Download presentation
Presentation is loading. Please wait.

1
CNC TECHNOLOGY

2
INTRODUCTION TO CNC AND METAL CUTTING

3
HISTORY US Air Force commissioned MIT to develop the first "numerically controlled" machine in It was demonstrated in 1952. At first Computer Numeric Control machines were developed. Today, computer numerical control (CNC) machines are found almost everywhere, from small job shops in rural communities to companies in large urban areas.
 machines are found almost everywhere, from small job shops in rural communities to companies in large urban areas.")
4
DEFINITION In CNC (Computer Numerical Control), the instructions are stored as a program in a micro-computer attached to the machine. The computer will also handle much of the control logic of the machine, making it more adaptable than earlier hard-wired controllers.
, the instructions are stored as a program in a micro-computer attached to the machine. The computer will also handle much of the control logic of the machine, making it more adaptable than earlier hard-wired controllers.")
5
CNC APPLICATIONS Machining 2.5D / 3D Turning ~ Lathes, Turning Centre
Milling ~ Machining Centres Forming 2D Plasma and Laser Cutting Blanking, nibbling and punching 3D Rapid Prototyping

6
SAMPLE CNC MACHINES

7
CNC TURNING

8
CNC MILLING

9
CNC LASER CUTTING

10
CNC PLASMA CUTTING

11
CNC PRESS

12
CNC RAPID PROTOTYPING

13
INDUSTRIES MOST AFFECTED by CNC
Aerospace Machinery Electrical Fabrication Automotive Instrumentation Mold making

14
SAMPLE PRODUCTS OF CNC MANUFACTURING

15
AUTOMOTIVE INDUSTRY Engine Block

16
AUTOMOTIVE INDUSTRY(Cont’d) Different Products
 Different Products")
17
AEROSPACE INDUSTRY Aircraft Turbine Machined by 5-Axis CNC Milling Machine

18
CNC MOLD MAKING

19
ELECTRONIC INDUSTRY

20
RAPID PROTOTYPING PRODUCTS

21
ADVANTAGES OF CNC

22
Utilization of computers in manufacturing applications has proved to be one of the most significant advantages & developments over the last couple of decades in helping to improve the productivity and efficiency of manufacturing systems.

23
ADVANTAGES of CNC Productivity
Machine utilisation is increased because more time is spent cutting and less time is taken by positioning. Reduced setup time increases utilisation too.

24
PROFIT increases as COST decreases and as PRODUCTIVITY increases
PROFIT increases as COST decreases and as PRODUCTIVITY increases. PRODUCTIVITY through AUTOMATION

25
any means of helping the workers to perform their tasks more efficiently
AUTOMATION transfer of the skill of the operator to the machine

26
Transferred skill Results
muscle power engine driven machine tools First industrial revolution manipulating skill mechanization hard automation vision skill use of position transducers, cameras increase of accuracy, part recognition brain power cnc machines, industrial robots, soft automation, computer control of manufacturing systems second industrial revolution

27
EFFICIENCY OF MANUFACTURING
COST = COST OF MANUFACTURING AND COST OF MATERIAL HANDLING EFFICIENCY OF MANUFACTURING PRODUCTIVITY = AVERAGE OUTPUT PER MAN-HOUR PROFIT = INCOME - COST

28
ADVANTAGES of CNC Quality Parts are more accurate.
Parts are more repeatable. Less waste due to scrap.

29
ADVANTAGES of CNC Reduced inventory
Reduced setup time permits smaller economic batch quantities. Lower lead time allows lower stock levels. Lower stock levels reduce interest charges and working capital requirements.

30
ADVANTAGES of CNC Machining Complex shapes
Slide movements under computer control. Computer controller can calculate steps. First NC machine built 1951 at MIT for aircraft skin milling.

31
ADVANTAGES of CNC Management Control CNC leads to CAD Process planning
Production planning

32
DRAWBACKS of CNC High capital cost
Machine tools cost $30,000 - $1,500,000 Retraining and recruitment of staff New support facilities High maintenance requirements Not cost-effective for low-level production on simple parts As geometric complexity or volume increases CNC becomes more economical Maintenance personnel must have both mechanical and electronics expertise

33
FUNDAMENTAL OF METAL CUTTING

34
The metal cutting operations (also called machining) is one of the most important manufacturing processes in industry today (as it was yesterday).
 is one of the most important manufacturing processes in industry today (as it was yesterday).")
35
MACHINING IS THE REMOVAL OF MATERIALS IN FORMS OF CHIPS FROM THE WORKPIECE BY SHEARING WITH A SHARP TOOL.

36
The main function of a machine tool is to control the workpiece-cutting tool positional relationship in such a way as to achieve a desired geometric shape of the workpiece with sufficient dimensional accuracy.

