Download presentation
Presentation is loading. Please wait.

1
مقاييس الجودة Quality Measurements
د. عبدالرحمن مشبب الأحمري أستاذ مشارك قسم الهندسة الصناعية جامعة الملك سعود

2
مقياس الجودة ما هو المقصود بمقياس الجودة؟ لماذا القياس؟ Why measure
ماذا يقاس؟ What to measure أين يتم القياس؟ Where to measure كيف تتم عملية القياس؟ How to measure

3
مقياس الجودة قياس بيانات تحليل معلومات مقياس فعالية الجودة.
علم القياس. الفحص. الاختبار. وسائل قياس الجودة. قياس رضا العميل. قياس بيانات تحليل معلومات

4
بعض مقاييس الفعالية المالية
كيف يتم قياس الجودة مقاييس مالية. مقاييس غير مالية. بعض مقاييس الفعالية المالية مجموع تكاليف الجودة كنسبة من صافي المبيعات. معدل تكاليف المطابقة الى اجمالي تكاليف الجودة. معدل تكاليف عدم المطابقة الى اجمالي تكاليف الجودة. مجموع تكاليف عدم المطابقة كنسبة من المبيعات الجديدة.

5
مقاييس غير مالية جودة تصميم المنتج. Product design quality
فعالية المورد. Vendor performance فعالية الانتاج. Production performance وقت دورة التوريد. Delivery cycle time رضا العملاء. Customer satisfaction

6
بعض مصطلحات القياس الدقة أخطاء القياس. التحيز. التكرارية. الاستقرارية.
التغير القياسي. القياس المتصل القياس التصنيفي

7
منهجية المنشأة شكل الثقافة المطلوبة طور حلول التقنية حدد الرؤية والخطة
مقاييس الجودة منهجية المنشأة حدد الرؤية والخطة خطط لـ التغيير شكل الثقافة المطلوبة الدافع الى تغيير أفضل وسريع طور وكامل العمليات طور حلول التقنية

8
Doing things better, faster, cheaper.
مقاييس الجودة طور وكامل العمليات فهم وتطوير المنتج (2) فهم العميل (1) فهم وتطوير العملية (3) تصميم وتطوير مراقبة فعالة (4) Understand the Customer - transforms feedback from customers into desired product attributes. Understand & Improve The Product - transforms customer needs into process requirements. It takes customer requirements and defines a set of process requirements needed to produce the desired product features. Understand & Improve The Process - converts current processes and products into integrated and improved processes and products intended to serve the needs of the customer. Develops or improves the processes used by the enterprise to produce the products needed by its customers. Design & Implement Effective Controls - transforms existing controls and feedback from customers into feedback that addresses the needs of customers, products and processes. This activity continuously reduces the cost and increases the value of the enterprise processes and products to better meet the changing needs of the customer. Doing things better, faster, cheaper.
 فهم العميل (1) فهم وتطوير. العملية (3) تصميم وتطوير. مراقبة فعالة (4) Understand the Customer - transforms feedback from customers into desired product attributes. Understand & Improve The Product - transforms customer needs into process requirements. It takes customer requirements and defines a set of process requirements needed to produce the desired product features. Understand & Improve The Process - converts current processes and products into integrated and improved processes and products intended to serve the needs of the customer. Develops or improves the processes used by the enterprise to produce the products needed by its customers. Design & Implement Effective Controls - transforms existing controls and feedback from customers into feedback that addresses the needs of customers, products and processes. This activity continuously reduces the cost and increases the value of the enterprise processes and products to better meet the changing needs of the customer. Doing things better, faster, cheaper.")
9
فهم وتطوير العملية تنفيذ العملية (4) حدود العملية وعلاقاتها (1)
مقاييس الجودة فهم وتطوير العملية حدود العملية وعلاقاتها (1) تنفيذ العملية (4) توثيق وتحليل العملية (2) Bound Processes & Identify Relationships - identifies exchange points and relationships between processes. The objective is to define the scope of the process modeling effort. This is extremely important because it will determine where the modeling effort will begin and end. Three types of information are required to establish process boundaries: knowledge of the customers/suppliers, product knowledge, and knowledge of the process requirements. Document and Analyze Process - defines and documents the process. This step develops an understanding of process performance. Design Improved Process - creates an improved process. Implement Improved Process - activates the process design into reality. Understand & Improve The Process converts current processes and products into integrated and improved processes and products intended to serve the needs of the customer. Understand & Improve The Process translates current process performance into desired performance. Assuming all work is a process, improving process performance is critical to realizing the vision. Understand & Improve The Process identifies and bounds current processes, analyzes current performance, designs an improved process and implements that process according to a plan which is in support of the Transformation Plan and the vision [Davenport 1990, Guha 1993, Harrington 1993, Parker 1993, Talwar 1993, Ulis , Womack 1996]. Understand & Improve The Process incorporates process requirements from the customer which ensures a customer focus in process improvement efforts. Linking process improvement to customer desires ensures that resources are allocated to pursue the vision. Customers define their desired and required product attributes that translate into process requirements during Understand the Product. Using these requirements as a guide, new processes are designed to satisfy customer needs. تصميم وتحسين العملية (3)
 تنفيذ العملية (4) توثيق وتحليل العملية (2) Bound Processes & Identify Relationships - identifies exchange points and relationships between processes. The objective is to define the scope of the process modeling effort. This is extremely important because it will determine where the modeling effort will begin and end. Three types of information are required to establish process boundaries: knowledge of the customers/suppliers, product knowledge, and knowledge of the process requirements. Document and Analyze Process - defines and documents the process. This step develops an understanding of process performance. Design Improved Process - creates an improved process. Implement Improved Process - activates the process design into reality. Understand & Improve The Process converts current processes and products into integrated and improved processes and products intended to serve the needs of the customer. Understand & Improve The Process translates current process performance into desired performance. Assuming all work is a process, improving process performance is critical to realizing the vision. Understand & Improve The Process identifies and bounds current processes, analyzes current performance, designs an improved process and implements that process according to a plan which is in support of the Transformation Plan and the vision [Davenport 1990, Guha 1993, Harrington 1993, Parker 1993, Talwar 1993, Ulis 1993, Womack 1996]. Understand & Improve The Process incorporates process requirements from the customer which ensures a customer focus in process improvement efforts. Linking process improvement to customer desires ensures that resources are allocated to pursue the vision. Customers define their desired and required product attributes that translate into process requirements during Understand the Product. Using these requirements as a guide, new processes are designed to satisfy customer needs. تصميم وتحسين العملية (3)")
10
منهجية تنفيذ: فهم وتطوير العملية
مقاييس الجودة منهجية تنفيذ: فهم وتطوير العملية تحديد العمليات الرئيسية. تحديد الفرص من خلال العمليات. ايجاد حدود العملية. تحديد علاقات العملية مع العمليات الأخرى. توثيق العملية. تحديد الظروف الحالية للعملية. ضبط العملية. تحديد ماذا يريد العميل من هذه العملية. تحديد مشاكل العملية الحالية. تصميم العملية الجديدة. تنفيذ العملية الجديدة. معرفة تأثير التغيرات على العملية. Involve people most knowledgeable about the process Define process symbols Try to involve anyone who has knowledge of the process. Implementation and ownership are enhanced when people doing the process are involved in the charting and opportunity identification. Fewer people can do it faster - but they may not be as effective. This is the standard efficiency vs. effectiveness issue. Meetings cost money. Trained facilitators are invaluable in getting this process started.

11
لماذا القياس Why Do We Measure
مراقبة الميزانية الشكوى الرضاء حل المشاكل التحسين قياس التقدم اتخاذ القرار تحسين تقييم قياس مراقبة القياس وسيلة للتحسين

12
مشاكل قياس الجودة العمل خارج حدود المراقبة. فقد التناسق. تردد الناس.
معايرة الجهاز. قراءات متحيزة. عدم وجود مرجع قياسي. عدم معرفة مدى القياس. بيئة غير مراقبة. الفوائد لا تستحق الاستثمار. التركيز على مؤشر واحد. العمل خارج حدود المراقبة. تردد الناس. مقدار التفاصيل. فقد التدريب. مشكلة دقة البيانات. لا يوجد بيانات يمكن قياسها. تكاليف اداة القياس. فهم البيانات. معرفة الهدف. عدم وضوح ماذا يقيس. مشكلة تغيير البيانات.

13
ماذا يقاس؟ What to measure
من يقرر: النظام الادارة المهندس الخبير العميل

14
معايير مقياس الآداء الارتباط المباشر بخطة الاعمال والعمليات.
مقاييس الجودة معايير مقياس الآداء الارتباط المباشر بخطة الاعمال والعمليات. مبدئيا غير مالي. التغير بناء على المواقع التغير بناء على المتطلبات سهل الاستخدام سريع التغذية العكسية. يدعم التحسين People concentrate on whatever is measured. They become the drivers for production and distribution processes. Therefore it is necessary to replace the traditional accounting and variance reports with a system that provides fast feedback to both operators and managers. We want these measures to foster improvement rather than just monitor what is taking place. Keeping performance measures aligned with other business plans and processes allows us to know how well we are following the strategies and achieving our goals. Financial measures are important for external reporting, and there is a need to have cost accounts and the financial accounts integrated and consistent, but the daily operation of smaller manufacturing enterprises needs strong emphasis on non-financial measures. The performance measures must be relevant and applicable to the job being performed.

