Download presentation
Presentation is loading. Please wait.

1
INTRODUCTION TO RELIEF CHAPTER 7

2
Objectives Define concept of relief
Describe and Discuss the relief locations, types, scenarios. Discuss the relief system in specific unit operations.

3
Defense against accidents
Inherent safety – plant design consideration 2. Better process control – control systems, alarms, safety shutdown systems Install relief systems – to relieve liquids or gases before excessive pressure are developed.

4
Relief systems compose of the relief device and the associated downstream process equipment & safety handle the material ejected.

5
Relief Method The method used for safe installation of pressure relief devices:

6
Relief Concept Pressure relief systems are required for the following reasons: • to protect personnel from the dangers of overpressurizing equipment, • to minimize chemical losses during pressure upsets, • to prevent damage to equipment, • to prevent damage to adjoining property, • to reduce insurance premiums, • to comply with governmental regulations.

7
Let’s Think… Assume that an exothermic reaction is occurring within a reactor. If cooling is lost because of a loss of cooling water supply, failure of a valve, or other scenario, then the reactor temperature will rise.

8
Let’s Think… As the temperature rises, the reaction rate increases
leading to an increase in heat production. This self-accelerating mechanism results in a runaway reaction.

9
Let’s Think… The pressure within the reactor increases because of increased vapor pressure of the liquid components and/or gaseous decomposition products resulting from the high temperature.

10
Let’s Think… Reaction runaways for large commercial reactors can occur in minutes, with temperature and pressure increases of several hundred degrees per minute and several hundred psi per minute, respectively. What happen if the reactor has no relief system?

11
Figure 8-2 Pressure versus time for runaway reactions:
(A) relieving vapor, (B) relieving froth (two-phase flow), and (C) closed reaction vessel.
 relieving vapor, (B) relieving froth (two-phase flow), and (C) closed reaction vessel.")
12
Curve C – reactor has no relief system
- P and T increases until the reactant are completely consumed. - after the reactants are consumed, the heat generation stop and the pressure subsequently drop. Curve B - has a relief system (two phase froth) - The pressure increase until the relief device activates Curve A – has a relief system (vapor relief only) - The pressure drop immediately when the relief device opens
 - The pressure increase until the relief device activates. Curve A – has a relief system (vapor relief only) - The pressure drop immediately when the relief device opens.")
13
Relief System The network of components around a relief device, including the pipe to the relief, the relief device, discharge pipelines, knockout drum, scrubber, flare, or other types of equipment that assist in the safe relief process.

14
Location of Reliefs Pressure relief devices are installed at every point identified as potentially hazardous (potential problems that may result in increased pressures)
")
15
Location of Reliefs Guidelines for specifying relief positions:
1. All vessels – reactors, storage tanks, towers and drums. 2. Positive displacement pumps, compressors and turbines need reliefs on the discharged side. 3. Blocked-in section of cool liquid-filled lines that exposed to heat such as heat exchanger & cooling coil 4. Vessel steam jackets

16
Example 8.1 (1) pumping 100 lb of initiator into reactor R-1,
Specify the location of reliefs in the simple polymerization reactor system illustrated in Figure 8-5. The major steps in this polymerization process include: (1) pumping 100 lb of initiator into reactor R-1, (2) heating to the reaction temperature of 240°F, (3) adding monomer for a period of 3 hr, and (4) stripping the residual monomer by means of a vacuum using valve V-15. Because the reaction is exothermic, cooling during monomer addition with cooling water is necessary.
 pumping 100 lb of initiator into reactor R-1, (2) heating to the reaction temperature of 240°F, (3) adding monomer for a period of 3 hr, and. (4) stripping the residual monomer by means of a vacuum using valve V-15. Because the reaction is exothermic, cooling during monomer addition with cooling water is necessary.")
17
Figure 8-5 Polymerization reactor without Safety reliefs.

