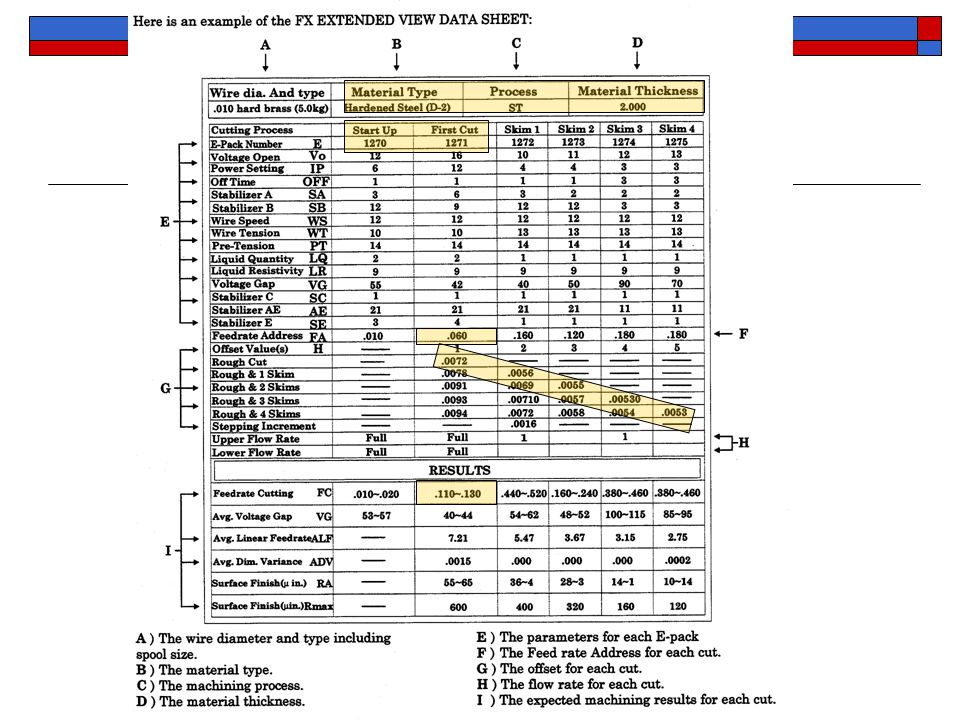
Power Settings Mitsubishi-Epacks
The “IP” is the parameter we change. -We reduce the “IP” if Wire keeps breaking

51
4/15/2017 Mits EDM Intro.ppt

52
4/15/2017 Mits EDM Intro.ppt

53
We change the “Epack” From roughing/ finishing We reduce the “IP” if Wire keeps breaking

55
That’s IT! Any Questions?

Similar presentations


















 PROCEDURE FOR FLAT HEAT PRESS OPERATION PROCEDURE FOR MULTI FUNCTION HEAT PRESS MACHINE.>")



