Download presentation
Presentation is loading. Please wait.

1
Finishing Problems and Possible Solutions Chapter 10

2
Chapter Topics Excessive or insufficient bleeding Slow setting Surface crusting Blistering Delamination Fast setting Erratic setting Sticky concrete

3
Chapter Topics Rained-on surfaces Random cracking Craze cracking Discoloration Dusting Curling Scaling

5
Excessive or Insufficient Bleed Water Because waiting for bleed water evaporation increases the time needed to finish a slab, it’s usually best to avoid excessive bleeding and waiting time. Insufficient bleeding can also be a problem leading to plastic shrinkage cracking and surface crusting.

6
Factors that Affect the Amount of Bleeding Slump—High-slump concrete will bleed more than low-slump concrete if the slump is caused by excess water and not by admixtures. Air entrainment—Non-air-entrained concrete will bleed more than air-entrained concrete. Aggregate gradation—Concrete made with gap-graded aggregate or coarse sand with not much material finer than a No. 50 sieve will bleed more than concrete made with sand that has more fine material. Amount of cementitious material in the concrete— Concretes with low cementitious material contents bleed more.

7
Slow Setting Increases the window of finishability, but this can have several disadvantages. One of the most important disadvantages is the increased risk that an unset open surface could be damaged by rain. Similarly, plastic shrinkage cracking is more likely, and the surface may crust over when the site is windy and temperatures are high. In thick sections, slow setting allows fresh concrete to settle longer, and if reinforcing bars are in the slab, humps or cracks may appear over the reinforcing bars (subsidence cracking).
..")
9
Surface Crusting Crusting is indicated by the absence of bleed water sheen on a stiff concrete surface while the underlying concrete is still soft, like jelly. Finishers sometimes assume crusting signals that the underlying concrete is firm enough to support finishing, but when they try to finish the crusted surface with a power trowel, the soft underlying concrete may bulge beneath the trowel, creating a wavy or cracked surface. If finishers wait for the underlying concrete to stiffen, the top surface is usually too hard to float and trowel to an acceptably flat surface.

10
Minimize Surface Crusting Keep the temperature difference between subgrade and concrete temperatures at no more than 20°F. Using a fog spray to increase the relative humidity around the slab. The cooling effect of water evaporation helps minimize surface drying. Spraying an evaporation retarder on the concrete to help minimize surface drying while finishers wait before starting to float and trowel. Covering the concrete with plastic or burlap between finishing operations.

11
Blistering Are water-filled or air-filled bumps on the concrete surface that separate the concrete surface from the underlying concrete as the concrete is being troweled. Range in diameter from 1/4 to 1 in. or more, with the skin of the bump being about 1/8 in. thick. Large blisters can often be seen by the finisher during troweling, but under poor lighting conditions, smaller blisters may not be discovered until they break after the concrete has hardened. Blisters are caused by bleed water or air bubbles trapped under a dense, troweled surface. If the water or air can escape before the concrete surface is sealed by troweling, blistering is less likely. Slow setting and crusting behavior, however, make it difficult to determine the best time at which concrete can be troweled and straightedged to achieve the specified flatness and levelness.

13
Minimize Blistering Vibrate the concrete enough to release entrapped air, but not enough to bring a thick layer of mortar to the surface. Don’t use air-entrained concrete for slabs that will be hard troweled. Avoid “sticky” concrete mixtures that are the result of entrained air, high fines content in the cement or fly ash, or too much material in the sand passing the No. 30, 50, or 100 sieves. These concretes bleed more slowly, increasing the likelihood of blistering. Delay troweling as long as possible, and always keep float blades flat to keep the surface open. Delay troweling as long as possible when the subgrade is cold, the slab is thick, and the concrete is likely to set from the top down. Be especially careful when concrete is placed directly on a vapor retarder. All of the bleed water has to escape through the top concrete surface, so the bleeding period may take more time and delay troweling.

14
Delamination Similar to blisters because they too are a separation between the surface and the underlying concrete, but are much larger and can be much deeper. Depth can range from 1/8 to 2 in. or more. Caused by bleed water or air bubbles trapped under a dense, troweled surface. When delaminations form in floors, thin layers of the surface may break away from the base concrete, or the delaminations may be detected only by a hollow sound when the surface is tapped with a hammer or when a chain is dragged over the surface.