37
Machine tool provides:
work holding tool holding relative motion between tool and workpiece primary motion secondary motion

38
between tool and workpiece
Primary motion Relative motion between tool and workpiece Secondary motion Cutting motion Feed motion Cutting speed Feed rate

39
CLASSIFICATION OF THE CHIP REMOVING METHODS ACCORDING TO THE RELATIVE MOTION

40
CLASSIFICATION OF MACHINE TOOLS
THOSE USING SINGLE POINT TOOLS THOSE USING MULTIPOINT TOOLS THOSE USING ABRASIVE TOOLS lathes shapers planers boring m/c’s etc. drilling m/c’s milling m/c’s broaching m/c’s hobbing m/c’s grinding m/c’s honing m/c’s

41
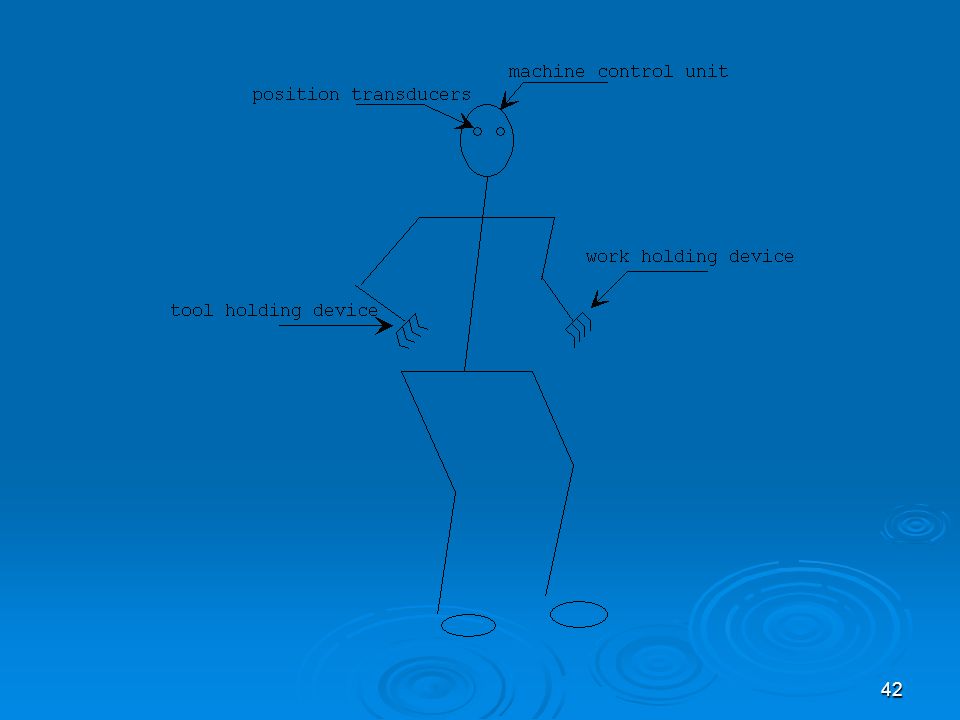
BASIC COMPONENTS OF CNC SYSTEMS

43
ISO MACHINE TOOL AXIS DEFINITION

44
ISO MACHINE TOOL AXES DEFINITIONS
AXIS MACHINE TOOL WITH SPINDLE MACHINE TOOL WITH NO SPINDLE Z axis of spindle, (+Z) as tool goes away from the work piece perpendicular to work holding surface, (+Z) as tool goes away from the workpiece MACHINE TOOL WITH ROTATING WORKPIECE MACHINE TOOL WITH ROTATING TOOL HORIZONTAL AXIS VERTICAL AXIS X radial and parallel to cross slide, (+X) when tool goes away from the axis of spindle horizontal and parallel to work holding surface, (+X) to the right when viewed from spindle towards work piece horizontal and parallel to the work holding surface, (+X) to the right when viewed from spindle towards column parallel to and positive in the principal direction of cutting (primary motion) Y apply right hand rules
 as tool goes away from the work piece. perpendicular to work holding surface, (+Z) as tool goes away from the workpiece. MACHINE TOOL WITH ROTATING WORKPIECE. MACHINE TOOL WITH ROTATING TOOL. HORIZONTAL AXIS. VERTICAL AXIS. X. radial and parallel to cross slide, (+X) when tool goes away from the axis of spindle. horizontal and parallel to work holding surface, (+X) to the right when viewed from spindle towards work piece. horizontal and parallel to the work holding surface, (+X) to the right when viewed from spindle towards column. parallel to and positive in the principal direction of cutting (primary motion) Y. apply right hand rules.")
45
RIGHT HAND RULE Vertical Machine Horizontal Machine

46
STANDARD LATHE COORDINATE SYSTEM

47
STANDARD MILLING MACHINE COORDINATE SYSTEM

48
NUMERICALLY CONTROLLED MACHINE TOOLS: An NC machine tool is functionally the same as a conventional machine tool. The technological capabilities NC machine tools in terms of machining are no different from those of conventional ones. The difference is in the way in which the various machine functions and slide movements are controlled.