18
Figure 8-6 Polymerization reactor with safety reliefs.

19
Refer to Figures 8-5 and 8-6 and Table 8-1 for relief locations.
a. Reactor (R-1): A relief is installed on this reactor because, in general, every process vessel needs a relief. This relief is labeled PSV-1 for pressure safety valve 1. b. Positive displacement pump (P-1): Positive displacement pumps are overloaded, overheated, and damaged if they are dead- headed without a pressure-relieving device (PSV-2). This type of relief discharge is usually recycled back to the feed vessel.
: A relief is installed on this reactor because, in general, every process vessel needs a relief. This relief is labeled PSV-1 for pressure safety valve 1. b. Positive displacement pump (P-1): Positive displacement pumps are overloaded, overheated, and damaged if they are dead- headed without a pressure-relieving device (PSV-2). This type of relief discharge is usually recycled back to the feed vessel.")
20
c. Heat exchanger (E-1): Heat exchanger tubes. can rupture from
c. Heat exchanger (E-1): Heat exchanger tubes can rupture from excessive pressures when water is blocked in (V-10 and V-11 are closed) and the exchanger is heated (by steam, for example). This hazard is eliminated by adding PSV-3. d. Drum (D-1): Again, all process vessels need relief valves, PSV-4. e. Reactor coil: This reactor coil can be pressure- ruptured when water is blocked in (V-4, V-5,V-6, and V-7 are closed) and the coil is heated with steam or even the sun. Add PSV-5 to this coil.
: Heat exchanger tubes can rupture from excessive pressures when water is blocked in (V-10 and V-11 are closed) and the exchanger is heated (by steam, for example). This hazard is eliminated by adding PSV-3. d. Drum (D-1): Again, all process vessels need relief valves, PSV-4. e. Reactor coil: This reactor coil can be pressure- ruptured when water is blocked in (V-4, V-5,V-6, and V-7 are closed) and the coil is heated with steam or even the sun. Add PSV-5 to this coil.")
21
Relief Types Specific types of relief devices are chosen for specific applications: - for liquid, - gases, - liquid & gases, - solid - corrosive materials

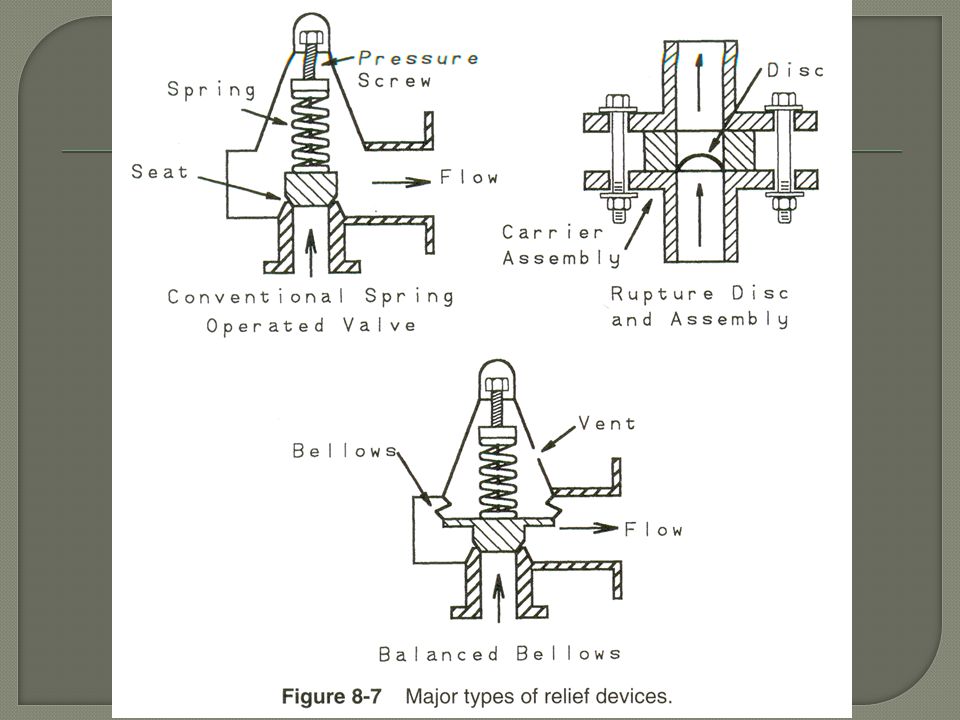
22
Relief Types 2 categories of relief devices: a) spring-operated valves
1. conventional 2. balanced-bellows - relief set pressure – 10% above the normal operating pressure. b) rupture discs - Rupture discs are specially designed to rupture at a specified relief set pressure. - can be made from exotic corrosion-resistant material - problem: once it open, it remain open – lead to complete discharge of process material.
 rupture discs. - Rupture discs are specially designed to rupture at a specified relief set pressure. - can be made from exotic corrosion-resistant material. - problem: once it open, it remain open – lead to complete discharge of process material.")
24
Rupture discs are frequently installed in series to a spring-loaded relief
(1) to protect an expensive spring-loaded device from a corrosive environment, (2) to give absolute isolation when handling extremely toxic chemicals (spring-loaded reliefs may weep), (3) to give absolute isolation when handling flammable gases, (4) to protect the relatively complex parts of a spring- loaded device from reactive monomers that could cause plugging, (5) to relieve slurries that may plug spring-loaded devices.
 to protect an expensive spring-loaded device from a corrosive environment, (2) to give absolute isolation when handling extremely toxic chemicals (spring-loaded reliefs may weep), (3) to give absolute isolation when handling flammable gases, (4) to protect the relatively complex parts of a spring- loaded device from reactive monomers that could cause plugging, (5) to relieve slurries that may plug spring-loaded devices.")
25
3 sub-category types of spring-loaded pressure reliefs:
1. The relief valve is primarily for liquid service. - The relief valve (liquid only) begins to open at the set pressure. - This valve reaches full capacity when the pressure reaches 25% overpressure. - The valve closes as the pressure returns to the set pressure.
 begins to open at the set pressure. - This valve reaches full capacity when the pressure reaches 25% overpressure. - The valve closes as the pressure returns to the set pressure.")
26
2. The safety valve is for gas service
2. The safety valve is for gas service. - Safety valves pop open when the pressure exceeds the set pressure. 3. The safety relief valve is used for liquid and gas service. - Safety relief valves function as relief valves for liquids and as safety valves for gases.

