Download presentation
Presentation is loading. Please wait.

1
High Temperature Deformation of Crystalline Materials Dr. Richard Chung Department of Chemical and Materials Engineering San Jose State University

2
Learning Objectives To understand the deformation process in a material at high temperatures, even if an applied stress is below its yield stress To determine what type of deformation dominates at different stress and temperature combinations To distinguish between time-dependent (creep) and time-independent (yielding) deformation mechanisms To relate steady-state creep rate to stress and diffusitivity To utilize deformation maps to explain their relationship between stress and temperature To explain the concept of superplasticity and how it is used in industry
 and time-independent (yielding) deformation mechanisms To relate steady-state creep rate to stress and diffusitivity To utilize deformation maps to explain their relationship between stress and temperature To explain the concept of superplasticity and how it is used in industry")
3
Difference between Time-dependent and Time-independent Deformation

4
An Overview If the applied stress is greater than the yield strength, the initial strain will contain some time-independent plastic strain. When a stress is removed, the elastic strain is recovered. However, the plastic strain remains. Three variables involved in a creep process are: constant stress (compared to yield stress), temperature, and time. Strain rate is another important variable to a deformation process.
, temperature, and time. Strain rate is another important variable to a deformation process..")
5
The creep response to a material indicates continuous changes in strain hardening and strain softening that strongly affect the overall strain rate of the material at a given stress and temperature.

6
Strain vs. Time and Strain Rate vs. Time

7
Monkman and Grant’s Work An empirical equation was developed between the rupture time and steady-state creep rate Where t f = rupture time, έ = steady-state creep rate, m and B = material constants e.g. 0.77<m<0.93 and 0.48<B<1.3 for iron, copper, aluminum, titanium, and nickel base material

8
Three Stages on A Creep Curve Stage I: Transient creep Strain rate decreases with time and strain Dislocation density increases and dislocation cell size decreases with strain. Stage II: Steady-state creep Work hardening in a material is balanced by recovery (or softening) effect in the material Stage III: Tertiary creep Beginning of recrystallization, coarsening of second-phase particle, and formation of internal cracks or voids
 effect in the material Stage III: Tertiary creep Beginning of recrystallization, coarsening of second-phase particle, and formation of internal cracks or voids.")
9
Dislocation Energy When Approaching An Obstacle on A Slip Plane Dislocation glide at low temperatures

10
Dislocation Glide Creep Rate

11
Diffusion Flow Creep Mechanisms Nabarro-Herring Creep: involves atomic diffusion (no dislocation glide), High temp, low stress
, High temp, low stress")
12
Diffusion Flow Creep Mechanisms Coble Creep: similar to Nabarro-Herring creep is driven by vacancy concentration gradient The formation is along the grain boundaries in a polycrystalline and the surface of a single crystal Deformation occurs in grains and create voids between grains Grain boundary sliding removes voids in-between (crack healing)
")
13
Coble Creep

14
Creep Involving Both Dislocation and Diffusion Flow Solute Drag Creep: In some metal alloys, the transient creep keeps increasing before reaching the steady- state creep (dislocation dominant) Solute atoms are immobile at low temperatures (solid solution strengthening)
 Solute atoms are immobile at low temperatures (solid solution strengthening)")
15
Dislocation Climb-Glide Creep The initial creep rate (in Transient stage) is greater than the steady-state creep rate High temperature analog of a dislocation cell structure evolves The work hardening and recovery effect occur at the same time.
 is greater than the steady-state creep rate High temperature analog of a dislocation cell structure evolves The work hardening and recovery effect occur at the same time.")
17
Dislocation Climb-Glide Creep

18
Creep in Two-Phase Alloys For Dislocation Climb-Glide, the particle effect can be considered in the formula below Intragranular particles do not affect diffusional creep Intergranular particel can significantly reduce the creep rate (even at high temperatures). The creep is governed by either dislocation climb- glide or pure diffusion.