15
معايير الآداء هل المنشأة سوف تكون اذا دعمت سوف تكون Effective
مقاييس الجودة معايير الآداء هل المنشأة سوف تكون اذا دعمت سوف تكون Effective Innovation Efficient Productive Profitable A comprehensive set of performance criteria includes effectiveness, efficiency, quality, productivity, innovation, quality of work life (QWL), and profitability. If the organization is effective (does the right things), efficient (does things in the right way), and delivers quality (anticipates customer expectations), it will be productive. If the organization supports and promotes innovation and quality of work life, it will be profitable. This list can be debated as to whether it is complete or not. This is a good and worthwhile debate for any organization. The important point is to develop a set of criteria which can be measured. This list appears to be complete, but the criteria do overlap. All criteria cannot be forced into all operational systems. Which criteria apply depends on the input-output analysis. Quality QWL Achieving Balance
, and profitability. If the organization is effective (does the right things), efficient (does things in the right way), and delivers quality (anticipates customer expectations), it will be productive. If the organization supports and promotes innovation and quality of work life, it will be profitable. This list can be debated as to whether it is complete or not. This is a good and worthwhile debate for any organization. The important point is to develop a set of criteria which can be measured. This list appears to be complete, but the criteria do overlap. All criteria cannot be forced into all operational systems. Which criteria apply depends on the input-output analysis. Quality. QWL. Achieving Balance.")
16
Effectiveness Accomplishment of the right things,
مقاييس الجودة Effectiveness Accomplishment of the right things, on time, within the requirements specified Value-Adding Transformation Suppliers Inputs Outputs Customers Effectiveness is doing the right things. With regard to the system, effectiveness is an output side issue. It is a measure of the degree to which the system accomplishes what it set out to accomplish, i.e. how closely an organization's output meets its plan and/or the customer's requirements. In other words, effectiveness measures delivery, reliability and flexibility. Because "right" is often subject to interpretation, three attributes are associated with effectiveness 1.Requirements: Did we do things as required? 2.Quantity: Did we do all things expected? 3.Schedule: Were the things done on time? The operational measure for effectiveness is actual output divided by expected output. Actual Output (AO) Expected Output (EO) Examples of effectiveness measurements could be: Goods shipped on time Orders booked Work orders processed End-items inspected Fasteners installed Parts Machined Number of changes in a time period Effectiveness
 Expected Output (EO) Examples of effectiveness measurements could be: Goods shipped on time. Orders booked. Work orders processed. End-items inspected. Fasteners installed. Parts Machined. Number of changes in a time period. Effectiveness.")
17
مقاييس الجودة Efficiency Resources expected to be consumed divided by resources actually consumed Value-Adding Transformation Suppliers Inputs Outputs Customers Efficiency is doing things right. With regard to the operational system, it is an input side issue; it deals with resource consumption issues. The operational measure for efficiency is the ratio of quantity of resources expected to be consumed (plan) to the quantity of resources actually consumed. Resources Expected to be Consumed (REC) Resources Actually Consumed (RAC) Resources expected to be consumed can be a prediction, forecast, estimate, or budget. Examples of efficiency measures could include: Inventory turnover Space utilization Machine downtime Machine utilization Lead times Turn around time Efficiency
 to the quantity of resources actually consumed. Resources Expected to be Consumed (REC) Resources Actually Consumed (RAC) Resources expected to be consumed can be a prediction, forecast, estimate, or budget. Examples of efficiency measures could include: Inventory turnover. Space utilization. Machine downtime. Machine utilization. Lead times. Turn around time. Efficiency.")
18
Defined by the customer!
مقاييس الجودة Quality Defined by the customer! Value-Adding Transformation Suppliers Inputs Outputs Customers Quality Quality Quality Quality Quality Because of its complexity, quality is measured and managed throughout the operational system. Supplier quality is operationally defined as the selection and management of the supplier base. Input quality is incoming quality control. Transformation quality is building quality into the product or service and in-process control. Output quality is the assurance that what the organization produces meets or exceeds the expectations or requirements of the customer. Customer quality is a measure of how well the organization understands what delights the customer, what the customer wants, needs, expects and demands and how the customers are responding to the goods or services being provided. Examples of quality measurements. Customer complaints Scrap, rework, repair Rejection rates Rejects in material received Suppliers using SPC Yield Suppliers quality evaluations Customer lifetime Supplier on time delivery

19
Resources Actually Consumed (RAC)
مقاييس الجودة Productivity Measures of output divided by measures of input for a given period of time Value-Adding Transformation Suppliers Inputs Outputs Customers Productivity Productivity is the relationship between what comes out of an organizational system and what goes into the system. Actual Output (AO) Resources Actually Consumed (RAC) Examples of productivity measures: Units produced per employee Drawings per dollar consumed Parts machined per dollar Rivets installed per worker
 Resources Actually Consumed (RAC) Examples of productivity measures: Units produced per employee. Drawings per dollar consumed. Parts machined per dollar. Rivets installed per worker.")
20
The creative process of change
مقاييس الجودة Innovation The creative process of change Value-Adding Transformation Suppliers Inputs Outputs Customers Innovation is successfully implementing a new idea, process, product or service. It is applied creatively; changing what we are doing or how we are doing something in response to the internal or external environment. Since the environment includes both opportunities and threats, innovation is both proactive and reactive. The change can involve organizational structures, technologies, methods, procedures, and policies. Innovation is different from invention. An invention comes from a good idea, but it is only with the successful implementation of the idea that we have innovation. For example, the VCR was a U.S. invention, but a Japanese innovation. The introduction of feasible, economical, and useful innovations needs to be managed. Better products and improved processes are essential components of a competitive company. Examples of innovation measures: Number of new production methods adopted Time and cost savings by employing new methods Ideas "stolen" from competitors Awards for interesting failures Amount of things changed Innovation

21
The way people respond to the socio-technical aspects of the system
مقاييس الجودة Quality of Worklife The way people respond to the socio-technical aspects of the system Value-Adding Transformation Suppliers Inputs Outputs Customers QWL involves giving people the opportunity to make decisions about their jobs, the design of their workplace, and what they need to best make products. The way people respond to these and other factors such as pay, working conditions, culture, leadership, co-worker replacement, feedback, autonomy, skill variety, task identity, task significance, amount of involvement in planning, problem solving, and decision-making, is an important measure of an organization's ability to perform. Examples of QWL measures: Absenteeism Turnover rate Grievances Accidents Team participation Training hours Number of recognition acts QWL

22
Relationship between revenues and costs
مقاييس الجودة Profitability Relationship between revenues and costs Value-Adding Transformation Suppliers Inputs Outputs Customers Outcomes Profitability Profitability is the relationship between outcomes and inputs. For a cost center, this measure is the relationship between agreed upon goals, deliverables, and schedule with actual costs and actual accomplishments and schedule. Example of profitability measures: Budget variances ROI ROS Actual product sales to budgeted sales

23
معايير الآداء هل المنشأة سوف تكون اذا دعمت سوف تكون Effective
مقاييس الجودة معايير الآداء هل المنشأة سوف تكون اذا دعمت سوف تكون Effective Innovation Efficient Productive Profitable A comprehensive set of performance criteria includes effectiveness, efficiency, quality, productivity, innovation, quality of work life (QWL), and profitability. If the organization is effective (does the right things), efficient (does things in the right way), and delivers quality (anticipates customer expectations), it will be productive. If the organization supports and promotes innovation and quality of work life, it will be profitable. This list can be debated as to whether it is complete or not. This is a good and worthwhile debate for any organization. The important point is to develop a set of criteria which can be measured. This list appears to be complete, but the criteria do overlap. All criteria cannot be forced into all operational systems. Which criteria apply depends on the input-output analysis. Quality QWL Achieving Balance
, and profitability. If the organization is effective (does the right things), efficient (does things in the right way), and delivers quality (anticipates customer expectations), it will be productive. If the organization supports and promotes innovation and quality of work life, it will be profitable. This list can be debated as to whether it is complete or not. This is a good and worthwhile debate for any organization. The important point is to develop a set of criteria which can be measured. This list appears to be complete, but the criteria do overlap. All criteria cannot be forced into all operational systems. Which criteria apply depends on the input-output analysis. Quality. QWL. Achieving Balance.")
24
كيف تتم عملية القياس؟ How to measure
التخطيط للتحسين تطوير المقاييس وضع نظام قياس جمع البيانات المطلوبة التحقق من النتائج التحسين