16
Minimize Delaminations Don’t use air-entrained concrete for slabs that will be hard troweled. Delay troweling as long as possible, and keep float blades as flat as possible to keep the surface open. Delay troweling as long as possible when the subgrade is cold, fly ash is used in the concrete, or the slab is thick. Be especially careful when concrete is placed directly on a vapor retarder. All of the bleed water has to escape through the top concrete surface, so the bleeding period will take more time and troweling must be delayed.

17
Fast Setting Often refer to fast-setting concretes as “hot loads.” Although the combined effects of high concrete and air temperatures and delayed concrete discharge can cause fast setting, it can also be caused by the materials used in the concrete. Prevention is easier than fixing problems with fast- setting concretes. Avoid placing concrete that may set too fast if there are any clues that it is likely to happen.

18
Erratic Setting Some truckloads of concrete set more slowly than the others, causing localized soft spots in the placement that can cause finishing problems. An accidental overdose of water reducing admixture or retarder can cause slower setting, as can loads that are wetter than the rest (higher slump). When this happens, finishers must usually work around the slower setting areas to make sure they don’t seal the surface before the concrete has finished bleeding. This is likely to result in decreased floor flatness (lower F-numbers), but it is preferable to dealing with possible delamination or blistering of the surface.
. When this happens, finishers must usually work around the slower setting areas to make sure they don’t seal the surface before the concrete has finished bleeding. This is likely to result in decreased floor flatness (lower F-numbers), but it is preferable to dealing with possible delamination or blistering of the surface..")
19
Sticky Concrete Concrete that is overly cohesive is more difficult to finish. The surface of sticky mixtures is more likely to tear during finishing, especially when wood floats are used. Stickiness can be caused by entrained air, high cement contents, or over-sanded mixtures and may lead to crusting, blistering, or delamination. To adjust sticky concrete that crusts, eliminate entrained air unless it’s needed for durability, reduce the amount of sand by 100 to 200 lb/yd3, and ensure proper vibration. Insufficient vibration of sticky mixtures doesn’t adequately release entrapped air, and over-vibration brings excessive fines to the surface. Either result invites crusting or blistering.

20
Rained-On Surfaces Prepare to take act if rain is possible Rolls of plastic sheathing to protect fresh concrete Don’t finish rain water into the concrete Remove excess water with squeegee after rain stops before finishing resumes