49
The functions and motions such as; turning the spindle on and off setting cutting speeds setting feed rate turning coolant on and off moving tool with respect to workpiece are performed by Machine Control Unit (MCU) in NC machine tools.
 in NC machine tools.")
50
MACHINE TOOL AUTOMATION

51
CNC SYSTEM ELEMENTS A typical CNC system consists of the following six elements Part program Program input device Machine control unit Drive system Machine tool Feedback system

52
NC SYSTEM ELEMENTS

53
OPERATIONAL FEATURES of CNC MACHINES

54
PART PROGRAM A part program is a series of coded instructions required to produce a part. It controls the movement of the machine tool and the on/off control of auxiliary functions such as spindle rotation and coolant. The coded instructions are composed of letters, numbers and symbols and are arranged in a format of functional blocks as in the following example N10 G01 X5.0 Y2.5 F15.0 | | | | | | | | | Feed rate (15 in/min) | | | Y-coordinate (2.5") | | X-coordinate (5.0") | Linear interpolation mode Sequence number
 | | | Y-coordinate (2.5 ) | | X-coordinate (5.0 ) | Linear interpolation mode Sequence number.")
55
PROGRAM INPUT DEVICE The program input device is the mechanism for part programs to be entered into the CNC control. The most commonly used program input devices are keyboards, punched tape reader, diskette drivers, throgh RS 232 serial ports and networks.

56
MACHINE CONTROL UNIT The machine control unit (MCU) is the heart of a CNC system. It is used to perform the following functions: Read coded instructions Decode coded instructions Implement interpolations (linear, circular, and helical) to generate axis motion commands Feed axis motion commands to the amplifier circuits for driving the axis mechanisms Receive the feedback signals of position and speed for each drive axis Implement auxiliary control functions such as coolant or spindle on/off, and tool change
 to generate axis motion commands. Feed axis motion commands to the amplifier circuits for driving the axis mechanisms. Receive the feedback signals of position and speed for each drive axis. Implement auxiliary control functions such as coolant or spindle on/off, and tool change.")
57
TYPES of CNC CONTROL SYSTEMS
Open-loop control Closed-loop control

58
OPEN-LOOP CONTROL SYSTEM
In open-loop control system step motors are used Step motors are driven by electric pulses Every pulse rotates the motor spindle through a certain amount By counting the pulses, the amount of motion can be controlled No feedback signal for error correction Lower positioning accuracy

59
CLOSED-LOOP CONTROL SYSTEMS
In closed-loop control systems DC or AC motors are used Position transducers are used to generate position feedback signals for error correction Better accuracy can be achieved More expensive Suitable for large size machine tools

60
CONTROL Desired path (p, v, a) Path generator
3-axis position control (encoder feedback) Velocity control (tachometer feedback) Torque control (current feedback) Path generator Linear interpolation Circular interpolation Complex path interpolation (contouring)
 Velocity control (tachometer feedback) Torque control (current feedback) Path generator. Linear interpolation. Circular interpolation. Complex path interpolation (contouring)")
61
DRIVE SYSTEM A drive system consists of amplifier circuits, stepping motors or servomotors and ball lead-screws. The MCU feeds control signals (position and speed) of each axis to the amplifier circuits. The control signals are augmented to actuate stepping motors which in turn rotate the ball lead-screws to position the machine table.
 of each axis to the amplifier circuits. The control signals are augmented to actuate stepping motors which in turn rotate the ball lead-screws to position the machine table.")
62
STEPPING MOTORS A stepping motor provides open-loop, digital control of the position of a workpiece in a numerical control machine. The drive unit receives a direction input (cw or ccw) and pulse inputs. For each pulse it receives, the drive unit manipulates the motor voltage and current, causing the motor shaft to rotate bya fixed angle (one step). The lead screw converts the rotary motion of the motor shaft into linear motion of the workpiece .
 and pulse inputs. For each pulse it receives, the drive unit manipulates the motor voltage and current, causing the motor shaft to rotate bya fixed angle (one step). The lead screw converts the rotary motion of the motor shaft into linear motion of the workpiece .")
63
STEPPING MOTORS