25
التخطيط للتحسين تكون فريق للقياس. تحديد النظام المطلوب قياسه.
مقاييس الجودة التخطيط للتحسين تكون فريق للقياس. تحديد النظام المطلوب قياسه. ايجاد البيئة المناسبة. وجود الوقت للتحسين. القبول من المستخدمين. قدرة ورغبة المستخدمين. Organize for Improvement Develop Measures Establish Measurement System Collect Data Required Validate the Results Link to Improvement

26
تطوير المقاييس القيام بالتحليل المبدئي.
مقاييس الجودة تطوير المقاييس القيام بالتحليل المبدئي. اختيار المقاييس بناء على ما يتطلبه صنع القرار. تـقييم المقاييس تفصيل المقاييس. Organize for Improvement Develop Measures Establish Measurement System Collect Data Required Validate the Results Link to Improvement

27
اختيار المقاييس مقايس موجودة. معايير الآداء. الأسباب الاستراتيجية.
مقاييس الجودة اختيار المقاييس مقايس موجودة. معايير الآداء. الأسباب الاستراتيجية. أهداف الأعمال. نظام المنشأة. The measurement development team uses some method such as Nominal Group Technique (NGT) to develop a prioritized list of performance measures The best place to start is with the existing measures. Other sources include: The performance criteria as previously explained The strategic driving forces developed in the planning process. These forces are the basis for the company's sustainable competitive edge and the things that must be accomplished to succeed. These relate to the business the company should be in, i.e. the vision, and how the company differentiates itself. Business objectives established to monitor implementation of strategies The input/output analysis used to define the organizational system
 to develop a prioritized list of performance measures. The best place to start is with the existing measures. Other sources include: The performance criteria as previously explained. The strategic driving forces developed in the planning process. These forces are the basis for the company s sustainable competitive edge and the things that must be accomplished to succeed. These relate to the business the company should be in, i.e. the vision, and how the company differentiates itself. Business objectives established to monitor implementation of strategies. The input/output analysis used to define the organizational system.")
28
Audit Measures مقاييس الجودة Measures Customer Retention Definition
Capability Process On-Time Delivery Processes Defined Definition Process Product Cost Audit Quotes Turnover Waste Cycle Time Factors ROI WIP Strategic Goals Strategic Goals Process Integration Capable work force Market Presence Performance Criteria Effectiveness Efficiency Quality Productivity QWL A matrix is a useful tool to audit measures. Measures are put in columns. Rows are a variety of factors against which the measures are audited. Place checks where a measure satisfies an audit factor. A visual inspection provides an evaluation of the system. It is easy to see where there is too much or too little coverage. Combine to avoid redundancy, add to ensure coverage. Innovation Profitability

29
وضع نظام المقياس جمع تخزين أسترجاع معالجة تمثيل مقاييس الجودة Organize
for Improvement Develop Measures Establish Measurement System Collect Data Required Validate the Results Link to Improvement

30
جمع البيانات المطلوبة تحديد مصادر البيانات الغاء المقاييس غير المرغوبة
مقاييس الجودة جمع البيانات المطلوبة تحديد مصادر البيانات الغاء المقاييس غير المرغوبة أختيار النماذج التأكد من البيانات جمع البيانات Organize for Improvement Develop Measures Establish Measurement System Collect Data Required Validate the Results Link to Improvement

31
التأكد من النتائج هل الناتج دقيق؟ هل ”format“ صحيحة؟
مقاييس الجودة التأكد من النتائج هل الناتج دقيق؟ هل ”format“ صحيحة؟ هل المعلومات مفيدة؟ هل تم اعتبار عامل الوقت؟ Organize for Improvement Develop Measures Establish Measurement System Collect Data Required Validate the Results Link to Improvement

32
التحسين استخدام خرائط ضبط الجودة. تحسين المنشأة. دليل لحل المشاكل.
مقاييس الجودة التحسين استخدام خرائط ضبط الجودة. تحسين المنشأة. دليل لحل المشاكل. عملية تحسين النظام. المراقبة. Organize for Improvement Develop Measures Establish Measurement System Collect Data Required Validate the Results Link to Improvement

33
ملاحظات المقاييس مهمة للقرارات والافعال.
مقاييس الجودة ملاحظات المقاييس مهمة للقرارات والافعال. القيام بقياس المهم وليس السهل. قبول العملية للقياس أمر أساسي. اتباع طريقة تجريبية للقياس. القياس ليس الدافع لتحسين الأداء ولكن الدافع هو خطة الأعمال.

34
قياس العملية الانتاجية مدخلات مخرجات أجراء تصحيحي حدد السبب ضبط الجودة
العملية داخل حدود المراقبة لايزم اتخاذ اجراء العملية خارج حدود المراقبة حدد السبب أجراء تصحيحي

35
متطلبات تحقيق الجودة القياس - الفحص
مقاييس الجودة متطلبات تحقيق الجودة القياس - الفحص 1- تعيين وظائف المنتج: تعني أهلية المنتج للاستعمال بأن يكون المنتج مستعد للقيام بوظيفة مطلوبة في وقت معين بجودة. وهناك نوعين من الوظائف المتعلقة بالمنتج هما :- وظائف التشغيل : وهي وظائف متعلقة بمتطلبات تصميم السلعة وخصائص أجزائها وأداء تشغيلها. وظائف الخدمة : وهي وظائف متعلقة بمتطلبات استخدام السلعة وخصائص صفة الخدمة. 2- تحديد سيمة الجودة : هناك وجهان للجودة هما: جودة التصميم : هي درجة إنجاز الغاية من تصميم المنتج نفسه. جودة الملاءمة : هي درجة مطابقة المنتج (سلعة/خدمة) لمواصفات الوظيفة المطلوبة وقد عرفت المواصفة وفقا ANSA/ASQC A بأنها شمولية المواصفات للميزات والخصائص التي تحمل المقدرة على الوفاء بالاحتياجات أو المتطلبات الوظيفية للمنتج. ويرتبط هذان الوجهان بعلاقة مع بعضهما لأن تنفيذ جيد لتصميم ردىء أو تنفيذ ردىء لتصميم جيد لا يؤدي إلى جودة مرتفعة.
 لمواصفات الوظيفة المطلوبة وقد عرفت المواصفة وفقا ANSA/ASQC A بأنها شمولية المواصفات للميزات والخصائص التي تحمل المقدرة على الوفاء بالاحتياجات أو المتطلبات الوظيفية للمنتج. ويرتبط هذان الوجهان بعلاقة مع بعضهما لأن تنفيذ جيد لتصميم ردىء أو تنفيذ ردىء لتصميم جيد لا يؤدي إلى جودة مرتفعة.")
36
متطلبات قياس الجودة 2- تعريف فئات خصائص المنتج:
مقاييس الجودة متطلبات قياس الجودة 1- تحديد الاحتياجات للمتطلبات الوظيفية : هناك نوعين من الاحتياجات التي تحدد خصائص المنتج هما: احتياجات ضمنية Implied Needs : تشمل عدة عوامل منها ؛ السلامة ، الاتاحة ، قابلية الصيانة ، المتانة ، الموثوقية ، قابلية الاستخدام والتشغيل ، السعر ، البيئة. احتياجات محددة Stated Needs : هي مجموعة المواصفات المعدة من ميزات وخصائص الوظيفة والتشغيل وهي عادة تكون مقدرة كمياُ. 2- تعريف فئات خصائص المنتج: هناك فئتان رئيستان لتحديد خصائص المنتج وفقا للتغيرات التي تنتج مصادفة أو بعشوائية هما: المتغيرات Variables : وهي الخواص التي لها قيم تتغير وفقا لقوانين طبيعية Normal Laws (مثل: القوة/السرعة). الصفات Attributes : وهي الخواص التي لها صفة تنتج وفقا لقوانين حدية Binomial Laws (مثل: صح/خطأ ؛ جيد/ردىء ؛ مقبول/غير مقبول ؛ معيوب/غير معيوب).
. الصفات Attributes : وهي الخواص التي لها صفة تنتج وفقا لقوانين حدية Binomial Laws (مثل: صح/خطأ ؛ جيد/ردىء ؛ مقبول/غير مقبول ؛ معيوب/غير معيوب).")
37
مقاييس الجودة Quality Measurements
تتعدد مقاييس الجودة لقياس مقدار التغير والتعرف على معدلاته لاستدراجها وتقليلها في عملية التحسين لمجموعة من الصفات والمتغيرات لعدة عناصر(عوامل) يمكن إبرازها في الجدول التالي:-
 يمكن إبرازها في الجدول التالي:-")
38
أبعاد الجودة Quality Dimensions
مما سبق ، أمكن تعديد مجموعة من أبعاد للجودة لربطها مع متطلبات واحتياجات العملاء وابرازها كخصائص يمكن تحديدها كصفات ومتغيرات لمقاييس الجودة وقد شملت التالي :- الأداء Performance : وتمثل خصائص التشغيل الأساسية. الميزات Features : وتمثل خصائص التشغيل الثانوية. الموثوقية Reliability : القيام بالأداء لفترة العمر الافتراضي المحدد دون اخفاق. الانتظام Uniformity : انخفاض التغير في قيمة خصائص للمنتج المتكرر إنتاجه. المتانة Durability : كمية الاستخدام حتى الابدال المرغوب للاصلاح. الوقت Time : زمن انتظار على الخط ، زمن دورة عمر المنتج (بداية من مفهوم التصميم إلى الإنتاج إلى الخدمة) ، زمن اتمام الخدمة. التماسك Consistency : مطابقة المنتج للوثائق والدعاية والإجراءات القياسية الصناعية. افادة الخدمة Serviceability : الثبات في المشاكل والشكوى. الجمالية Aesthetics : الخواص المتعلقة بالحس والوعي. الحدود الفردية Personal Interface : الخواص المرتبطة بالالتزام والمهنية والمجاملة. عدم الضرر Harmlessness : الخواص المرتبطة بالسلامة والصحة والبيئة. جودة الادراك Perceived Quality : القياسات الغير مباشرة أو التداخل بين أبعاد الجودة المختلفة أو مكانة المنتج وشهرته.
 ، زمن اتمام الخدمة. التماسك Consistency : مطابقة المنتج للوثائق والدعاية والإجراءات القياسية الصناعية. افادة الخدمة Serviceability : الثبات في المشاكل والشكوى. الجمالية Aesthetics : الخواص المتعلقة بالحس والوعي. الحدود الفردية Personal Interface : الخواص المرتبطة بالالتزام والمهنية والمجاملة. عدم الضرر Harmlessness : الخواص المرتبطة بالسلامة والصحة والبيئة. جودة الادراك Perceived Quality : القياسات الغير مباشرة أو التداخل بين أبعاد الجودة المختلفة أو مكانة المنتج وشهرته.")
39
تكاليف الجودة Quality Costs
1- تصنيف تكاليف الجودة : تكاليف الرقابة : تكلفة الفحص : تشمل تكلفة التفتيش والاختبار. تكلفة المنع : تشمل تكلفة الإعداد والتدريب والتقييم. تكاليف الفشل : تكلفة داخلية : تشمل تكلفة المعيوب من مواد وتصحيح. تكلفة خارجية : تشمل تكلفة غير مبشرة لخفض الجود والضمان والسمعة. مستوي الجودة تكلفة الرقابة تكلفة الفشل تكلفة الجودة تكلفة الجودة 2- برنامج منع العيوب : إعداد منتج بلا عيب لتكون تكاليف المعيوب صفرا. وهي تعتمد علي التدريب وسياسة وإجراءات الجودة لجميع مستويات العمل ، وتعتبر امتداد لفلسفة حلقات الجودة وإدارة الجودة الشاملة. مستوي الجودة