21
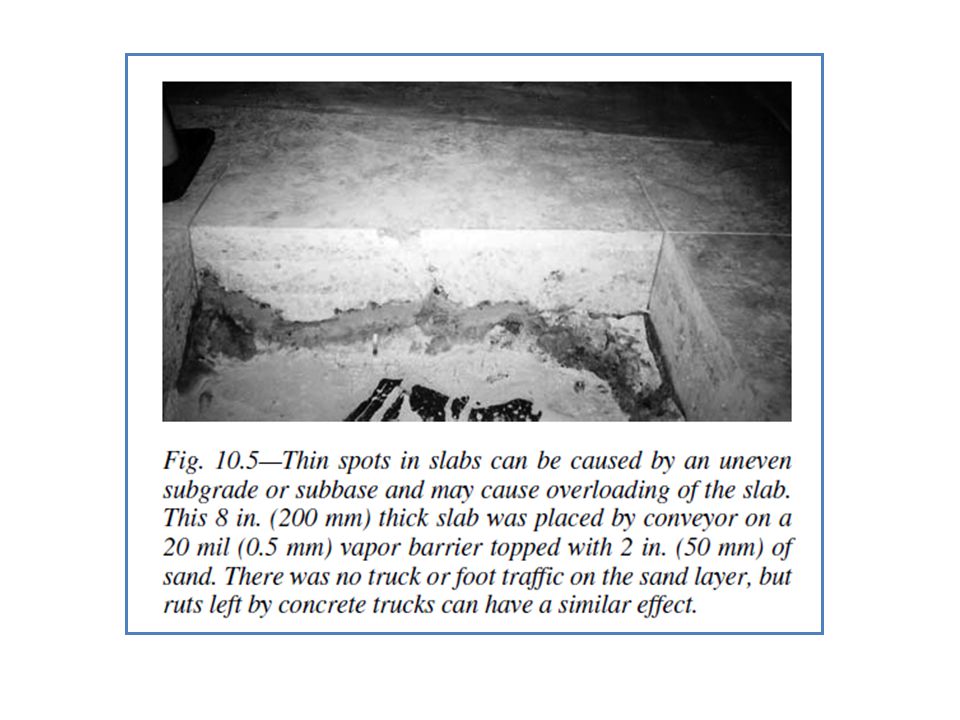
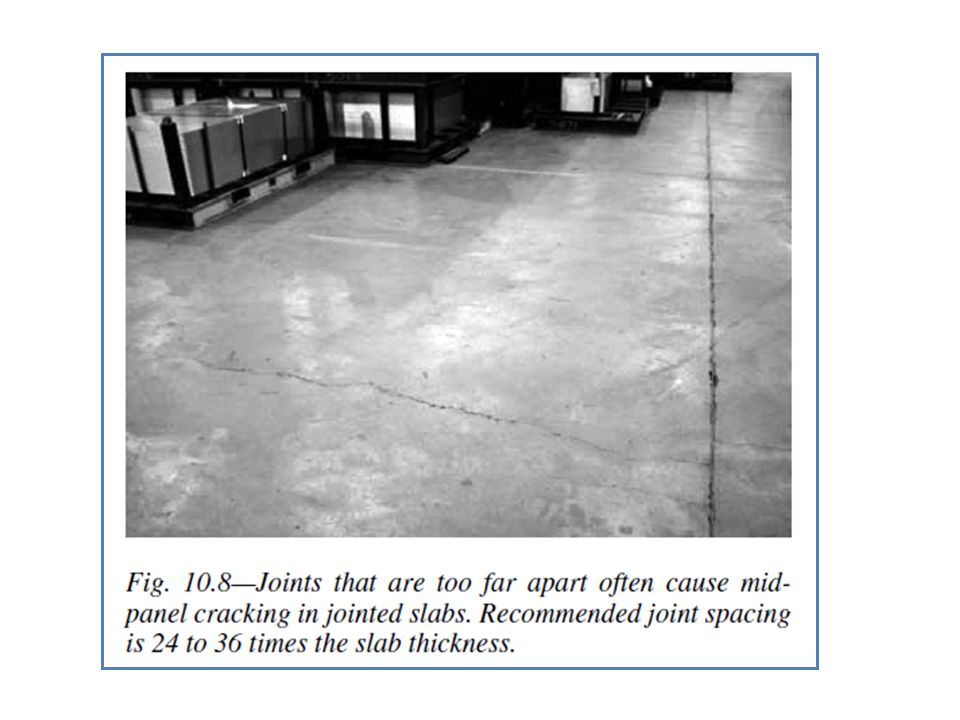
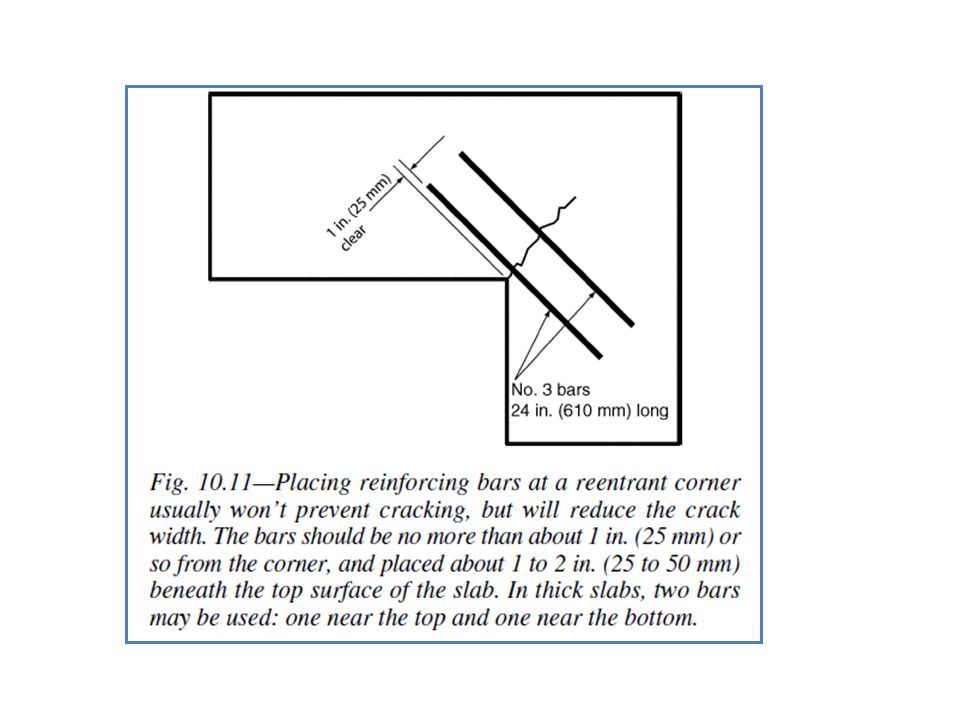
Causes of Random Cracking Placing slabs on a rutted or uneven base that restrains movement and results in thin spots in the slab. Sawing contraction joints that aren’t deep enough. Sawing contraction joints too late. Overloading the slab with heavy equipment before it has gained enough strength. Spacing contraction joints too far apart. Reentrant corners in the slab.

