Download presentation
Presentation is loading. Please wait.

1
MATH408: Probability & Statistics Summer 1999 WEEKS 10 & 11 Dr. Srinivas R. Chakravarthy Professor of Mathematics and Statistics Kettering University (GMI Engineering & Management Institute) Flint, MI 48504-4898 Phone: 810.762.7906 Email: schakrav@kettering.edu Homepage: www.kettering.edu/~schakrav
 Flint, MI Phone: Homepage:")
2
DESIGN OF EXPERIMENTS Earlier we talked about the quality of a product and how statistics is used to continuously to improve the quality of a product. We saw a number of statistical methods to analyze the data and make interpretations.

3
DESIGN OF EXPERIMENTS (cont’d) One of the important tools of statistics that has been widely used in evaluating the quality of a product, identifying the sources that affect the quality, setting up the values of the parameters that will optimize the response variable, is the Design of Experiments. Designing an experiment is like designing a product. The purpose should be clearly defined to begin with. The experiment should be set up to answer a specific question or a set of questions.

4
WHAT IS A DESIGNED EXPERIMENT? Enables us to observe the behavior of a particular aspect of reality. Experimental design is an organized approach to the collection of information. In most practical problems, many variables influence the outcome of an experiment. Usually these interact in very complex ways. A good design allows for estimation and interpretation of these interactions.

5
DESIGNED EXPERIMENT (cont’d) An experimenter chooses certain factors and in a controlled environment varies these factors so as to observe the effects. No statistical tool can come to rescue data obtained from designs conducted haphazardly.

6
OBJECTIVES Maximize the amount of information Identify factors that –(a) affect the average response; –(b) affect the variability; –(c) do not contribute significantly. Identify the mathematical model relating the response to the factors. Identify “optimum” settings for the factors. CONFIRM the settings.

7
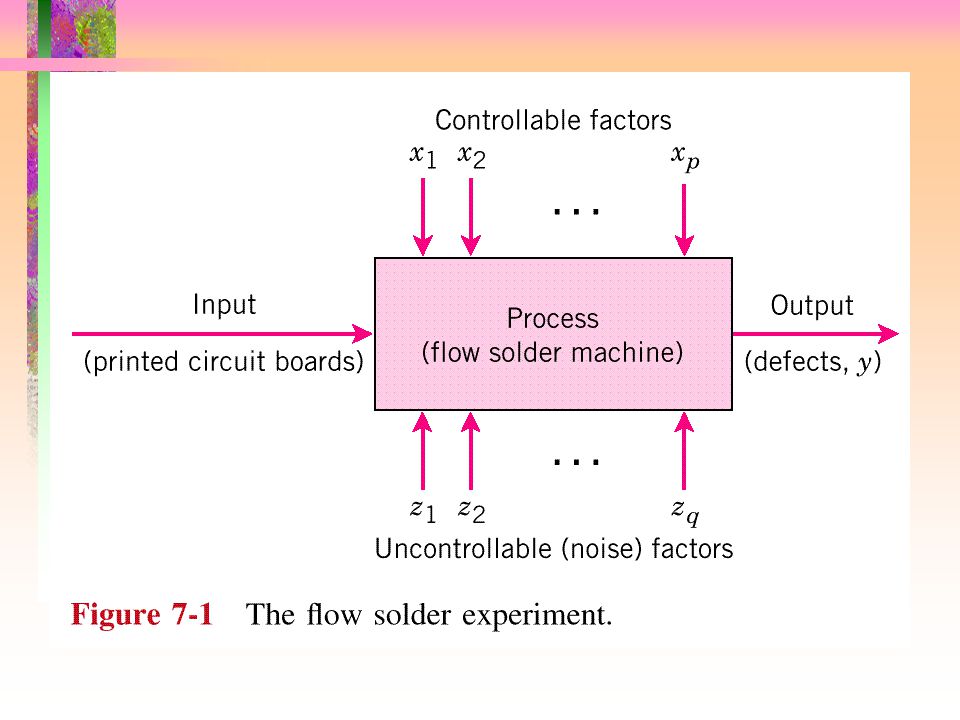
STARTING POINT OF DOE Consider the following scenario A process engineer in the manufacture of reinforced pet moldings using injection-molding process asks the following question: –We are manufacturing two different parts using two- cavity injection molds. –One part, the shaft, is molded in a 55% glass fiber reinforced PET polyester, while the other part, the tube is produced from a 45% fiber reinforced PET. –Both parts are end gated and we also know where the areas of failure during a physical testing for these two parts.