40
تصميم تكلفة الجودة يعتمد تصميم مدى السماح في الخواص والمواصفات للصفات والمتغيرات لعناصر (عوامل) متطلبات قياس الجودة لمنتج علي مقدار مساهمة مستوى الجودة في تلبية احتياجات العملاء والتي تظهر في مقدار المساهمة في الربح. ويبن الشكل أن أكبر مساهمة في الربح تقع بين مستويين للجودة التي عندها تزيد تكلفة الإنتاج عن سعر المنتج المرتبط بالسوق. مستوي الجودة السعر تكلفة المنتج
 متطلبات قياس الجودة لمنتج علي مقدار مساهمة مستوى الجودة في تلبية احتياجات العملاء والتي تظهر في مقدار المساهمة في الربح. ويبن الشكل أن أكبر مساهمة في الربح تقع بين مستويين للجودة التي عندها تزيد تكلفة الإنتاج عن سعر المنتج المرتبط بالسوق. مستوي الجودة. السعر. تكلفة المنتج.")
41
اطار العمل لتحقيق وتحسين الجودة القياس - الفحص
لتحقيق جودة المنتج (سلعة/خدمة) في تلبية متطلبات واحتياجات العملاء فقد طورت العديد من الأساليب والبرامج لتحسين الجودة من خلال نطاق للعمل كالتالي:- 1- نطاق تصميم المنتج: هي أنشطة تصميم الجودة للمنتج من خلال أساليب : فحص الاحتياجات لتحديد عناصر(عوامل) الجودة وخصائصها (أساليب الدالة الوظيفية للجودة). فحص جودة المواصفات (أساليب حدود فقد المواصفات) 2- نطاق تصميم عمليات الإنتاج: هي أنشطة تصميم الجودة للعمليات لإنتاج الجودة المطلوبة للمنتج من خلال : فحص منطق العمليات وتسلسلها (أساليب تخطيط العمليات ومخططات تدفق العمليات). فحص متطلبات تنفيذ العمليات ( أساليب وصف مواصفات العمليات). 3- نطاق الإنتاج: وهي أنشطة وضع وتنفيذ خطط مراقبة العمليات لتحسين الأسباب المؤثرة على تغيرات الناتجة منها من خلال:- فحص وقياس مقدار مطابقة خصائص المنتج للمواصفات (أساليب المراقبة والتفتيش). إعداد برامج لتحفز الإدارة والعاملين لبذل جهود العمل(أساليب تأكيد الجودة/حلقات الجودة). 4- نطاق الخدمة بعد البيع: وهي أنشطة تحديد الاحتياجات والتعرف على مشاكل المنتج من خلال: فحص احتياجات السوق (أساليب دراسة السوق). فحص متطلبات الصيانة وقابلية أدائها (أساليب مراقبة الصيانة وتحليل الموثوقية).
 في تلبية متطلبات واحتياجات العملاء فقد طورت العديد من الأساليب والبرامج لتحسين الجودة من خلال نطاق للعمل كالتالي:- 1- نطاق تصميم المنتج: هي أنشطة تصميم الجودة للمنتج من خلال أساليب : فحص الاحتياجات لتحديد عناصر(عوامل) الجودة وخصائصها (أساليب الدالة الوظيفية للجودة). فحص جودة المواصفات (أساليب حدود فقد المواصفات) 2- نطاق تصميم عمليات الإنتاج: هي أنشطة تصميم الجودة للعمليات لإنتاج الجودة المطلوبة للمنتج من خلال : فحص منطق العمليات وتسلسلها (أساليب تخطيط العمليات ومخططات تدفق العمليات). فحص متطلبات تنفيذ العمليات ( أساليب وصف مواصفات العمليات). 3- نطاق الإنتاج: وهي أنشطة وضع وتنفيذ خطط مراقبة العمليات لتحسين الأسباب المؤثرة على تغيرات الناتجة منها من خلال:- فحص وقياس مقدار مطابقة خصائص المنتج للمواصفات (أساليب المراقبة والتفتيش). إعداد برامج لتحفز الإدارة والعاملين لبذل جهود العمل(أساليب تأكيد الجودة/حلقات الجودة). 4- نطاق الخدمة بعد البيع: وهي أنشطة تحديد الاحتياجات والتعرف على مشاكل المنتج من خلال: فحص احتياجات السوق (أساليب دراسة السوق). فحص متطلبات الصيانة وقابلية أدائها (أساليب مراقبة الصيانة وتحليل الموثوقية).")
42
مسئولية العمل داخل اطار تحقيق وتحسين الجودة
تشارك جميع أقسام منظومة الإنتاج في إجراءات تحقيق وتحسين الجودة ، وعادة يعمل فريق عمل بانتظام على بناء المعلومات الأساسية للمراجعة والتكامل بين الاحتياجات وقدرات الإنتاج كما في الشكل. العملاء: تعريف الاحتياجات الوظيفية ومتطلبات الجودة المبيعات: نقل احتياجات السوق لمنظومة الإنتاج ضبط الجودة إعداد خطة الجودة ومراقبتها لمطابقة الاحتياجات الإنتاج استخدام خطط الجودة خلال الإنتاج التصميم إعداد المواصفات الهندسية لخواص جودة المنتج العمليات إعداد مواصفات عمليات الإنتاج تحقق جودة المنتج بتكلفة مناسبة تعمل على إيجاد الفرق بين الاحتياجات وقدرات الإنتاج لوضع مواصفات هندسية وإنتاجية مقبولة لمستوى الجودة والتكلفة وتحقق في نفس الوقت الاحتياجات ومتطلبات العملاء.