29
Craze Cracking Shallow hairline cracks that occur mostly on troweled surfaces. Barely visible, except during drying of hardened concrete after the surface has been wet. Caused by the cement paste at the surface drying and shrinking faster than the underlying concrete. Finishers can take some steps to minimize craze cracking, but on hard-troweled floors it may be difficult to prevent them because the repeated troweling passes bring more paste to the surface.

31
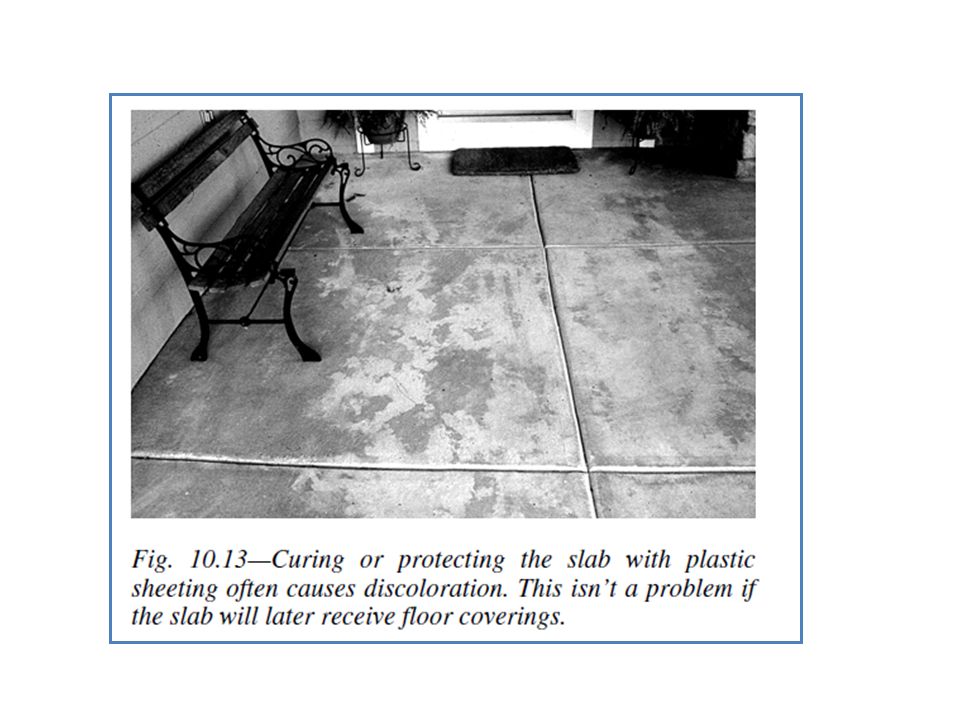
Discoloration Differences in color of adjacent placements made on different days, even with the same concrete materials and proportions. Differences in hot and cold weather concretes, when floors are being placed in the spring or fall when temperatures vary from day to day. Changes in portland cement, fly ash, or slag cement sources or the use of calcium chloride as an admixture. Differences between areas finished by hand because of numerous penetrations that don’t permit machine finishing and areas that are machine finished. Repeated machine troweling passes that burn the surface to varying degrees Differences in curing methods. Concrete cured with plastic sheeting often looks mottled (dark and light areas).
..")
33
Dusting Development of a soft, powdery material that can be easily rubbed off the surface of hardened concrete. The most common cause is carbon dioxide in the air interfering with cement hydration during the first 24 hours after placement. A high carbon dioxide level in the air may be caused by using unvented heaters and gasoline powered equipment in an enclosed area when the concrete is placed during cold weather.