64
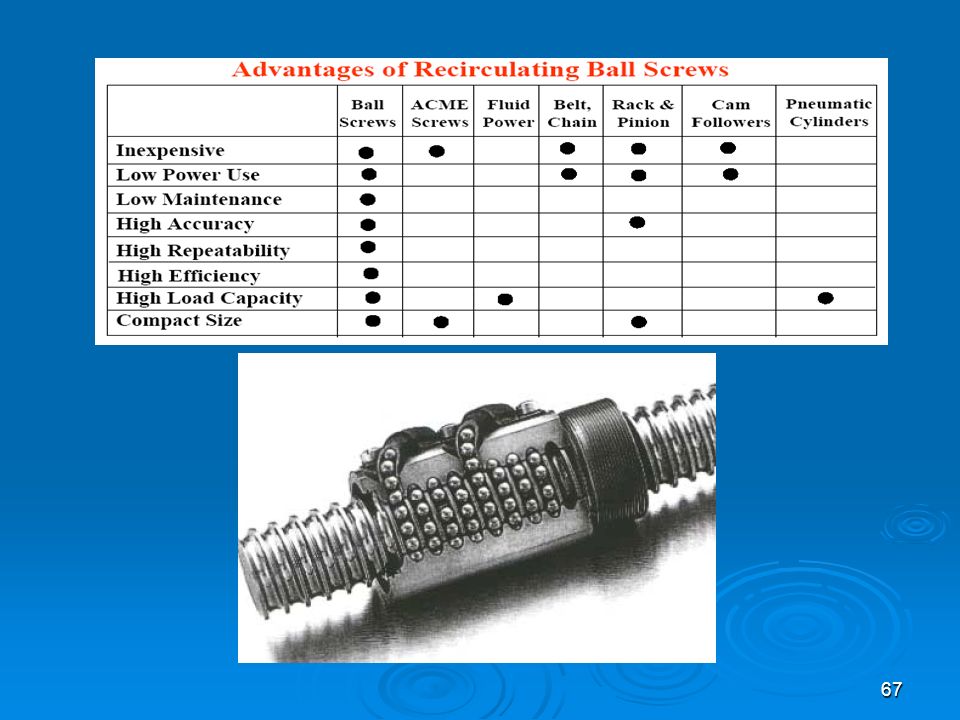
RECIRCULATING BALL SCREWS
Transform rotational motion of the motor into translational motion of the nut attached to the machine table.

65
RECIRCULATING BALL SCREWS
Accuracy of CNC machines depends on their rigid construction, care in manufacturing, and the use of ball screws to almost eliminate slop in the screws used to move portions of the machine.

66
COMPONENTS OF RECIRCULATING BALL SCREWS
Ball nut (anti-backlash) Ways Linear bearings
 Ways. Linear bearings.")
68
POSITIONING The positioning resolution of a ball screw drive mechanism is directly proportional to the smallest angle that the motor can turn. The smallest angle is controlled by the motor step size. Microsteps can be used to decrease the motor step size. CNC machines typically have resolutions of mm or better.

69
MACHINE TOOL CNC controls are used to control various types of machine tools. Regardless of which type of machine tool is controlled, it always has a slide table and a spindle to control of position and speed. The machine table is controlled in the X and Y axes, while the spindle runs along the Z axis.

70
FEEDBACK SYSTEM The feedback system is also referred to as the measuring system. It uses position and speed transducers to continuously monitor the position at which the cutting tool is located at any particular time. The MCU uses the difference between reference signals and feedback signals to generate the control signals for correcting position and speed errors.

71
CNC MACHINES FEEDBACK DEVICES

72
ENCODERS A device used to convert linear or rotational position information into an electrical output signal.

73
ENCODERS

74
INDUSTRIAL APPLICATIONS of ENCODERS

75
RESOLVERS A resolver is a rotary transformer that produces an output signal that is a function of the rotor position.

76
SERVOMOTOR with RESOLVER

77
DRIVE MOTORS DC servo motors AC servo motors Stepper motors
Hydraulic motors

78
POSITION FEEDBACK Incremental encoder Quadrature Absolute encoder
Resolver Tachometer No feedback (open loop)
")
79
POTENTIOMETERS

80
POTENTIOMETERS

81
CNC Programming Manual Computer-assisted CAD/CAM Write code directly
Draw cutter path CAD/CAM Draw the part Cutter path is generated

82
VELOCITY FEEDBACK Tachometers:
Electrical output is proportional to rate of angular rotation. Encoders, Resolvers, Potentiometers: Number of pulses per time is proportional to rate change of position.