27
Example 8.2 Specify the types of relief devices needed for the polymerization reactor in Example 8-1 (see Figure 8-6).
.")
28
Figure 8-6 Polymerization reactor with safety reliefs.

29
Solution Each relief is reviewed in relation to the relief system and the properties of the relieved fluids: PSV-la is a rupture disc to protect PSV-lb from the reactive monomers (plugging from polymerization). b. PSV-lb is a safety relief valve because a runaway reaction will give two-phase flow, both liquid and vapor. c. PSV-2 is a relief valve because this relief is in a liquid service line. A conventional valve is satisfactory.
. b. PSV-lb is a safety relief valve because a runaway reaction will give two-phase flow, both liquid and vapor. c. PSV-2 is a relief valve because this relief is in a liquid service line. A conventional valve is satisfactory.")
30
d. PSV-3 is a relief valve because it is for liquid only
d. PSV-3 is a relief valve because it is for liquid only. A conventional relief device is satisfactory in this service. PSV-4 is a safety relief valve because liquid or vapor service is possible. Because this vent will go to a scrubber with possibly large backpressures, a balanced bellows is specified. f. PSV-5 is a relief valve for liquid service only. This relief provides protection for the following scenario: The liquid is blocked in by closing all valves; the heat of reaction increases the temperature of the surrounding reactor fluid; and pressures are increased inside the coil be cause of thermal expansion.

31
Relief Scenarios A relief scenario is a description of one specific relief event. Usually each relief has more than one relief event, and the worst-case scenario is the scenario or event that requires the largest relief vent area.

32
Relief Scenarios

33
Figure 8-6 Polymerization reactor with safety reliefs.

34
Relief Systems A relief system rarely vented to the atmosphere.
A relief is discharged to a knockout system to separate the liquid from the vapor. The liquid is collected The vapor is discharged to another treatment unit depends on the hazards of the vapor The vapor treatment unit: condenser, scrubber, incinerator, flare or combination of them. This system is called a total containment system (Fig 8-12).
.")
35
Figure 8-12. Relief containment system with. blowdown drum
Figure Relief containment system with blowdown drum. The blowdown drum separates the vapor from the liquid.

36
Horizontal Knockout Drum
Catch tanks or blowdown drums Serves as vapor-liquid separator Two phase mixture usually enters at one end, and the vapor leaves at the opposite end The design method for sizing this system is based on the maximum allowable velocity for minimizing liquid entrainment.

37
The dropout velocity of particle in a stream is:
Where; ud = dropout velocity g = acceleration due to gravity dp = particle diameter ρL = liquid density ρv = vapor density C = drag coefficient

38
Where; μv = vapor viscosity in centipoise C(Re)2 = unitless
2 = unitless")
39
Figure 8-14 Drag coefficient correlation

40
Example 8-3 Determine the maximum vapor velocity in a horizontal knockout drum to dropout liquid particles with particle diameters of 300μm, where;

43
Flares Sometimes used after knockout drums
Objective: to burn the combustible or toxic gas to produce combustion products The diameter of the flare must be suitable to maintain a stable flame and to prevent blowout The height of flare is fixed on the basis of the heat generated and the resulting potential damage to equipment and humans.

44
Height of flare, Hf: Where; df = flare stack diameter (ft) qf = heat intensity (Btu/hr/ft2) Xf = distance from the base of the flare (ft) M = molecular weight Qm = vapor rate

45
Example 8.4 Determine the stack height required to give a heat intensity of 1500 Btu/hr/ft2 at a distance of 410 ft from the base of the flare. The flare diameter is 4 ft, the flare load is 970,000 lb/hr, and the molecular weight of the vapor is 44. Solution

46
Scrubber If the vapor is toxic, a scrubber system may be required.
Scrubber system can be: - packed columns - plate columns - venturi-type systems

47
Condenser Alternative to treat exiting vapors
For vapor with high boiling point and if the recovered condensate is valuable.

Similar presentations