Download presentation
Presentation is loading. Please wait.

1
Quality, Six Sigma and New Product Development
Dila KUPELI Emre CIRAK Hande HUVEYLI Seckin DILEK Zehra BICER

2
The Meaning of Quality Quality is fitness for use
Quality is meeting customer expectations Quality is exceeding the customer expectations Quality is superiority to competitors Etc.

3
Quality Improvement Quality improvement (QI); uses quantitative and qualitative methods to improve the effectiveness, efficiency, and safety of service delivery processes and systems, as well as the performance of human resources in delivering products and services.
; uses quantitative and qualitative methods to improve the effectiveness, efficiency, and safety of service delivery processes and systems, as well as the performance of human resources in delivering products and services.")
4
Models FADE PDSA

5
DMAIC (six sigma) Continuous Quality Improvement(CQI) Total Quality Management(TQM)
 Continuous Quality Improvement(CQI) Total Quality Management(TQM)")
6
Quality Dimensions (manufacturing)
Performance Reliability Durability Serviceability How much qualified? Aesthetics Features Perceived Quality Conformance to Standards

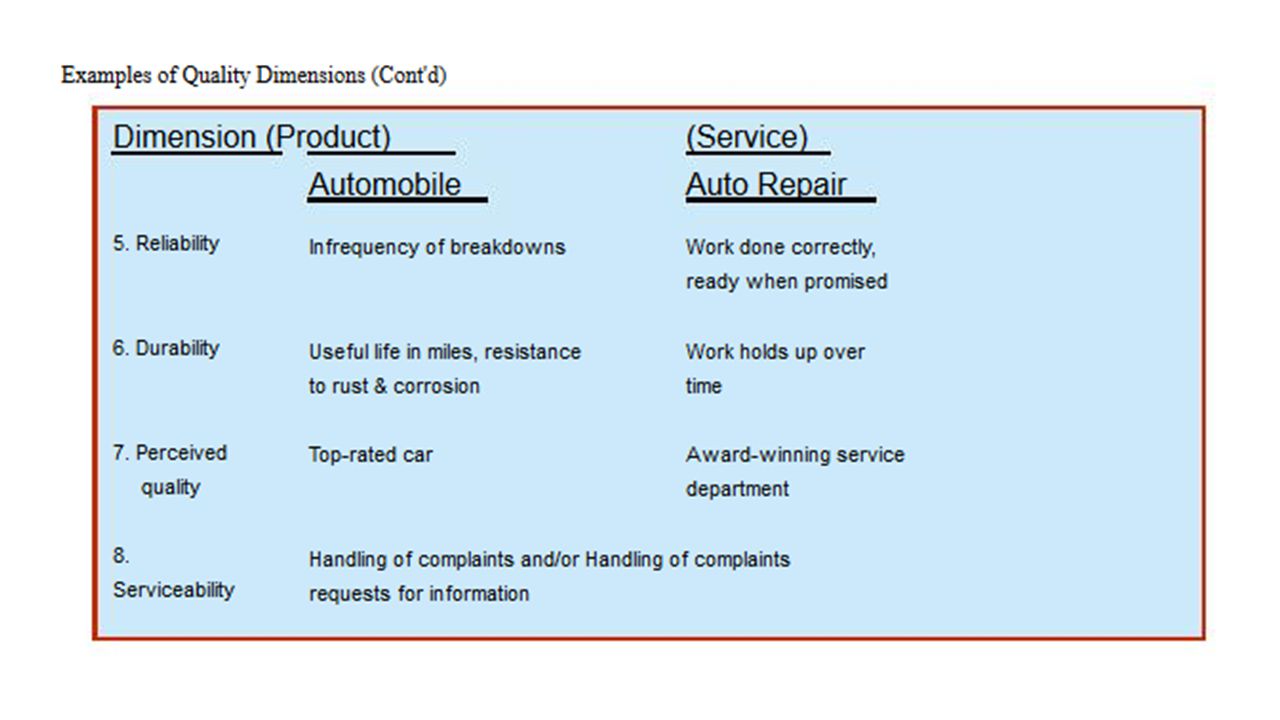
7
Quality Dimensions (service)
Empathy Responsiveness Reliability Tangibles Assurance