43
مواصفات الجودة القياس - الفحص
مواصفات الجودة القياس - الفحص ترتبط مواصفات الجودة بصورة مباشرة مع جميع قطاعات منظومة الإنتاج كما في الشكل بداية من التسويق ، تصميم المنتج ، المشتريات ، تصميم العمليات ، الإنتاج ، الفحص والتفتيش ، والتغليف والتخزين حيث يتم تحديد المواصفات في كل منها. احتياجات السوق مواصفات التصميم مواصفات أساليب الإنتاج مواصفات مدخلات الإنتاج مواصفات المنتجات مواصفات الإنتاج والتفتيش فحص المنتج النهائي فحص العمليات وطرق الإنتاج فحص عناصر الإنتاج

44
تحليل المواصفات 1- تعريف: 2- قواعد وضع مواصفات صحيحة:
هي الإجراءات المنتظمة لدراسة ومراجعة المعلومات عن الاحتياجات لفحص وتقدير مدى إمكانية وضع مواصفات للمنتج ولعناصر الإنتاج التي تحقق احتياجات العملاء. 2- قواعد وضع مواصفات صحيحة: دراسة جميع قيم المواصفات المحققة للاحتياجات بدرجة كبيرة من العناية. الاخذ في الاعتبار بدقة جميع المتطلبات من الاحتياجات وقدرات الإنتاج لها. الاخذ في الاعتبار متطلبات زيادة المنافسة في السوق والعوامل الاقتصادية بالتأكيد على تحقيق متطلبات الجودة بتكلفة أقل. الاخذ في الاعتبار القيم المرجعية والقياسية للمواصفات كحد أدنى. الاخذ في الاعتبار العمر الزمني الاقتصادي للمنتج في السوق.

45
منهج تحليل المواصفات 1- خطوات التحليل:
مقاييس الجودة منهج تحليل المواصفات 1- خطوات التحليل: 1- التحليل المبدئي للمفاهيم والتصميم 2- تحليل عوامل عمليات التصنيع والإنتاج 3- تحليل مستويات الجودة وتكاليفها والعوامل الاقتصادية 4- التحليل المستمر للإنتاج 5- المراجعة للتعديل والتحسين

46
مقاييس الجودة منهج تحليل المواصفات 2- منهج تصميم المواصفات: يتم تصميم المواصفات على ثلاث مراحل هي: مرحلة تصميم المنتج Product Design : وهو الحصول على منتج مطور أو جديد مزود بأفكار ومفاهيم تلبي الاحتياجات وذلك بتطبيق المعرفة الهندسية والعلمية والتقنيات المتطورة حيث يتم اختيار المواد والأجزاء وتجميعها ويستخدم أسلوب تطوير الدالة الوظيفية للجودة Quality Function Development. مرحلة تصميم قيمة خاصية المنتج Parameter Design : وهو العمل تحديد مستوى الخاصية واختيار قيمة مناسبة لها بحيث تجعل من أداء المنتج أقل حساسية لمسببات التغير وتقلل من فقد الجودة وكذلك تقلل من تكلفة الإنتاج ومراقبة الجودة. ولإيجاد هذه القيم عادة تستخدم أساليب تصميم التجارب والمحاكاة والأفضلية. مرحلة تصميم التفاوت Tolerance Design : وهو العمل على تحديد التفاوت المسموح حول القيمة المختارة للخاصية ومقدارها بحيث تقلل التغير في الأداء وفقد الجودة. وعادة يتم تقدير مقدارها بناء على المقاصة بين تكلفة الإنتاج ومراقبة الجودة وبين تكلفة فقد وظيفة الجودة Quality Loss Function.

47
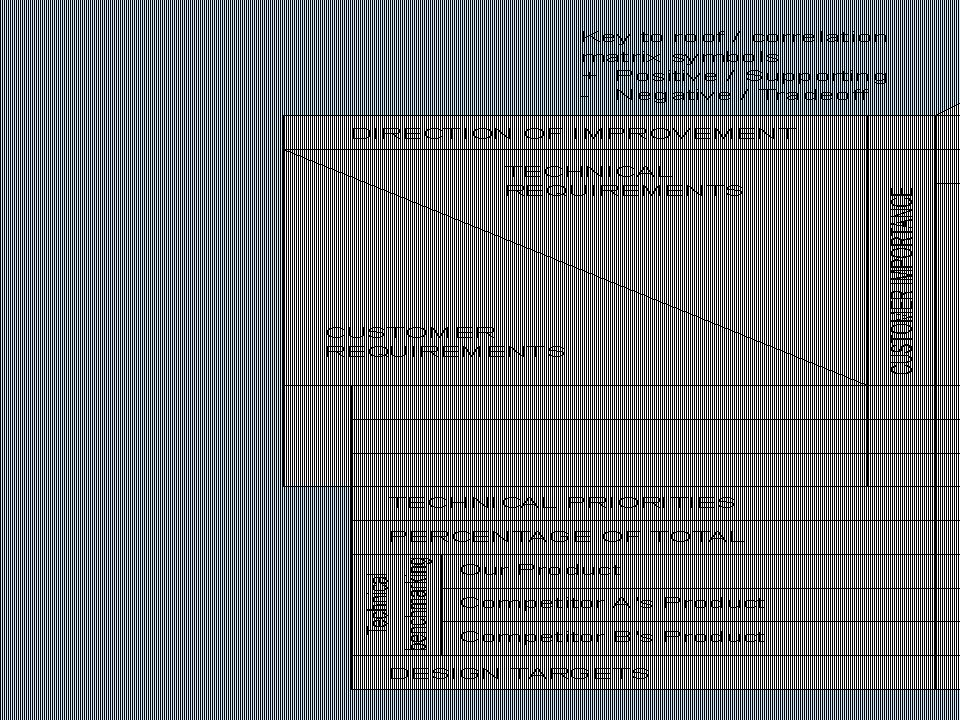
تطوير الدالة الوظيفية للجودة (المواصفات)
تلعب هذه الطريقة دورا هاما في تطوير مواصفات المنتج مبنية على مفهوم مخطط المتطلبات (طريقة تاكوشي - مخطط على شكل هيكل السمكة) وهي كالتالي:- إعداد مجموعة من التساؤلات عن المتطلبات واحتياجات السوق. التعرف على عناصر التصميم للاحتياجات. إيجاد الطرق وبدائلها التي تحقق الاحتياجات في مواصفات التقنية الهندسية. إعداد جدول لمصفوفة بين المتطلبات والبدائل. تقييم الطرق وترتيبها وفقا لتحقيق المتطلبات. وضع قائمة الصفات والمواصفات المحققة للاحتياجات. تحديد المواصفات الفنية والقياسية للتصميمات المختارة.
 وهي كالتالي:- إعداد مجموعة من التساؤلات عن المتطلبات واحتياجات السوق. التعرف على عناصر التصميم للاحتياجات. إيجاد الطرق وبدائلها التي تحقق الاحتياجات في مواصفات التقنية الهندسية. إعداد جدول لمصفوفة بين المتطلبات والبدائل. تقييم الطرق وترتيبها وفقا لتحقيق المتطلبات. وضع قائمة الصفات والمواصفات المحققة للاحتياجات. تحديد المواصفات الفنية والقياسية للتصميمات المختارة.")
48
تطوير الدالة الوظيفية للجودة (المواصفات)
مثال : جهاز صنع القهوة متى مستمر أي وقت متقطع زمن مزايا كمية ماذا سهل التنظيف عدم الحرق احتفاظ حرارة كبيرة 2-10 كوب أين موقع مكتب منزل سيارة فندق لماذا الرضا وضيافة الاستيقاظ كيف حرارة اضافات الطحن بارد دافئ ساخن سكر كريم ناعم خشن خفض الجوع

49
مخطط الدالة الوظيفية للجودة (المواصفات)
معبأ مزدوج ----- 9 > 18 ---- 1 > 5 ------ 23 زر توقيف 9 > 27 ----- 27 منظم زمني 9 > 27 9 > 18 1 > 7 ---- 79 منظم حراري 3 > 27 ---- ----- 9 > 63 3 > 21 111 أجزاء قليلة --- 9 > 54 54 توقيف ذاتي --- 9 > 45 1 > 6 51 وزن 9 5 6 3 2 7 4 8 1 الخواص المطلوبة ماذا ؟ 2-10 كوب لا يحترق سهل التنظيف متى ؟ حالا أوقات محددة عدد من الأوقات كيف ؟ ساخن طعم مضبوط كريم/سكر غير مطحون أين ؟ منزل/مكتب على طاولة تحت طاولة لماذا ؟ الاستيقاظ الضيافة الاحراز النسبة , , , , , , 1

50
مخطط الدالة الوظيفية للجودة (المواصفات)
مصفى كوبي ----- 1 > 5 9 > 54 3 > 21 ------ 9 > 45 3 > 3 91 مصفى رمى ----- 1 > 2 9 > 63 9 > 45 3 > 3 116 موزع سكر/كريم ---- 3 > 18 3 > 21 9 > 36 1 > 1 77 يد تحكم ---- 8 > 56 ----- 3 > 3 62 الحجم 9 > 81 ----- 3 > 18 9 > 72 9 > 45 288 الشكل 1 > 9 1 > 5 9 > 45 3 > 24 9 > 72 209 وزن 9 5 6 3 2 7 4 8 1 الخواص المطلوبة ماذا ؟ 2-10 كوب لا يحترق سهل التنظيف متى ؟ حالا أوقات محددة عدد من الأوقات كيف ؟ ساخن طعم مضبوط كريم/سكر غير مطحون أين ؟ منزل/مكتب على طاولة تحت طاولة لماذا ؟ الاستيقاظ الضيافة الاحراز النسبة , , , , , , 7