35
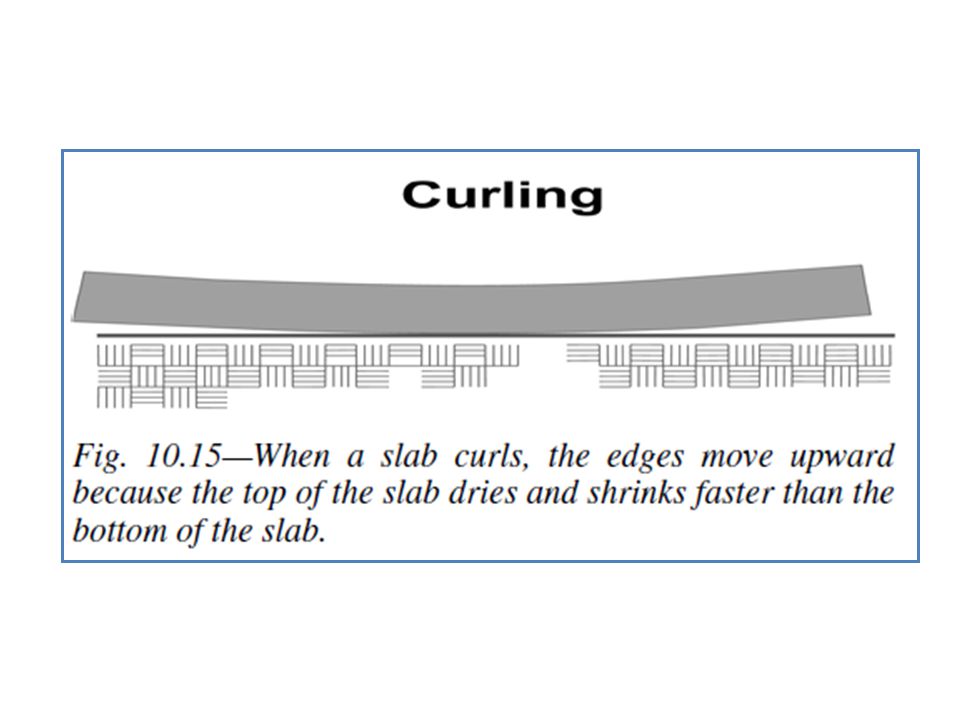
Curling When the edges move upward because the top of the slab dries and shrinks faster than the bottom of the slab. Cooling of the slab surface may also cause curling. Curling is most pronounced at construction joints without dowels but may also occur at contraction joints or at crack locations. When the edges move upward, support from the subgrade or subbase is lost and cracking may occur parallel to the joint or at the corners. Even if the slab doesn’t crack, curling causes bumps in the floor that may interfere with forklift traffic.

37
Scaling Local flaking away of the hardened concrete. Depth of scaling is usually about 1/8 in., although severe scaling to a depth of 3/4 in. sometimes occurs. Scaling of concrete slabs is caused by freezing and thawing of the concrete, particularly when deicer salts are used. Use of air-entrained concrete will greatly reduce the chance of scaling caused by freezing and thawing and deicing agents.

Similar presentations































 what are the two main properties that concrete must have? (i) strength b) how do we achieve them? by using an acceptable water.>")