83
CNC MACHINES CUTTING TOOLS (CUTTERS)
")
84
CNC CUTTERS Turning center cutters Machining center cutters

85
TURNING CENTER CUTTERS
Types of cutters used on CNC turning centers Carbides (and other hard materials) insert turning and boring tools Ceramics High Speed Steel (HSS) drills and taps
 insert turning and boring tools. Ceramics. High Speed Steel (HSS) drills and taps.")
86
STANDART INSERT SHAPES
V – used for profiling, weakest insert, 2 edges per side. D – somewhat stronger, used for profiling when the angle allows it, 2 edges per side. T – commonly used for turning because it has 3 edges per side. C – popular insert because the same holder can be used for turning and facing. 2 edges per side. W – newest shape. Can turn and face like the C, but 3 edges per side. S – Very strong, but mostly used for chamfering because it won’t cut a square shoulder. 4 edges per side. R – strongest insert but least commonly used.

87
TYPICAL TURNING, THREADING and PARTING TOOLS

88
MACHINING CENTER CUTTING TOOLS
Most machining centers use some form of HSS or carbide insert endmill as the basic cutting tool. Insert endmills cut many times faster than HSS, but the HSS endmills leave a better finish when side cutting.

89
MACHINING CENTER CUTTING TOOLS (cont’d)
Facemills flatten large surfaces quickly and with an excellent finish. Notice the engine block being finished in one pass with a large cutter.

90
MACHINING CENTER CUTTING TOOLS (cont’d)
Ball endmills (both HSS and insert) are used for a variety of profiling operations such as the mold shown in the picture. Slitting and side cutters are used when deep, narrow slots must be cut.
 are used for a variety of profiling operations such as the mold shown in the picture. Slitting and side cutters are used when deep, narrow slots must be cut.")
91
MACHINING CENTER CUTTING TOOLS (cont’d)
Drills, Taps, and Reamers Common HSS tools such as drills, taps, and reamers are commonly used on CNC machining centers. Note that a spot drill is used instead of a centerdrill. Also, spiral point or gun taps are used for through holes and spiral flute for blind holes. Rarely are hand taps used on a machining center.

92
TOOL HOLDERS All cutting tools must be held in a holder that fits in the spindle. These include end mill holders (shown), collet holders, face mill adapters, etc. Most machines in the USA use a CAT taper which is a modified NST 30, 40, or 50 taper that uses a pull stud and a groove in the flange. The machine pulls on the pull stud to hold the holder in the spindle, and the groove in the flange gives the automatic tool changer something to hold onto. HSK tool holders were designed a number of years ago as an improvement to CAT tapers, but they are gaining acceptance slowly.
, collet holders, face mill adapters, etc. Most machines in the USA use a CAT taper which is a modified NST 30, 40, or 50 taper that uses a pull stud and a groove in the flange. The machine pulls on the pull stud to hold the holder in the spindle, and the groove in the flange gives the automatic tool changer something to hold onto. HSK tool holders were designed a number of years ago as an improvement to CAT tapers, but they are gaining acceptance slowly.")
93
CNC PROGRAMMING

94
CNC PROGRAMMING Offline programming linked to CAD programs.
Conversational programming by the operator. MDI ~ Manual Data Input. Manual Control using jog buttons or `electronic handwheel'. Word-Address Coding using standard G-codes and M-codes.

95
Basics of NC Part Programming:
During secondary motion, either the tool moves relative to the workpiece or the workpiece moves relative to the tool. In NC programming, it is always assumed that the tool moves relative to the workpiece no matter what the real situation is.

96
The position of the tool is described by using a Cartesian coordinate system. If (0,0,0) position can be described by the operator, then it is called floating zero.
 position can be described by the operator, then it is called floating zero..")
97
In defining the motion of the tool from one point to another, either absolute positioning mode or incremental positioning mode can be used.

98
1. Absolute positioning. In this mode, the desired target position of the tool for a particular move is given relative to the origin point of the program. 2. Incremental positioning. In this mode, the next target position for the tool is given relative to the current tool position.

99
Structure of an NC Part Program:
Commands are input into the controller in units called blocks or statements. Block Format: 1. Fixed sequential format 2. Tab sequential format 3. Word address format

100
EXAMPLE: Assume that a drilling operation is to be programmed as:
1. The tool is positioned at (25.4,12.5,0) by a rapid movement. 2. The tool is then advanced -10 mm in the z direction at a feed rate of 500 mm/min., with the flood coolant on. 3.The is then retracted back 10 mm at the rapid feed rate, and the coolant is turned off.
 by a rapid movement. 2. The tool is then advanced -10 mm in the z direction at a feed rate of 500 mm/min., with the flood coolant on. 3.The is then retracted back 10 mm at the rapid feed rate, and the coolant is turned off.")
101
1. Fixed sequential format 2. Tab sequential format 0050 TAB 00 TAB TAB TAB TAB TAB 0060 TAB 01 TAB TAB TAB TAB 0500 TAB 08 0070 TAB 00 TAB TAB TAB TAB 0000 TAB 09 3. Word address format N50 G00 X25400 Y125 Z0 F0 N60 G01 Z F500 M08 N70 G00 Z0 M09

102
Modal commands: Commands issued in the NC program that will stay in effect until it is changed by some other command, like, feed rate selection, coolant selection, etc. Nonmodal commands: Commands that are effective only when issued and whose effects are lost for subsequent commands, like, a dwell command which instructs the tool to remain in a given configuration for a given amount of time.