51
مراحل الدالة الوظيفية للجودة
تخطيط المنتج (التصميم) وظائف الأجزاء (التفاصيل) تخطيط العمليات تخطيط الانتاج
 وظائف الأجزاء (التفاصيل) تخطيط العمليات. تخطيط الانتاج.")
52
التصميم الاجزاء العملية الانتاج متطلبات العميل ارضاء متطلبات الجزء
متطلبات التصميم متطلبات الجزء متطلبات العملية متطلبات الانتاج متطلبات العميل ارضاء التصميم الاجزاء العملية الانتاج

55
تصميم التجارب لقياس الجودة

56
حيث : ق= قيمة الخاصية ؛ م= معامل التكلفة ؛ ت= تكلفة الجودة المطلوبة
فقد وظيفة الجودة عند تصميم التفاوت عن القيمة المحددة لخاصية مواصفة معينة والتي تهدف عملية الإنتاج لتحقيقها ، فإنه يتم تعيين حد أعلى وحد أدني للتفاوت في القيمة وذلك لتقييد العملية لكي تنتظم ويكون التغير عن القيمة صغير وتفقد الجودة عند تجاوز هذه الحدود. وهناك مفهومان لفقد الجودة هما : أ - مفهوم فقد الجودة التقليدي: يبن الشكل هذا المفهوم حيث تفقد الجودة ببساطة عند التجاوز دون اعتبار تغير الفقد نتيجة بعد القيمة عن القيمة المحددة والمرغوب بها. فقد الجودة الحد الأدنى القيمة المحددة الحد الأعلى قيمة الخاصية ( أ ) القيمة المحددة الحد الأعلى الحد الأدنى فقد ( ب ) ب- مفهوم فقد الجودة التربيعي: يتم الأخذ في الاعتبار زيادة الفقد مع تغير قيمة الخاصية عن القيمة المحددة. وتمثل دالة الفقد (ف) كالتالي: ف(ق) = م * (ق- ت) * (ق- ت) حيث : ق= قيمة الخاصية ؛ م= معامل التكلفة ؛ ت= تكلفة الجودة المطلوبة و تحسب دالة الفقد باستخدام القيمة المتوقعة للمتوسطات ومعامل الانحراف والتشتت الإحصائي لهذه القيم.
 القيمة المحددة. الحد الأعلى. الحد الأدنى. فقد. ( ب ) ب- مفهوم فقد الجودة التربيعي: يتم الأخذ في الاعتبار زيادة الفقد مع تغير قيمة الخاصية عن القيمة المحددة. وتمثل دالة الفقد (ف) كالتالي: ف(ق) = م * (ق- ت) * (ق- ت) حيث : ق= قيمة الخاصية ؛ م= معامل التكلفة ؛ ت= تكلفة الجودة المطلوبة. و تحسب دالة الفقد باستخدام القيمة المتوقعة للمتوسطات ومعامل الانحراف والتشتت الإحصائي لهذه القيم.")
57
العوامل المؤثرة على فقد الجودة
لخفض فقد الجودة ، يجب التركيز على خفض التباين والتشتت والتغير في خاصية الجودة الوظيفية لتحقيق القيمة المحددة للأداء ، فإنه يلزم تخفيض المصادر المسببة لذلك وعواملها المؤثرة على فقد الجودة. ويمكن تعريف هذه العوامل كمدخلات ومخرجات المبينة في الشكل كالتالي:- عوامل غير محكومة Uncontrollable Factors المنتج - عملية الإنتاج قيمة الخاصية الجودة Quality Characteristics عوامل محكومة من المستخدم أو المشغل Controllable Factors عوامل ادخال قيمتها لظروف تشغيل معينة وتؤثر على قيمة الخاصية الناتجة عوامل محكومة من المصمم Controllable Factors عوامل تصميميه تحدد قيمتها والتفاوت المسموح لها تستخدم للمراقبة والتحكم

58
العوامل المؤثرة على فقد الجودة
أ - عوامل محكومة Controllable Factors : هي عوامل يمكن التحكم فيها ومراقبتها مثل{اختيار المواد - سرعة القطع في عملية خراطة - درجة حرارة لقالب} ، وتقسم العوامل إلى مجموعتين:- عوامل محكومة من المستخدم أو المشغل: هي عوامل تستخدم لحمل اشارات لتنفيذ أداء معين ، ومثال ذلك { تحريك مقود التوجيه في السيارة - لف مقبض جهاز منظم الحرارة - ضغط ازرار تحكم للون او الصوت في جهاز التلفزيون}. عوامل محكومة من المصمم: هي عوامل يتحكم فيها في مرحلة تصميم المنتج أو عملية الإنتاج وتنقسم إلى ثلاث فئات: عوامل التشتت variability control factors : هي عوامل تؤثر على تباين وتغير قيمة الخاصية المرغوب فيها ، مثل {تزايد تآكل أداة القطع - تزايد المقاومة لترانزيستور في دائرة كهربائية} . عوامل الغرض target control factors : هي عوامل متعلقة بالغرض الوظيفي المطلوب ويمكن تعديلها مثل {نسبة التروس في آلية توجيه السيارة لزيادة حساسية الدوران} . عوامل حيادية neutral control factors : هي عوامل غير مؤثرة للأداء الأساسي أو التغير. .ب - عوامل غير محكومة Uncontrollable Factors : هي عوامل تؤثر على مستوى خواص المنتج ومسئولة عن التباين والتشتت من القيمة أو الهدف المرغوب ، وهي تتمثل في العوامل التالية:- عوامل خارجية : هي متغيرات مثل تغير درجة الحرارة أو الرطوبة في صناعة الغزل. عوامل داخلية : وهي نتيجة عوامل عشوائية مثل تقادم المواد وضعف مقاومتها أو تفاوت العملية الإنتاجية لتآكل أداة القطع. عوامل بين الأجزاء لمنتج : وتنج نتيجة التفاوت في العملية الصناعية لكل منها.

59
ضبط الجودة Quality Control
ا- تعريف ضبط الجودة : ضبط الجودة هي إجراءات المراقبة لخصائص وصفات المواد الأولية وعملية الإنتاج والمنتج النهائي للتأكد من توافقها وتطابقها مع المواصفات المحددة بهدف التحسين. مقارنة التطابق فحص مستوى الجودة بيانات المواصفات مطابقة إجراء تصحيحي غير مطابقة 2- مزايا ضبط الجودة : هو تحسين الجودة زيادة المنافسة وحصة السوق زيادة الربحية تقليل العيوب تقليل تكلفة رفع الإنتاجية

60
خطوات برنامج ضبط الجودة
هناك خمس خطوات أساسية كما في الشكل :- 5- مقارنة توافق الخصائص وتقييم النتائج وتحديد المسببات 1- تحديد ومراجعة المواصفات المطلوبة للتحقق من تكاملها ووضوحها 2- تحليل عمليات الإنتاج: التعرف علي أساليب الإنتاج ومسار المواد خلالها تحديد المواصفات وإجراءات الإعداد والضبط والتنفيذ 3- الفحص والتفتيش: تعيين طرق القياس وإجراء الاختبارات 4- جمع وتحليل بيانات الفحص في خرائط الرقابة.

61
سياسة ضبط الجودة القياس - الفحص
سياسة ضبط الجودة القياس - الفحص هناك اتجاهان لأداء المراقبة لتأكيد الجودة هما: أ - تأكيد الجودة مبنية على التفتيش لتوقعات المطابقة: نشاط العملية مواد/معدات/عمالة/طرق التفتيش خردة/تصحيح مطابقة تعديل عناصر الإنتاج ب - تأكيد الجودة مبنية على المراقبة الإحصائية لمنع الخطأ: عناصر الإنتاج مواد/معدات/عمالة/طرق نشاط العملية SPC الإمكانيات مطابقة مراقبة و تعديل

