Download presentation
Presentation is loading. Please wait.

1
Micro-Moulding of Polymers: Process and Product Assessments
Dr Ben Whiteside, Dr Mike Martyn, Prof Phil Coates, IRC in Polymer Engineering, University of Bradford, Bradford UK. P S Allan, G. Greenway and P Hornsby, Wolfson Centre for Materials Processing, Brunel University, Uxbridge, UK

2
Contents Micromoulding Results of studies at Bradford
Process technology Results of studies at Bradford Process dynamics Process interaction Product properties

3
Battenfeld Microsystem 50
Purpose built micro injection process Servo-electric injection Automatic parts handling Clean room filtration Modular A purpose designed machine – started with a blank piece of paper in terms of specking the machine – has several features

4
Battenfeld Microsystem 50
Hopper Metering Piston Extrusion screw Heated Regions Shut off valve Injection piston

5
Operation Cycle

6
The Data Acquisition Setup
Dynisco PCI 4011 Piezo load transducer J-type thermocouples Temposonics R series displacement transducer Dynisco PCI 4006 piezo load transducer

7
1 Process Measurement – Data Capture
Injection Pressure Cavity Pressure Ram Displacement Ram Velocity 3 Temperature Channels Max sampling rate ~ Hz

8
Mould temperature investigation

9
Hypothesis The high surface area to volume ratio of micro-moulded products allows rapid removal of heat from the product through the cavity wall Mould temperatures should be higher than those used in conventional IM to prevent premature solidification and part-filled products

10
Step plaque moulding Material: HAPEX (40% sintered hydroxyapatite HDPE matrix) Produced by IRC in Biomaterial Science Queen Mary and Westfield College, London

11
Cavity Pressure – Hapex, step plaque

12
Product Mass – Hapex, step plaque
0.12% variation

13
Mould temperature - conclusions
For products ~25mg recommended mould temperatures for standard injection moulding can be used with confidence for the Hapex material Further investigations to be performed at smaller length scales

14
High shear rate experiments

15
Calculated wall shear rates
0.1 x 0.1mm 0.2 x 0.2mm 0.5 x 0.5mm 1.0 x 1.0mm

16
Dynisco Pressure Transducer
In-process rheometry Dynisco Pressure Transducer 435-30M Capillary die inserts 0.5 x 8.0 mm 0.5 x 0.25 mm 1.0 x 16 mm 1.0 x 0.25 mm Thermocouple Measurements performed on a 30 tonne Cincinnatti Milacron servo-electric injection moulding machine with a custom rheometric nozzle

17
High-shear capillary rheometry test results

18
Shear heating effects Source: Anthony Bur, Steven Roth, NIST

19
‘Top Hat’ Cavity Large diameter = 1.0mm Small diameter = 0.5mm
Gate dimension 0.1 x 0.2mm Material BP Rigidex 5050 HDPE

20
Molecular weight measurement
Sample material taken from runner system and cavity Gel Permeation Chromatography (GPC) analysis performed by Rapra Technology Ltd on each sample to determine molecular weight distribution
 analysis performed by Rapra Technology Ltd on each sample to determine molecular weight distribution.")
21
Molecular weight distributions
Source: RAPRA UK

22
High shear investigation - conclusions
The process contains shear rates orders of magnitude higher than those encountered in conventional IM Viscosity curves behave predictably in this region Shear heating will be a factor Stable materials show no sign of degradation Temperature sensitive materials?

23
Surface feature replication

24
Surface feature replication
Plaque cavity 25 x 2.5 x 0.25 mm Fabricated using micro-milling technique Kern machine 0.2mm cutter at rpm. Left in an unpolished state.