103
CNC PROGRAMMING

104
INFORMATION NEEDED by a CNC
1. Preparatory Information: units, incremental or absolute positioning 2. Coordinates: X,Y,Z, RX,RY,RZ 3. Machining Parameters: Feed rate and spindle speed 4. Coolant Control: On/Off, Flood, Mist 5. Tool Control: Tool and tool parameters 6. Cycle Functions: Type of action required 7. Miscellaneous Control: Spindle on/off, direction of rotation, stops for part movement This information is conveyed to the machine through a set of instructions arranged in a desired sequence – Program.

105
BLOCK FORMAT Sample Block
N135 G01 X1.0 Y1.0 Z0.125 F5 Restrictions on CNC blocks Each may contain only one tool move Each may contain any number of non-tool move G-codes Each may contain only one feedrate Each may contain only one specified tool or spindle speed The block numbers should be sequential Both the program start flag and the program number must be independent of all other commands (on separate lines) The data within a block should follow the sequence shown in the above sample block
 The data within a block should follow the sequence shown in the above sample block.")
106
WORD-ADDRESS CODING Example CNC Program Each instruction to the machine consists of a letter followed by a number. Each letter is associated with a specific type of action or piece of information needed by the machine. N5 G90 G20 N10 M06 T3 N15 M03 S1250 N20 G00 X1 Y1 N25 Z0.1 N30 G01 Z F5 N35 X3 Y2 F10 N40 G00 Z1 N45 X0 Y0 N50 M05 N55 M30 Letters used in Codes N,G,X,Y,Z,A,B,C,I,J,K,F,S,T,R,M

107
G & M Codes G-codes: Preparatory Functions involve actual tool moves.
Example CNC Program G-codes: Preparatory Functions involve actual tool moves. M-codes: Miscellaneous Functions – involve actions necessary for machining (i.e. spindle on/off, coolant on/off). N5 G90 G20 N10 M06 T3 N15 M03 S1250 N20 G00 X1 Y1 N25 Z0.1 N30 G01 Z F5 N35 X3 Y2 F10 N40 G00 Z1 N45 X0 Y0 N50 M05 N55 M30
. N5 G90 G20. N10 M06 T3. N15 M03 S1250. N20 G00 X1 Y1. N25 Z0.1. N30 G01 Z F5. N35 X3 Y2 F10. N40 G00 Z1. N45 X0 Y0. N50 M05. N55 M30.")
108
G Codes G40 Cutter compensation – cancel
G00 Rapid traverse G01 Linear interpolation G02 Circular interpolation, CW G03 Circular interpolation, CCW G04 Dwell G08 Acceleration G09 Deceleration G17 X-Y Plane G18 Z-X Plane G19 Y-Z Plane G20 Inch Units (G70) G21 Metric Units (G71) G40 Cutter compensation – cancel G41 Cutter compensation – left G42 Cutter compensation- right G70 Inch format G71 Metric format G74 Full-circle programming off G75 Full-circle programming on G80 Fixed-cycle cancel G81-G89 Fixed cycles G90 Absolute dimensions G91 Incremental dimensions
 G21 Metric Units (G71) G40 Cutter compensation – cancel. G41 Cutter compensation – left. G42 Cutter compensation- right. G70 Inch format. G71 Metric format. G74 Full-circle programming off. G75 Full-circle programming on. G80 Fixed-cycle cancel. G81-G89 Fixed cycles. G90 Absolute dimensions. G91 Incremental dimensions.")
109
Modal G-Codes Most G-codes set the machine in a “mode” which stays in effect until it is changed or cancelled by another G-code. These commands are called “modal”.

110
Modal G-Code List G43 Tool length compensation (plus)
G00 Rapid Transverse G01 Linear Interpolation G02 Circular Interpolation, CW G03 Circular Interpolation, CCW G17 XY Plane G18 XZ Plane G19 YZ Plane G20/G70 Inch units G21/G71 Metric Units G40 Cutter compensation cancel G41 Cutter compensation left G42 Cutter compensation right G43 Tool length compensation (plus) G43 Tool length compensation (plus) G44 Tool length compensation (minus) G49 Tool length compensation cancel G80 Cancel canned cycles G81 Drilling cycle G82 Counter boring cycle G83 Deep hole drilling cycle G90 Absolute positioning G91 Incremental positioning
 G43 Tool length compensation (plus) G44 Tool length compensation (minus) G49 Tool length compensation cancel. G80 Cancel canned cycles. G81 Drilling cycle. G82 Counter boring cycle. G83 Deep hole drilling cycle. G90 Absolute positioning. G91 Incremental positioning.")
111
M Codes M00 Program stop M01 Optional program stop M02 Program end
M03 Spindle on clockwise M04 Spindle on counterclockwise M05 Spindle stop M06 Tool change M08 Coolant on M09 Coolant off M10 Clamps on M11 Clamps off M30 Program stop, reset to start

112
N Codes Gives an identifying number for each block of information.
It is generally good practice to increment each block number by 5 or 10 to allow additional blocks to be inserted if future changes are required.