10
KANSEİ QUALITY CONTROL IN PRODUCT DEVELOPMENT

11
What is the Kansei Engineering?
Kansei Engineering ( emotional / affective engineering) aims the development or improvement of products and services by translating customer's psychological feelings and needs into product's design domain Kansei Engineering aims to produce new products based on feelings and demands of the costumer.
 aims the development or improvement of products and services by translating customer s psychological feelings and needs into product s design domain Kansei Engineering aims to produce new products based on feelings and demands of the costumer.")
14
Kansei Quality Kansei quality is the intentional meaning of the object, it is evaluated intuitively with the tacit knowledge based on the human’s past experiences. This Kansei quality was related in human’s potential demand. If we improve Kansei quality in design, we have to understand a users’ tacit knowledge (they don’t even notice.) based on their daily experiences.
 based on their daily experiences.")
17
Computer Aided Kansei Engineering
2.type It is called computer aided Kansei Engineering. Emotions of the consumer are converted to desing details by using expert systems

19
Databases in Computer Aided Kansei Engineering
Kansei Database İmage Database Information Database Design and Color Database

20
Customer orientation which one of the most important elements in Total Quality Management,increases the importance of Kansei Engineering and guidance to engineers about what’s going on in jobs. It is possible that to realise continious improvement which has a importance role in TQM , is only depends on technology (kansei Eng) which determines the customer needs and having flexibility to produce these needs.
 which determines the customer needs and having flexibility to produce these needs.")
21
SIX SIGMA ON NEW PRODUCT DEVELOPMENT

22
What is Six Sigma? Six Sigma Performance Six Sigma Capability DPMO(Defect Per Million Opprtunities) Six Sigma Belt Six Sigma Methodology (DMAIC-DFSS) The Big Picture
 The Big Picture.")
23
SIX SIGMA Improve the quality of process outputs
Identifying and removing the causes of defects Minimizing variability in manufacturing and business processes

24
Each Six Sigma project carried out within an organization follows a defined sequence of steps and has quantified value targets

25
SIX SIGMA PERFORMANCE The number of Sigmas between the center of a process performance measure distribution and the nearest specification limit :

26
SIGMA CAPABILITY Sigma Capability & Yield

27
DEFECTS PER MILLION OPPORTUNITIES (DPMO) «3.4 DPMO»
 «3.4 DPMO»")
28
SIX SIGMA BELTS Green Belt Black Belt Master Black Belt Champion
Yellow Belt Brown Belt

29
SIX SIGMA METHODOLOGY Six Sigma projects follow two project methodologies inspired by Demings ’Plan-Do- Check-Act’ «DMAIC » is used for ….. «DMADV «(DFSS as known) is used for ….
 is used for ….")
30
DMAIC

31
DESIGN FOR SIX SIGMA (DFSS)
")
32
WHY DFSS? “Desing in” quality when costs are low is important and showing customers six sigma right from the start.

33
THE OPPORTUNITY OF DFSS
Early problem identification; solution when costs low Faster market entry: earlier revenue stream, longer patent coverage Lower total development cost Robust product at market entry: delighted customers Resources available for next game-changer

34
THE BIG PICTURE

35
DFSS METHODS

36
SIX SIGMA BALANCED SCORECARD

37
Balanced scorecard methodology is an analysis technique designed to translate an organization's mission statement and overall business strategy into specific, quantifiable goals and to monitor the organization's performance in terms of achieving these goals.

39
The Blanced Scorecard process allows an organization to align and focus on all it resources on its strategy

41
Developed by Robert Kaplan and David Norton in 1992, the balanced scorecard methodology is a comprehensive approach that analyzes an organization's overall performance in four ways. Financial prespective Customer perspective Internal business process perspective Learning and growth perspective.

42
Financial perspective
How do we look to stockholder? Survive Succeed Prosper Customer Perspective How do our customers see us? New prooducts Responsiveness Quality

43
Internal Business Perspective At what must we excel currently?
Manufacturing/service excellence New product/service introduction Innovation and Learning Perspective Can we continue to improve and create value? Technological leadership Time to market Employee training and satisfaction