8
STARTING POINT OF DOE (cont’d) We want to find the optimum molding process. That is, what should be the levels of the factors: melt temperature, mold pressure, hold time, injection speed, and hold pressure that will optimize the strength of the reinforced pet moldings? Almost all DOE’s in practice start with such a statement.

9
MAJOR STEPS IN DOE Design of experiment (DOE) is an iterative decision- making process. Like any area of applied science, the steps involved in DOE can be grouped into three stages: analysis, synthesis, and evaluation. These phases are characterized as: Analysis: (a) Recognition of the problem; (b) formulating the experimental problem; (c) analysis of the experiment. Synthesis: (a) Designing the experimental model; (b) designing the analytical model. Evaluation: (a) Conducting the experiment; (b) Deriving solution(s) from the model; (c) Make appropriate conclusions and recommendations.
 Recognition of the problem; (b) formulating the experimental problem; (c) analysis of the experiment. Synthesis: (a) Designing the experimental model; (b) designing the analytical model. Evaluation: (a) Conducting the experiment; (b) Deriving solution(s) from the model; (c) Make appropriate conclusions and recommendations..")
10
Basic concepts in DOE Factor, level, treatment, effect, response, test run, interaction, blocking, confounding, experimental unit, replication, randomization, and covariate. Some of these were seen in our lecture on ANOVA. Block: A factor that has influence on the variability of the response variable. Randomization: This refers to assigning the experimental units randomly to treatments. Replication: This refers to the repetition of an experiment. This should be practiced in all experimental work in order to increase the precision.

11
Concepts in DOE (cont’d) Block: A group of homogeneous experimental units. Confounding: When one or more effects that cannot be unambiguously be attributed to a single factor or interaction. Covariate: An uncontrollable variable that influences the response but is unaffected by any other experimental factors. Covariates are not additional responses and hence their values are not affected by the factors in the experiment. Test run: Single combination of factor levels that yields an observation on the response.

12
SELECTION OF VARIABLES AND FACTORS Usually there will be only one response variable and the objective of the experiment will indicate the response variable. The response variable can be qualitative or quantitative. The selection of factors is a critical one and involves a detailed plan. At first all possible factors, irrespective whether they are practical to be measured or not, should be included in the experiment. A common approach is to use a cause-and-effect diagram (refer to Lecture 1 notes for details on this) listing all the factors.
 listing all the factors..")
13
ILLUSTRATIVE EXAMPLE A new brand of printing paper is being considered by a leading photographic company. The study will be focusing on the effects of various factors on the development time. So, the response variable for this is the development time. The experiment will consists of the following steps: –(i) a test negative will be placed on the glass top of a contact printer; –(ii) a sample of printing paper will be placed on top of the negative; –(iii) the light on the contact printer will be turned on for a specific amount of time; and –(iv) the printing paper will be placed on a developing tray until an image appears.
 a test negative will be placed on the glass top of a contact printer; –(ii) a sample of printing paper will be placed on top of the negative; –(iii) the light on the contact printer will be turned on for a specific amount of time; and –(iv) the printing paper will be placed on a developing tray until an image appears..")
14
EXAMPLE (cont’d) –The following factors are considered to play a role: (1) exposure time; (2) density of test negative; (3) temperature of the laboratory where the developing is done; (4) intensity of exposing light; (5) types of developer; (6) amount of developer; (7) grade of printing paper; (8) condition of printing paper; (9) voltage fluctuations during the experiment; (10) humidity; (11) number of times the developer will be used; (12) size of printing paper; and (13) operator. After careful study, the company decided to use three factors: exposure time, type of developer, and grade of printing paper in the experiment and the remaining factors are either controlled or made as experimental error.

15
DOE STRUCTURE The design of experiments refers to the structure of the experiment with reference to the set of treatments included the set of experimental units -the rules by which the treatments are assigned to the units - the measurements taken

16
DOE STRUCTURE (cont’d) For example if a teacher wishes to compare the relative merits of four teaching aids: text book only, text book and class notes, text book and lab manual, text book, lab manual and class notes. Treatments: four teaching aids Experimental units: participating students (or classes) Rules: Once the treatments and the experimental units are selected the rules are required for assigning the treatments to the experimental units.
 Rules: Once the treatments and the experimental units are selected the rules are required for assigning the treatments to the experimental units..")
17
RANDOMIZATION (Sir R. A. Fisher) Assigning the units randomly to treatments. This tends to eliminate the influence of external factors (or noise factors) not under the direct control of the experimenter; avoid any selection bias. Also the variation from these noise factors can bias the estimated effects. Hence in order to minimize this source of bias, randomization technique should be adopted in all experimental work.
 not under the direct control of the experimenter; avoid any selection bias. Also the variation from these noise factors can bias the estimated effects. Hence in order to minimize this source of bias, randomization technique should be adopted in all experimental work..")
18
REPLICATION (Sir R. A. Fisher) Repetition of an experiment. –For example if we have 3 treatments and 6 units, the assignment of 3 units at random to the 3 treatments constitute one replication and the assignment of the remaining 3 units to the 3 treatments constitute another replication of the experiment. Replication should be practiced in all DOE work. Also replication is used to assess the error mean square as well as to increase the precision.