113
X,Y, and Z Codes X, Y, and Z codes are used to specify the coordinate axis. Number following the code defines the coordinate at the end of the move relative to an incremental or absolute reference point.

114
I,J, and K Codes I, J, and K codes are used to specify the coordinate axis when defining the center of a circle. Number following the code defines the respective coordinate for the center of the circle.

115
F,S, and T Codes F-code: used to specify the feed rate
S-code: used to specify the spindle speed T-code: used to specify the tool identification number associated with the tool to be used in subsequent operations.

116
Application of Some Codes G01 Linear Interpolation
Format: N_ G01 X_ Y_ Z_ F_ Linear Interpolation results in a straight line feed move. Unless tool compensation is used, the coordinates are associated with the centerline of the tool.

117
Application of Some Codes G01 Linear Interpolation
. As an example, for the motion that occurs in x-y plane with the same maximum speed for the x- and y-axis, initial motion is at an angle of 45o to the axes until motion in one of the axes is completed and then the balance of the motion occurs in the other axis. This is called point-to-point motion.

118
Application of Some Codes G01 Linear Interpolation

119
Application of Some Codes G01 Linear Interpolation
G01 is another preparatory function to specify that the tool should be moved to a specified location along a straight line path. It is referred to as linear interpolation. This function is typically used to specify machining of straight features such as turning a cylindrical surface in turning, cutting a slot in milling, etc.

120
Application of Some Codes G01 Linear Interpolation

121
G01 Linear Interpolation
N10 G00 X1 Z1 N15 Z0.1 N20 G01 Z F5 N25 X2 Z2 F10 X Z

122
G02 Circular Interpolation
G02 is also a preparatory function to specify that the tool should be moved to a specified location along a circular path in a clockwise direction. In order to specify the path to the MCU, the end point of the arc and the location of the center of the arc should be specified. Within the block in which the G02 code is programmed, the center of the arc is given by specifying its location relative to the start of the arc.

123
G02 Circular Interpolation (CW)
The G02 command requires an endpoint and a radius in order to cut the arc. I,J, and K are relative to the start point. N_ G02 X2 Y1 I0 J-1 F10 or N_ G02 X2 Y1 R1

124
G02 Circular Interpolation (CW)
")
125
Canned Cycles The sequence of some machining operations is may be the same for any part and for any machine. For example, drilling a hole involves the following steps: Position the tool above the point where the hole will be drilled Set the correct spindle speed Feed the tool into the workpiece at a controlled feed rate to a predetermined depth Retract the tool at a rapid rate to just above the point where the hole started

126
Some Commonly Used Canned Cycle
Code Function Down feed At bottom Retraction G81 Drilling Continuous feed No action Rapid G82 Spot face, counterbore Dwell G83 Deep hole drilling Peck G84 Tapping Reverse spindle Feed rate G85 Through boring(in & out) G86 Through boring(in only) Stop spindle
 G86. Through boring(in only) Stop spindle.")
127
G81 ILLUSTRATION

128
Three Main parts of a CNC program
Part 1- Program Petup N5 G90 G21 (Absolute units, metric) N10 M06 T2 (Stop for tool change, use tool # 2) N15 M03 S1200 (Turn the spindle on CW to rpm)
 N10 M06 T2 (Stop for tool change, use tool # 2) N15 M03 S1200 (Turn the spindle on CW to 1200 rpm)")
129
Three Main parts of a CNC program
Part 2- Chip Removal N20 G00 X1 Y1 (Rapid to X1,Y1 from origin point) N25 Z (Rapid down to Z0.125) N30 G01 Z F100 (Feed down to Z at mm/min) N35 G01 X2 Y2 (Feed diagonally to X2,Y2) N40 G00 Z1 (Rapid up to Z1) N45 X0 Y0 (Rapid to X0,Y0)
 N25 Z0.125 (Rapid down to Z0.125) N30 G01 Z F100 (Feed down to Z at 100 mm/min) N35 G01 X2 Y2 (Feed diagonally to X2,Y2) N40 G00 Z1 (Rapid up to Z1) N45 X0 Y0 (Rapid to X0,Y0)")
130
Three Main parts of a CNC program
Part 3- System Shutdown N50 M05 (Turn the spindle off) N55 M00 (Program stop)
 N55 M00 (Program stop)")
131
EXAMPLE OPERATION on CNC MILLING MACHINE