19
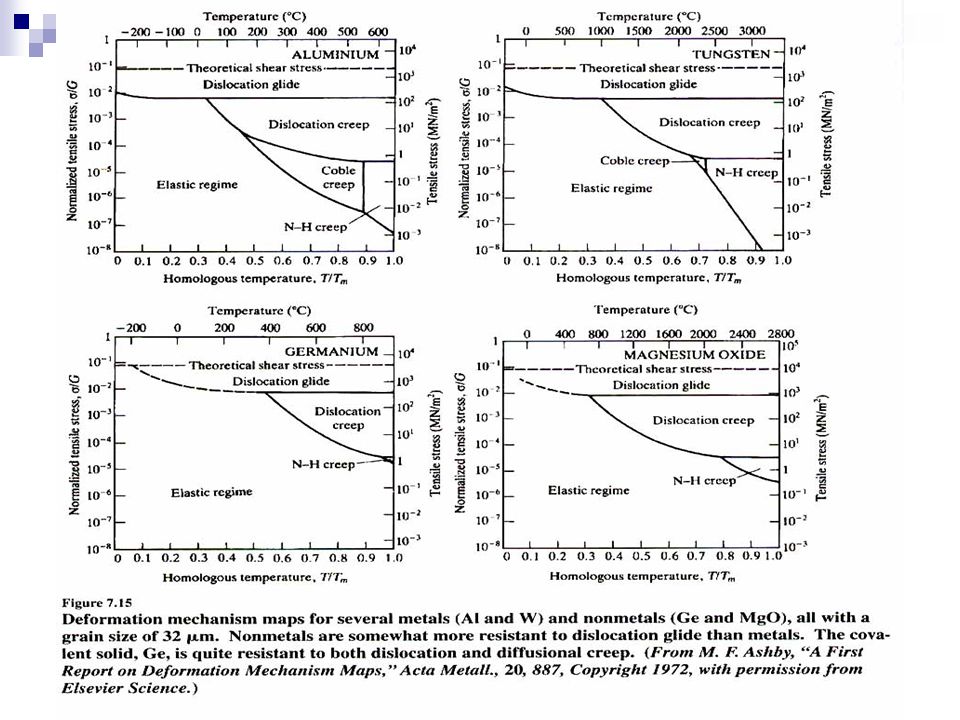
Deformation Mechanism Maps

23
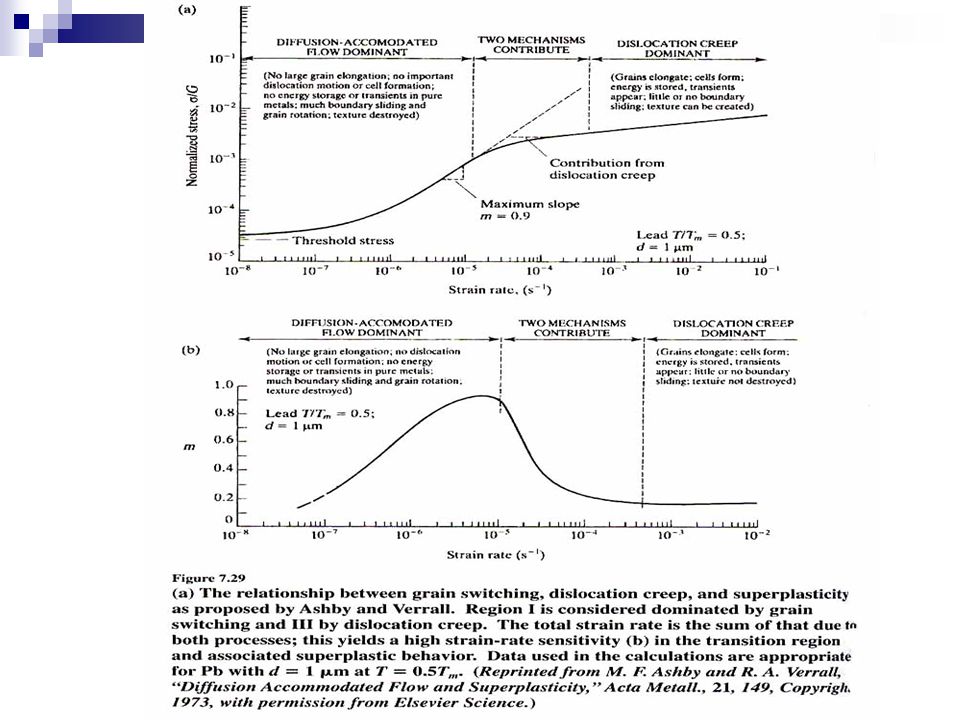
Superplasticity Superplasticity describes a phenomenon that a material can develop high strains at high temperatures (T>0.5 Tm) before failure. Superplastic deformation can be utilized to help shape complex geometry at high temperatures

24
Superplastic Material

25
Grain Boundary Sliding – Diffusion Flow

26
Grain Shape Change Due to Diffusion Flow at Grain Boundaries

29
Hot Working

30
Summary High temperature creep involves both dislocation motion and diffusional flow. At low stresses and strain rates, diffusional flow will be dominant. The creep rate increases with decreasing grain size for volume-difussion (NH) controlled creep. Mass transport along grain boundaries will be controlled by Coble creep. Deformation maps provide the dominant deformation mechanism of a material at a given stress-temperature combination.
 controlled creep. Mass transport along grain boundaries will be controlled by Coble creep. Deformation maps provide the dominant deformation mechanism of a material at a given stress-temperature combination..")
31
Summary (cont’d) Once the deformation mechanism is identified, the information can be used in design considerations. Superplastic materials can be determined by a high strain rate test. If the exponent (n) of the equation is on the order of 0.3-0.8, then the material demonstrates superplasticity.
 of the equation is on the order of , then the material demonstrates superplasticity..")
Similar presentations









 deformation of a material with time under a constant stress. It is both.>")





www.tf.uni-kiel.de/matwis/amat/def\_enwww.tf.uni-kiel.de/matwis/amat/def\_en 2)www.iap.tuwien.ac.at/www/surface/STM\_Gallerywww.iap.tuwien.ac.at/www/surface/STM\_Gallery.>")


 Creep plastic deformation under constant load over time at specified temp. strain vs. time curve a) primary creep:>")