19
SOME COMMON PROBLEMS IN DOE (a) experimental variation hides true factor effects; (b) uncontrolled factors compromise experimental conclusions; (c) one-factor-at-a-time designs will not give a true picture of many-factor experiments.
 experimental variation hides true factor effects; (b) uncontrolled factors compromise experimental conclusions; (c) one-factor-at-a-time designs will not give a true picture of many-factor experiments.")
21
COMMONLY USED DESIGNS Completely Randomized Designs (CRD) Randomized Block Designs (RBD) Latin Square Designs (LSD) 2 n Factorial Designs. Fractional Factorial Designs (including Taguchi’s orthogonal designs)
.")
22
Completely Randomized Design (CRD) This is the basic design. All other randomized designs stem from it by imposing restrictions upon the allocation of the treatments to the units. The units are assigned to treatments at random. Thus every unit chosen for the study has an equal chance of being assigned to any treatment. This is useful when the units are homogeneous. Most useful in laboratory techniques.

23
Advantages and Disadvantages of a CRD (1) it is felxible (2) its MSE has a larger degrees of freedom (3) it allows for missing observations (4) it has fewer assumptions Heterogeneous; # of treatments is large
 it is felxible (2) its MSE has a larger degrees of freedom (3) it allows for missing observations (4) it has fewer assumptions Heterogeneous; # of treatments is large")
24
ANALYSIS OF A CRD The analysis of single-factor studies that we discussed in ANOVA is applicable and there is no need to repeat the analysis here.

25
Randomized Block Design (RBD) When experimental units are heterogeneous to reduce experimental error variability we need to sort the units into homogeneous groups called blocks. The treatments are then randomly assigned within blocks. That is, randomization is restricted. This procedure is called BLOCKING. Since the development of RBD in 1925 this design has become very popular among all designs.

26
RBD (cont’d) As an example of this design, suppose that a company is considering buying one of 5 word processors for use in its offices. In order to study the average time for its employees to learn the word processors, if all have the same ability we could use a CRD. However this will be the case. We can sort the employees into blocks of 5 and assign randomly the 5 word processors for learning. If we had used a CRD any effect that should have been attributed to blocks would end up in the error term. By blocking we remove a source of variation from the error term.

27
Advantages and Disadvantages of a RBD (1) provides precise results with proper blocking (2) No need to have equal sample sizes (3) the analysis is simple (4) one can bring in more variability among the experimental units, which usually is the case in practice. (1) missing observations; (2) DF are not as large as with a CRD; (3) Need more assumptions.
 missing observations; (2) DF are not as large as with a CRD; (3) Need more assumptions..")
28
ANALYSIS OF A RBD The analysis of multi-factor studies that we discussed in ANOVA is applicable and there is no need to repeat the analysis here.