132
G-CODE PROGRAM First pass : conventional mill to a depth of around edge profile. Tool 1 is a ½ inch dia. end mill. % :1002 N5 G90 G20 N10 M06 T1 N15 M03 S1200 N20 G00 X0.125 Y0.125 N30 Z0.125 N35 G01 Z F5 N40 X3.875 N45 Y4.125 N50 X0.125 N55 Y0.125

133
Second pass: conventional mill to a depth of 0.25 around edge profile.
N35 Z-0.250 N40 X3.875 N45 Y4.125 N50 X0.125 N55 Y0.125 N60 Z0.125

134
Third pass: conventional mill to a depth of 0
Third pass: conventional mill to a depth of around pocket profile. N65 G00 X1.25 Y1.0 N70 G01 Z F5 N75 X1.75 N80 Y2.5 N85 X1.25 N90 Y1.0 N95 Z0.125

135
Fourth pass: climb mill to a depth of 0.125 across remaining material.
N100 Y2.125 N105 X2.625 N110 Z0.125 N115 G00 X-5 Y-5 Z5 N120 M05 N125 M30

136
Advanced features: Execution of the part of the program in a rotated or mirrored position. Ability to scale the program and produce larger or smaller programs. Three dimensional circular interpolation which produces a helical shape. Parabolic and cubic interpolation.

137
Program Loading: Through keyboard Through punched tape reader Through diskette drive Through RS 232 serial port Through network interface card

138
Direct Numerical Control (DNC):
A system in which a central computer downloads the NC programs block by block to many NC machine tools simultaneously is called Direct Numerical Control (DNC) system.
 system.")
139
Direct Numerical Control (DNC):
This system used to work with the early NC machine tools which can not read more than a block of information at a time. The central computer feed the program information one block at a time. When the machine execute the information, the next block of information would be fed.

140
Distributed Numerical Control (DNC):
Distributed NC is known by the same acronym as Direct Numerical Control (DNC). After the introduction of CNC, the machine tools have had the capability of storing large amount of information. Therefore, there have been no need to have drip feed information system, like, Direct Numerical Control. Instead, Distributed Numerical Control is introduced. In such a system, a host computer communicate with many CNC machine tools via networks and download or upload programs.
. After the introduction of CNC, the machine tools have had the capability of storing large amount of information. Therefore, there have been no need to have drip feed information system, like, Direct Numerical Control. Instead, Distributed Numerical Control is introduced. In such a system, a host computer communicate with many CNC machine tools via networks and download or upload programs.")
141
Distributed Numerical Control (DNC):
With Distributed Numerical Control systems, it is possible to monitor the activities in individual CNC machine tools on host computer. Therefore, better shop floor control can be achieved.

142
Computer Aided Part Programming:
NC program preparation may be tedious and difficult if the part to be machined has a complex geometry. The main difficulty is to find out the cutter locations during the machining. Computers may be used to assist the programmers in preparing the NC codes.

143
Advantages of applying computer-aided part programming include the following:
1. It reduces the manual calculations involves in determining the geometric characteristics of the part. It provides the cutter path simulation. It provides tool collision checking. It shortens the program preparation time. It makes the program preparation easier.

144
The Aerospace Industries Association sponsored the work that led to the first part programming language, developed in MIT in 1955. This was called: Automatically Programmed Tools (APT). APT is an English like simple programming language which basically produce the Cutter Location (CL) data. Using the cutter location data, the program can generate the actual NC codes by using a postprocessor .
. APT is an English like simple programming language which basically produce the Cutter Location (CL) data. Using the cutter location data, the program can generate the actual NC codes by using a postprocessor .")
145
CAD/CAM Based Part Programming:
The output of any CAD package include the geometric data of the part to be machined. Therefore, many CAD/CAM package can produce cutter location (CL) data to be used for NC code generation. There is still to be a process planning module for a workable NC code generation. Some of the CAD/CAM packages that have the NC code generation capabilities are Computervision, CATIA, CADAM, ProEngineer, MechanicalDesktop (Auto Desk).
 data to be used for NC code generation. There is still to be a process planning module for a workable NC code generation. Some of the CAD/CAM packages that have the NC code generation capabilities are Computervision, CATIA, CADAM, ProEngineer, MechanicalDesktop (Auto Desk).")
Similar presentations















 Geometry (29%)>")


 Motion Controller Design for A Class of Second-order Systems Center for Self-Organizing Intelligent.>")