62
التفتيش لضبط الجودة 1- تعريف: 2- معايير التفتيش : 3- أنشطة التفتيش:
هي الإجراءات لفحص الخصائص والصفات للتأكد من توافقها وتطابقها مع المواصفات المحددة من قبل مفتشين ذو خبرة. 2- معايير التفتيش : هناك معياريين للتفتيش عن خصائص المنتج هما: التفتيش للاستخدام : وهو التفتيش عن خصائص لمواصفات المنتج الوظيفية(مثل: الأداء/العمر/التبادلية). التفتيش للمستخدم : وهو التفتيش عن القبول والرضا عن المنتج بالرغم من عدم تأثيرها على وظيفة المنتج(مثل: المظهر/اللون). 3- أنشطة التفتيش: يشمل نشاط التفتيش التالي : مواد أولية. الإنتاج التجريبي بعد التعديل أو الإصلاح أو الإعداد. أثناء الإنتاج للأجزاء والمنتجات التجميعية الفرعية. المنتج النهائي.
. التفتيش للمستخدم : وهو التفتيش عن القبول والرضا عن المنتج بالرغم من عدم تأثيرها على وظيفة المنتج(مثل: المظهر/اللون). 3- أنشطة التفتيش: يشمل نشاط التفتيش التالي : مواد أولية. الإنتاج التجريبي بعد التعديل أو الإصلاح أو الإعداد. أثناء الإنتاج للأجزاء والمنتجات التجميعية الفرعية. المنتج النهائي.")
63
التفتيش لضبط الجودة 4- تصميم نشاط التفتيش :
تحديد طرق الفحص والقياس وأسلوب التفتيش عن المستويات الغير مقبولة قبل تراكمها. تعيين مواعيد وأزمنة التفتيش. تحديد مواضع التفتيش وأماكنه في منظومة الإنتاج. تحديد كمية وتكرار عمليات التفتيش. 5- إرشادات لتصميم طريقة التفتيش: نظرا لأن هذا النشاط لا يعطي قيمة مضافة مباشرة ولكن لارتباطه وعلاقته بالعمل الإنتاجي المعطي لقيمة مضافة في كل عملية من عملياته ، فأنه توضع إرشادات عن طريقة التصميم للمواعيد وأماكنه وتكراره وفقا لاقتصاديات التكلفة بحيث تكون تكلفة التفتيش أقل من تكلفة فاقد المنتج. ويقترح أزمنة وأمكنة الفحص التالية:- - عند شراء مواد أولية - قبل العمليات المكلفة أو لا يمكن استعادتها - عند اكتمال المنتج - قبل العمل المحتوي على عيوب خفية - عند الشحن للعملاء - قبل تخزين أصناف ذات قيمة عالية

64
أساسيات الفحص العينات. 100% فحص يدوي. الفحص الاتوماتيكي.
فحص (off-line) و (on-line). الفحص النهائي و الفحص الموزع.
 و (on-line). الفحص النهائي و الفحص الموزع.")
65
الفحص عن طريق عينات - عينة الفحص Inspection Sample :
- طرق أخذ العينات Sampling techniques : - منحني خصائص عملية الإنتاج (Operating Characteristic Curve (OC: - أنواع العينات Sampling Types : - خطط العينات Sampling Plans :

66
4- ب - الهدف من قبول عينات الفحص
- متى تستعمل العينات ؟ تستعل عينات الفحص بدلا من الفحص الكامل للحالات التالية :- حالة الاختبارات المتلفة. حالة التكاليف المرتفعة. حالة اطالة زمن الإنتاج بسبب طول زمن الفحص. حالة وجود عيوب وأخطاء كثيرة في طرق الفحص - مقارنة اقتصادية لنوع اختيار عملية الفحص : حيث أن : N = عدد وحدات الكمية المحددة للإنتاج Production Lot n = عدد الوحدات في العينة المختارة p = نسبة المعيبات في الكمية المحددة للإنتاج A = تكلفة حدوث التلف I = تكلفة الفحص للوحدة الواحدة Pa = احتمالية قبول الكمية المحددة للإنتاج بأسلوب العينات الاختيار التكلفة عدم فحص المنتج الفحص بالعينات الفحص الكلي 100%

67
الاستخدام التكاملي لخرائط الجودة وقبول العينات
UL LL CL خرائط الرقابة SPC تفضيل العملاء لأسلوب قبول العينات لأسلوب خرائط الجودة مدخلات عمليات إنتاج الموردين داخل حدود التفاوت خارج حدود التفاوت مخرجات نشاط عملية الإنتاج عمليات الإنتاج داخل حدود التفاوت خارج حدود التفاوت خطة العينة SP OC D%

68
أسس استخدام عينات الفحص
- عينة الفحص : يجب أن تكون العينة ممثلة للكمية المحددة للإنتاج والكمية الإجمالية للمنتج بحيث يراعى التالي:- عدم تغير أسلوب تنفيذ عملية الإنتاج ( عمالة / ظروف التشغيل/ المادة / الإعداد والتجهيز للآلة ). ـمثل الإنتاج خلال فترة زمنية واحدة. - طرق أخذ العينة : استخدام الأساليب العشوائية المتعارف لإيجاد طريقة أخذ العينة ليكون قرار قبول ورفض العينة مبنيا على حسابات الاحتمالات الإحصائية. - التعرف على نوع الخطأ: هناك نوعان من الأخطاء ناشئة من استخدام أسلوب فحص العينات وهي:- نوع الخطأ أو الخطأ : هو رفض الكلية الإجمالية للمنتجات على الرغم من أن هذه الكمية سليمة { خسارة المصنع أو مقدم الخدمة}. نوع الخطأ أو الخطأ : هو قبول الكلية الإجمالية للمنتجات على الرغم من أن هذه الكمية غير سليمة { خسارة العميل أو المورد}.
. ـمثل الإنتاج خلال فترة زمنية واحدة. - طرق أخذ العينة : استخدام الأساليب العشوائية المتعارف لإيجاد طريقة أخذ العينة ليكون قرار قبول ورفض العينة مبنيا على حسابات الاحتمالات الإحصائية. - التعرف على نوع الخطأ: هناك نوعان من الأخطاء ناشئة من استخدام أسلوب فحص العينات وهي:- نوع الخطأ أو الخطأ : هو رفض الكلية الإجمالية للمنتجات على الرغم من أن هذه الكمية سليمة { خسارة المصنع أو مقدم الخدمة}. نوع الخطأ أو الخطأ : هو قبول الكلية الإجمالية للمنتجات على الرغم من أن هذه الكمية غير سليمة { خسارة العميل أو المورد}.")
69
الطرق العشوائية لأخذ عينات الفحص
1- الطريقة البسيطة لأخذ عينات عشوائية Simple Random Sampling : أكثر الطرق استخداما. جدول الأرقام العشوائية 1 2 3 4 10 5 6 7 9 8 11 12 15 16 14 13 17 18 19 36 20 35 34 33 24 28 32 40 44 48 9 15 29 4 12 11 24 7 1- الطريقة النظامية لأخذ عينات عشوائية : تعتمد على خطة محددة وجدول معين ومثال ذلك أخذ عينة بعد كل من (ن) قطعة لعملية إنتاج مستمرة ، وهي سهلة في أخذ العينة ولكن قد تسبب أنواع من الانحراف الدوري لنتائج عملية الإنتاج. 1 2 3
 قطعة لعملية إنتاج مستمرة ، وهي سهلة في أخذ العينة ولكن قد تسبب أنواع من الانحراف الدوري لنتائج عملية الإنتاج")
70
الطرق العشوائية لأخذ عينات الفحص
3- الطريقة العنقودية لأخذ عينات عشوائية Cluster Random Sampling : تؤخذ عينات من صناديق حيث كل منها يحتوي على مجموعة من الأجزاء. ومثال ذلك هو أن المطلوب عينة من 80 جزء من مجموعة صناديق يحتوي كل منها على 100 جزء. 9 15 29 4 12 11 24 7 1 2 3 4 10 5 6 7 9 8 11 12 15 16 14 13 17 18 19 24 20 23 22 21 28 32 40 44 48 اختيار 8 صناديق يؤخذ من كل صندوق 10 أجزاء - الاعتبارات المطلوبة عند أخذ القرار : أخذ عينة مبكرة لمعرفة حدود المشغل لعملية الإنتاج. أخذ العينة من المصدر مباشرة وفي تتابع حسب ترتيب العمليات لخفض التغيرات التي تحدث للعينة. اختيار عينات مختلفة لمصادر التغيرات المختلفة. اعتماد الخصائص التاريخية لعملية الإنتاج لايجاد معدل تكرار العينة ، فمثلا يكون معدل تكرار العينة كبير أي على فترات متقاربة في حالة خروج عملية الإنتاج عن التفاوت المسموح بصورة دائمة.

