Download presentation
Presentation is loading. Please wait.

1
Thermoforming Process

2
Thermoforming Process used to shape thermoplastic sheet into discrete parts Basic principles Heat a thermoplastic sheet until it softens Force the hot and pliable material against the contours of a mold by using either mechanical, air or vacuum pressure Held against mold and allow to cool, and plastics retains its shape

3
Thermoforming process is differed from other plastic processing because the material is not melted, lower pressures are required to thermoform (the mold materials is less sturdy materials compared to other processings) Disadvantage; generates greater amount of scrap, cost of the sheet materials is raised (because of separate sheet-forming step), limited design parts (parts with sharp bends and corners are difficult to be produced), process results in internal stresses
, limited design parts (parts with sharp bends and corners are difficult to be produced), process results in internal stresses.")
4
Summary of advantages & disadvantages of thermoforming process

5
Forming Process The techniques of forming process can be grouped into several types; Fundamental Vacuum forming Pressure forming Plug-assist forming Reverse draw forming Free forming Matched-die forming, etc

6
Forming Process: Fundamental Vacuum forming
The term ‘Fundamental’ is used to emphasize that this is the simplest method of vacuum forming Glossary: Sag point- the condition (temperature, time, thickness, etc) at which a sheet begins to sag inside the thermoforming oven
 at which a sheet begins to sag inside the thermoforming oven.")
7
Forming Process: Fundamental Vacuum forming
The material is clamped into a frame Material is heated, begin to sag, the center of materials moves downward and seal against the mold Vacuum is applied to the back of the mold (outside pressure of the air pushes the plastic against the mold)
")
8
Uneven wall thicknesses are observed in this technique
As the sheet touch the mold, the thickness at the location become fixed, further stretching occur in the area that have not yet touched the mold, typically at he corner. Therefore the thinnest area occur at the corner, near the clamp

9
Forming Process: Pressure forming
Positive air pressure from the top of the plastic used to force the materials against the mold

10
Pressure forming Methods The materials is clamped and heated
Softening sheet is transferred to the mold area and the seal is made Air pressure is introduced and force the plastic against the mold The pressure is applied quickly to prevent the sheet from cooling

11
Pressure forming Advantages;
Mold cycle can be faster than fundamental vacuum forming Sheet can be formed at lower temperature, because the forcing pressure is high Greater dimensional control

12
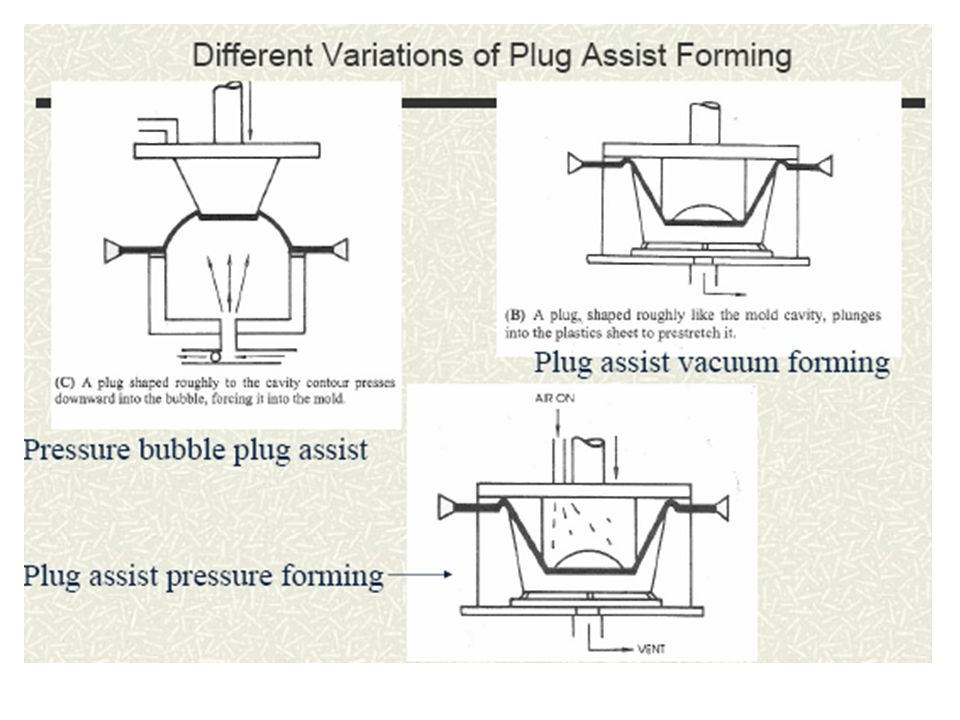
Plug-Assist Forming In this system, a plug is used to force the material into the mold Generally the plug will not pushed the material completely into the mold, then a vacuum is applied to draw the materials against the cavity walls Instead a vacuum, air pressure could be used to force the parts against the walls

13
Plug-Assist Forming new thermoplastic composite material
that can be used to make thermoforming plug assists, it displays tremendous dimensional stability and low thermal conductivity. Designed to replace Syntactic foam, machined aluminum and wood for plug assists.