29
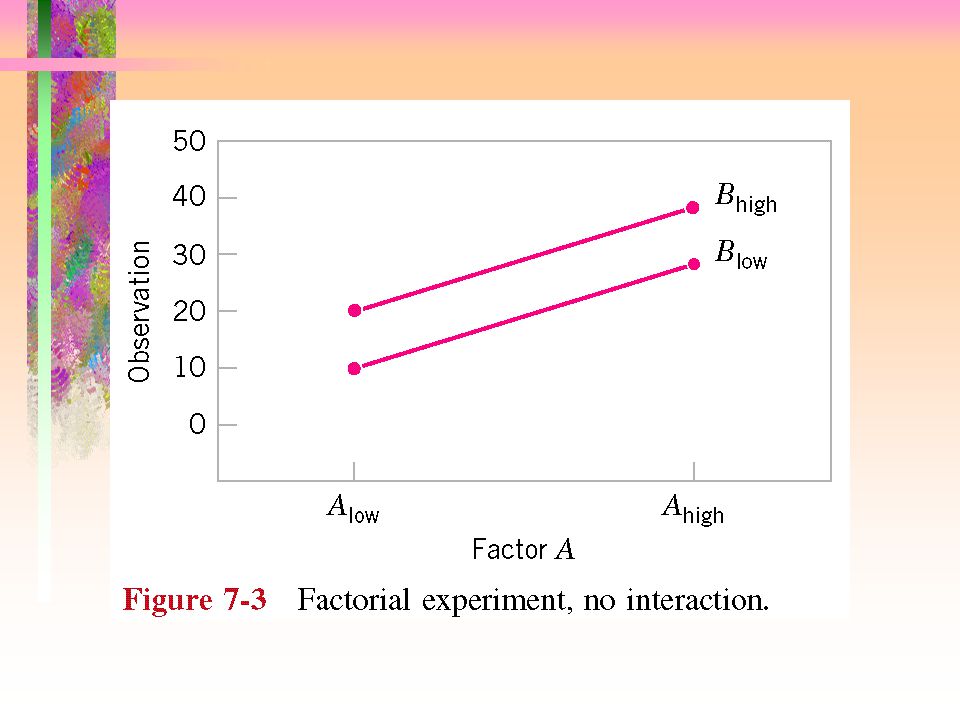
Effect of a factor -Change in response produced by a change in the level of that factor averaged over the levels of the other factor(s). -Magnitude and direction of factor effects are to be examined to see which are likely to be important.

30
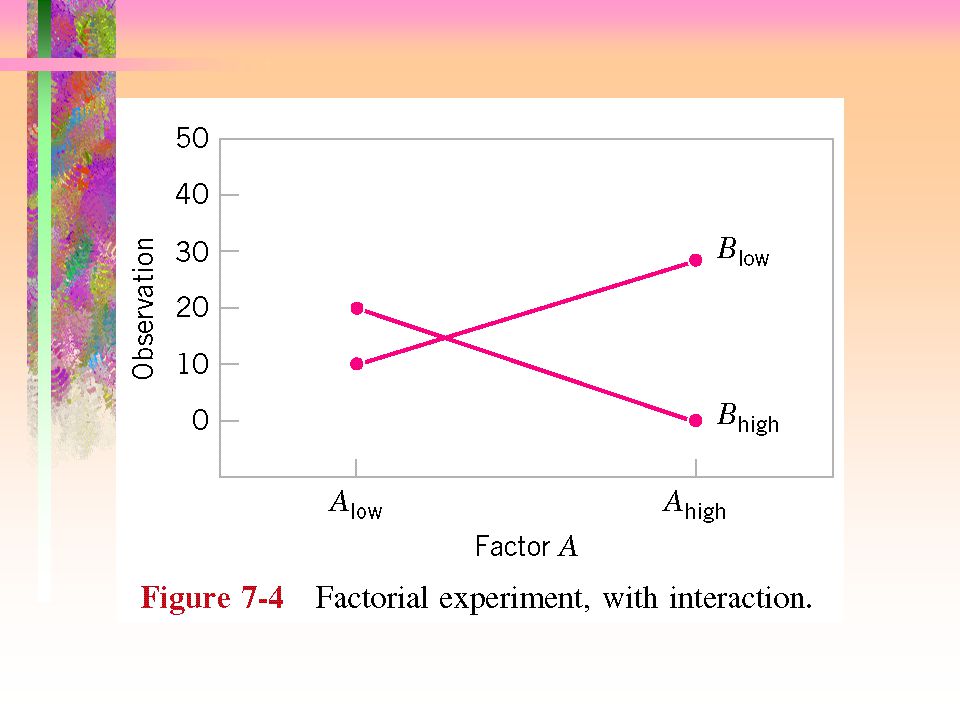
INTERACTION -Exists if the difference in response between the levels of one factor is not the same at all levels of the other factor(s). Calculated as the average difference between the effect of A at high level of B and the effect of A at the low level of B.

31
FACTORIAL DESIGNS

32
In 2 k design: All factor effects will have 1 d.f If there are n replicates, SS E will have (n-1)2 k d.f. Replicates are very important in testing for lack of fit If n=1, we have no estimate for error [Why?] Use higher order interactions to get an estimate. -Plot the estimates on a normal probability paper. All effects that are insignificant will fall on a line.

Similar presentations











 Designs KNNL – Chapters 21,27.1-2.>")



 Two way ANOVA without replication>")





. Objectives Define basic design of experiments (DOE) terminology. Apply DOE principles. Plan, organize, and evaluate.>")







 of experiments James M. Curran Department of Statistics, University of Auckland>")