71
منحنى خصائص عملية الإنتاج
p 1.0 0.8 0.6 0.4 0.2 n,c 1- الصيغة العامة لمنحنى خصائص عملية الإنتاج : = احتمال وجود وحدات معيبة بالكمية الإجمالية = احتمال قبول الكمية الإجمالية (d أقل من c ) n = حجم العينة p = جزئية حقيقية لوحدات معيبة بالكمية المحددة للإنتاج d = وحدات معيبة بالكمية الإجمالية للإنتاج c = العدد المقبول للوحدات المعيبة - مثال : إذا كانت جزئية الوحدات المعيبة p=.01 وحجم العينة n=89 والعدد المقبول للوحدات المعيبة c=2 فإن Pa =
 n = حجم العينة. p = جزئية حقيقية لوحدات معيبة بالكمية المحددة للإنتاج. d = وحدات معيبة بالكمية الإجمالية للإنتاج. c = العدد المقبول للوحدات المعيبة. - مثال : إذا كانت جزئية الوحدات المعيبة p=.01 وحجم العينة n=89 والعدد المقبول للوحدات المعيبة c=2 فإن Pa =")
72
مفاهيم عامة لمنحنى خصائص عملية الإنتاج
1- استخدام المنحنى : لكل خطة عينات منحنى خاص بها متوافق مع الخطة ويعتمد على حجم العينة ( n ) والعدد المقبول للوحدات المعيبة ( c ). يمكن استخدام المنحنى لحساب احتمالات وجود الخطأ (I) أو الخطأ (II). 3- العوامل المؤثرة على المنحنى : حجم العينة ( n ) والعدد المقبول للوحدات المعيبة ( c ) وعدد الوحدات المرفوضة للمعيبات في الكمية الإجمالية. العدد العدد حجم خطة المرفوض المقبول العينة العينة A B C 1- منحنى A مقعر للعدد المقبول ( c ) = صفر 2- منحنى B يزيد احتمال القبول للقيم الصغيرة بزيادة للعدد المقبول (c ) 3- منحنى C يقترب للمنحنى المثالي بزيادة للعدد المقبول ( c ) وحجم العينة ( n ) p 1. .8 .6 .4 .2 A B C 2- المنحنى المثالي : وهو المنحنى عند خلو عملية الفحص من الأخطاء تماما p 1.0 0.8 0.6 0.4 0.2 n,c
 والعدد المقبول للوحدات المعيبة ( c ). يمكن استخدام المنحنى لحساب احتمالات وجود الخطأ (I) أو الخطأ (II). 3- العوامل المؤثرة على المنحنى : حجم العينة ( n ) والعدد المقبول للوحدات المعيبة ( c ) وعدد الوحدات المرفوضة للمعيبات في الكمية الإجمالية. العدد العدد حجم خطة. المرفوض المقبول العينة العينة. A B C منحنى A مقعر للعدد المقبول ( c ) = صفر. 2- منحنى B يزيد احتمال القبول للقيم الصغيرة. بزيادة للعدد المقبول (c ) 3- منحنى C يقترب للمنحنى المثالي. بزيادة للعدد المقبول ( c ) وحجم العينة ( n ) p A. B. C. 2- المنحنى المثالي : وهو المنحنى عند خلو عملية الفحص من الأخطاء تماما. p n,c.")
73
مؤشرات الجودة لخطط قبول العينات
الجزئية الحقيقية للوحدات المعيبة في الكمية الإجمالية p 1.0 0.5 0.0 AQL IQL LQL n,c احتمالات القبول Pa - مؤشرات المنحنى : مستوى الجودة المقبول AQL : يمثل الحد الأعلى لعدد الوحدات الغير متوافقة لكل مائة وحدة. مستوى الجودة المحدد LQL : يمثل الجودة غير المرضية ، ولها عدة مسميات كالنسبة المئوية للتفاوت للوحدات المعيبة في الكمية الإجمالية LTPD في خطط دودج-رومنج. مستوى الجودة الغير مهم IQL : يمثل مستوى بين الجودة المقبولة AQL والجودة المحدد LQL . مستوى حد الجودة المتدفق AOQL : يمثل العلاقة التقريبية بين الجزئية الحقيقية للوحدات المعيبة في الكمية الإجمالية قبل الفحص (P) والجزئية الحقيقية للوحدات المعيبة في الكمية المتبقية بعد الفحص (AOQ) . حيث:
 والجزئية الحقيقية للوحدات المعيبة في الكمية المتبقية بعد الفحص (AOQ) . حيث:")
74
أنواع العينات 1- العينة المفردة : تؤخذ عينة واحدة من الكمية الإجمالية المراد فحصها ، ويتم بناءا على نتيجة الفحص قبول أو رفض الكمية. 2- العينة المزدوجة: تؤخذ عينة مزدوجة حيث أن العدد الكلي للوحدات المعيبة في الكمية الإجمالية المراد فحصها c = c1 +c2 ، ويتم بناءا على نتيجة الفحص قبول أو رفض الكمية كالتالي:- فحص العينة الأولى المكونة من n1 وحدة عدد العينات المعيبة في العينة الثانية في العينة الأولى لاتزيد عنc1 تزيد عنc1 تزيد عن c1 وتقل عن c2 لاتزيد عنc2 تزيد عنc2 فحص العينة الثانية المكونة من n2 وحدة قبول الكمية الإجمالية عدم قبول الكمية الإجمالية 3- العينة الكثيرة: يتبع نفس أسلوب العينة المزدوجة لكن قرار القبول أو الرفض للكمية يبنى على أكثر من عينيتين متتاليتين. مثال: العدد المقبول العدد المرفوض حجم العينة التراكمي 4- العينة المتتالية: هي امتداد للعينة الكثيرة وبالتالي للعينة المزدوجة فتؤخذ عينة يتم فحصها ويتخذ قرار القبول أو الرفض للكمية أو القيم بفحص عينة أخرى.وهي كالتالي:

75
خطط العينات 1- خطة عينات الصفات : هناك خطة للأمور العسكرية MIL-STD-105E وخطة للأمور المدنية ANSI/ASQC Z وتطبق الخطة كالتالي: ج - الخطوة الثالثة : تطبيق قواعد تحويلية لاحكام أو تخفيف خطوات الخطة لتعطي كفاءة أكثر للخطة وفقا للشكل المرفق. البداية احكام تخفيف قبول 10 كميات لإنتاج محددة سابقة بواسطة : الوحدات المعيوبة الكلية أقل من عدد معين (اختياري). إنتاج مستقر. معتمد من المسؤول. عدم قبول كمية الإنتاج محددة ، أو قبول كمية الإنتاج محددة ولكن عدم التوافق للوحدات تقع بين عدد القبول Ac عدد الرفض Re في الخطة ، أو إنتاج غير مستقر ، أو حالات ضمان معينة. عادية عدم قبول ما بين كميات لإنتاج محددة متتالية قبول 5 كميات لإنتاج محددة متتالية 10 كميات لإنتاج محددة متتالية متقية على خطة الاحكام عدم استمرار التفتيش تحت Z1.4 ا - الخطوة الاولى : تحديد رمز خطة العينة بمعرفة حجم كمية الإنتاج المحددة ومستوى الفحص المطلوب من الجدول رقم (1) . مثال : حجم الكمية المحددة 200 ومستوى الفحص II يكون رمز خطة العينة G ب - الخطوة الثانية : تحديد حجم العينة في كمية الإنتاج المحددة والعدد المقبول والمرفوض الخاصة برمز خطة العينة G بمعرفة نوع العينات ( مفرد- مزدوج- ….) ومستوى الجودة المطلوبة AQL من الجدول رقم (2) . مثال : حجم العينة 32 من كمية إنتاج محددة 200 ، والعدد 2 وحدة معيوبة أو اقل لقبول الكمية - وعدد 3 وحدة معيوبة لرفض أو أكثر لرفض الكمية.
. إنتاج مستقر. معتمد من المسؤول. عدم قبول كمية الإنتاج محددة ، أو. قبول كمية الإنتاج محددة ولكن عدم التوافق للوحدات تقع بين عدد القبول Ac عدد الرفض Re في الخطة ، أو. إنتاج غير مستقر ، أو. حالات ضمان معينة. عادية. عدم قبول ما بين كميات لإنتاج محددة متتالية. قبول 5 كميات لإنتاج محددة متتالية. 10 كميات لإنتاج محددة متتالية متقية على خطة الاحكام. عدم استمرار التفتيش تحت Z1.4. ا - الخطوة الاولى : تحديد رمز خطة العينة بمعرفة حجم كمية الإنتاج المحددة ومستوى الفحص المطلوب من الجدول رقم (1) . مثال : حجم الكمية المحددة 200 ومستوى الفحص II يكون رمز خطة العينة G. ب - الخطوة الثانية : تحديد حجم العينة في كمية الإنتاج المحددة والعدد المقبول والمرفوض الخاصة برمز خطة العينة G بمعرفة نوع العينات ( مفرد- مزدوج- ….) ومستوى الجودة المطلوبة AQL من الجدول رقم (2) . مثال : حجم العينة 32 من كمية إنتاج محددة 200 ، والعدد 2 وحدة معيوبة أو اقل لقبول الكمية - وعدد 3 وحدة معيوبة لرفض أو أكثر لرفض الكمية.")
76
قياس رضا العملاء من لا يتمكن من القياس لا يتمكن من الادارة.
بيانات رضا العميل اشارة تحذير مبكر. مشاكل طرق التقليدية لقياس رضا العميل: عدم الكفاية والتأخر. لا تشمل معلومات عن المنافسين. لا تركز على أهم العملاء. تصمم على مستوى منخفض في المنشأة. لا تختبر الادوات قبل تطبيقها. رضا العميل = النتائج - التوقعات

77
خطوات تصميم ابحاث العملاء
تحديد الأهداف وكيفية استخدام الابحاث تحديد متطلبات الجودة تحديد الصيغة ماذا تقيس كيف تقيس تحديد اجراءات العينية تطوير الاسئلة اختبار الاسئلة والتحديث

78
عينات لاستبيانات قياس رضا العميل

Similar presentations