15
Plug-Assist Forming Better wall thickness uniformity than obtained from vacuum and pressure forming Plugs can be made of metal, wood or thermoset materials The plug should be 10% to 20% smaller in length and width than the female cavity

16
Reverse draw forming Is used when very deep draws are needed
In this technique, the material is heated to the sag point, and then blown away from the mold The purpose of blowing is to thin the material in the center of the sheet The size of the bubble is controlled by an electric eye. When the buble reachest the correct size, the pressure is topped and the plug press the material to the mold The vacuum is activated through the mold to draw the plastic against the mold wall

17
(b) plug-assist and vacuum
Forming step (a) Reverse draw step to Pre-stretch the material
 Reverse draw step to. Pre-stretch the material.")
18
Reverse draw forming: Plug assist air slip forming

19
Free forming The forming is done without a mold, especially those where very high optical quality is required Touching the mold can result in undesirable changes in the surface quality of the part Complexity of shapes of parts is limited Often used for canopies

20
Free forming The part is expanded with air pressure
The size of the bubble is monitored by an electrical eye When the bubble reach the desired shape, air pressure is reduced to a level that maintains the size while the part cools

21
Matched die forming Some parts with very complicated shapes, can best be formed if both plug and cavity mold are used together These mold must be matched so that it can be fit together

22
Matched die forming Material is heated to the sag point, and then transferred to the molding station, where the plug and cavity molds are brought together to squeeze the material No vacuum or air pressure is applied during the forming process Material is mechanically pressed into the shape defined by matched molds, and allow to cool while the mold continue to press against it

23
Thermoforming Machine
Not as complicated or costly as other plastic processing machine that melt the plastic materials Element of the machine; heating chamber or oven, method for removing the material from the oven, and locating it so that the sheet and the mold can be brought into airtight contact Machine can be single-mold batch system or continuous, highly automated machine

24
Single-station thermoforming machine
Heating the sheet Clamping the sheet Moving the sheet and mold into proper relationship for forming, a vacuum or pressure system

25
Critical operation parameters
The most important sheet property is thickness (variation in thickness over the sheet should be kept under 5%) Uniformity from sheet to sheet is desired, so that the processing parameter can be kept constant, i.e. melt index, if one sheet has a lower melt index than another, the amount of heat to achieve the same formation will be higher than in the sheet with lower melt index Other variables that might change from sheet to sheet are density, molecular orientation, etc
 Uniformity from sheet to sheet is desired, so that the processing parameter can be kept constant, i.e. melt index, if one sheet has a lower melt index than another, the amount of heat to achieve the same formation will be higher than in the sheet with lower melt index. Other variables that might change from sheet to sheet are density, molecular orientation, etc.")
26
Critical operation parameters
Key parameters during the forming operations; Speed of vacuum application- vacuum should be applied as quickly as possible Temperature of the mold- the mold is normally at room temperature, or temperature below solidification point of the plastic Size of the bubble Plug size

27
Male and Female mold Female mold- a mold in which the part is pressed into a cavity

28
Draw ratio Is used to estimate the amount of wall thickness variation that might occur High draw ratio result in excessive thinning and wall nonuniformities Draw ratio = depth of part / width of part

29
Area ratio Give some approximation of the amount of thinning that will be experienced by the plastic sheet when it is transformed Area ratio = area of the sheet before forming area of the part after forming If the sheet is 200 cm2, and will be thermoformed into a part that has total area of 400cm2, the area ratio is 1:2 Area ratio x desired thickness of finished part = minimum original thickness (thickness of the blank) The overall average thickness of the part will therefore be one-half of original thickness The area ratio is often used to calculate the size of the unformed sheet that must be used to make a particular part
 The overall average thickness of the part will therefore be one-half of original thickness. The area ratio is often used to calculate the size of the unformed sheet that must be used to make a particular part.")
30
Determine the thickness of the blank for fundamental vacuum thermoforming, assuming that the thickness of the finished part is uniform. The finished dimensions of the part to be made is 60 x 50 x 5 cm prepared by 2mm thick blank. Consider the allowance for clamping and mold clearance = 2 cm on each side Dimension of blank (with allowance)= 64 x 54 cm Calculate surface are of the part 50 x 60 x 1 side = 3000 cm2 50 x 5 x 2 sides = 500 cm2 60 x 5 x 21 sides = 600 cm2 Total area of finished part = 4100 cm2 3. Thermoforming area of the blank= 60 x 50 = 3000 cm2 4. Area ratio = 3000/4100 5. Thickness of the blank = 2 mm/ = 2.73 mm
= 64 x 54 cm. Calculate surface are of the part. 50 x 60 x 1 side = 3000 cm2. 50 x 5 x 2 sides = 500 cm2. 60 x 5 x 21 sides = 600 cm2. Total area of finished part = 4100 cm2. 3. Thermoforming area of the blank= 60 x 50. = 3000 cm2. 4. Area ratio = 3000/ Thickness of the blank. = 2 mm/ = 2.73 mm.")
Similar presentations











>")
>")







 B.Sc (ENGINEERING) LEVEL 2 (Semester 2)>")