44
Example of BSC

45
# Case «Mobil NAM&R» Mobil NAM&R ‘s problem (early 90’s)
- Unfocused strategy Full range of products & services to all consumers Low prices of discount station Poor financial performance Mobil NAM&R ‘s research - 60% of the consumer be willing to pay price premium (price-sensitive consumers : 20%) "differentiated value proposition"
 differentiated value proposition")
46
# Case «Mobil NAM&R» (BSC srategy map)
")
47
# Case «Mobil NAM&R» (BSC)
Strategic theme Strategic Objectives Measurement (KPI) Data Financial Increase Return on Capital employed Revenue Growth Understand customer needs & Differentiate Productivity Max the asset use Business integrate Return on Capital Employed New revenue from Nongasoline Premium brand for customer Become industry leader in supply chain category Maximize the use of asset Actual Return on Capital (ROE) Nongasoline revenue Profit margin Cost per Gallon Actual cash flow 6% ↑ W/I 3y $1B/year Customer (Customer Intimacy Proposition) Delight the customer Win-Win Dealer relations Speedy purchase Friendly, helpful worker Recognize customer royalty Offer more consumer products Help dealers develop biz skill Share of targeted customer segment Mystery shopping rating Dealer profitability Dealer satisfaction Internal Process Build Franchise Customer value Operational excellence Good neighbor Innovative product and service Best-in-class franchise teams Refinery Performance Inventory management Deliver product on-time Become the industry cost leader Improve environment health & Safety New product acceptance rate New product ROI Share of target market Dealer quality rating Refinery yield gap, Unplanned downtime Inventory level Stock out rate .. Activity-based cost Reduced number of environmental incidents & safety incident Learning & Growth Motivated and prepared worker Core competency and view Access to strategic information Align business and personal goal Ratio of strategic skills to job coverage On-time deployment of system Employee feedback Personal BSC
 Data. Financial. Increase Return on. Capital employed. Revenue Growth. Understand customer. needs & Differentiate. Productivity. Max the asset use. Business integrate. Return on Capital Employed. New revenue from Nongasoline. Premium brand for customer. Become industry leader in supply. chain category. Maximize the use of asset. Actual Return on Capital (ROE) Nongasoline revenue. Profit margin. Cost per Gallon. Actual cash flow. 6% ↑ W/I 3y. $1B/year. Customer. (Customer. Intimacy. Proposition) Delight the customer. Win-Win Dealer relations. Speedy purchase. Friendly, helpful worker. Recognize customer royalty. Offer more consumer products. Help dealers develop biz skill. Share of targeted customer segment. Mystery shopping rating. Dealer profitability. Dealer satisfaction. Internal. Process. Build Franchise. Customer value. Operational excellence. Good neighbor. Innovative product and service. Best-in-class franchise teams. Refinery Performance. Inventory management. Deliver product on-time. Become the industry cost leader. Improve environment health & Safety. New product acceptance rate. New product ROI. Share of target market. Dealer quality rating. Refinery yield gap, Unplanned downtime. Inventory level. Stock out rate .. Activity-based cost. Reduced number of environmental incidents & safety incident. Learning & Growth. Motivated and prepared. worker. Core competency and view. Access to strategic information. Align business and personal goal. Ratio of strategic skills to job coverage. On-time deployment of system. Employee feedback. Personal BSC.")
48
# Case «Mobil NAM&R» (achievements)
Mobil NAM&R ‘s achievements (`2000) Financial perspective Return on Capital employed: 6% 16% Sales Growth: more than 2% annually Cash Expense: 20% decrease Operating cash flow increase: $1billion per year Customer perspective Mystery-shopper score, Dealer quality: increased each year Number of consumers using “Speedpass”: one million per year Internal process perspective Environmental & Safety accidents: 60~80% down Lost oil-refinery yields due to systems downtime: 70% drop Learning and growth perspective Employee awareness & commitment to the strategy: quadrupled
 Financial perspective. Return on Capital employed: 6% 16% Sales Growth: more than 2% annually. Cash Expense: 20% decrease. Operating cash flow increase: $1billion per year. Customer perspective. Mystery-shopper score, Dealer quality: increased each year. Number of consumers using Speedpass : one million per year. Internal process perspective. Environmental & Safety accidents: 60~80% down. Lost oil-refinery yields due to systems downtime: 70% drop. Learning and growth perspective. Employee awareness & commitment to the strategy: quadrupled.")
49
RISK ASSESMENT Risk Assessment is simply a careful examination of what, in your work, could cause harm to people, so that you can weigh up whether you have taken enough precautions or should do more to prevent harm. Workers and others have a right to be protected from harm caused by a failure to take reasonable control measures.

50
Firstly issue risks of conditions within the workplace is indicated.
The hazards of workplace is identified. Safeguard measures are identified against risks and hazards. The severity of damages and injury are determined. Probability of occurrence these dangerous situations is written.

51
Risk weigt is equal to the impact of event (consuquence) multiplied by a qualitative description of probability (likelihood). RISK ASSESMENT is evaluated. Thus, additional measures to be taken is determined

55
Risk assessment in software evolution

Similar presentations















>")





>")