25
Surface feature replication - gate
Cavity Product AFM scan size 75 µm x 75 µm Pitch of scroll marks ~ 6µm

26
Surface feature replication - gate
Cavity Product AFM scan size 75 µm x 75 µm

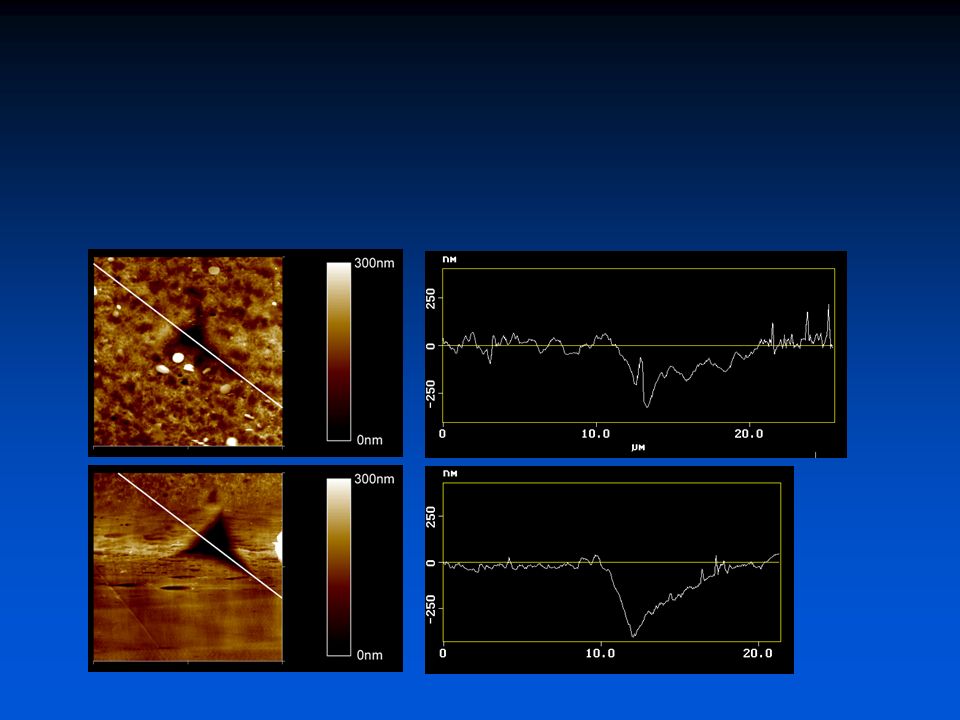
27
Surface feature replication -downstream
Cavity Product AFM scan size 75 µm x 75 µm Pitch of scroll marks ~ 6µm

28
Surface feature replication - comments
Mould features of the order of a few µm are accurately replicated on the product assuming pressure is sufficient Further work to be performed to investigate the limit to which a feature is adequately moulded on a product

29
Morphology Measurement
Surface following microtomy Surface following etching Component sectioned using glass-knife microtomy Surface is etched using potassium permanganate solution to produce representative surface Surface imaged using microscopic technique (TEM, AFM etc)
")
30
Morphology Measurements - Structure
Nano-indent Crystal Structure

31
Morphology Measurements – Spherulite size

32
Morphology Variation 800 µm Line of indents 25µm separation

35
Morphology Measurements – Amorphous layer

36
The Rondol Micro-Injection Compounder

37
The Rondol Micro-Injection Compounder

38
The Rondol Micro-Injection Compounder
Prism twin-screw extruder

39
The Rondol Micro-Injection Compounder
Advantages: Minimise residence time of polymer in plasticising screw Exposure to single heating/cooling cycle Positive displacement allows use of low viscosity materials

40
Operation

41
The Rondol Micro-Injection Compounder

42
Initial testing It works!
Able to process low molecular weight materials Dosing control can fluctuate Toggle clamp can result in flashing

43
Experimental Battenfeld Microsystem50 Stepped plaque cavity
60mg total shot mass HDPE 5050 Injection speed – 200, 400, 600 mm/s Screw speed 40revs/m Melt temp 200C Mould temp 50C

Similar presentations
















>")



