Download presentation
Presentation is loading. Please wait.

3
Overview AST Clean water technologies was requested to design and construct an Industrial Waste water Treatment Plant with a capacity of 35 m 3 /h in an Industrial plant processing metals and producing a ZLD- (zero liquid discharge) waste water out of the Plant, which is located in the northern part of Greece.
 waste water out of the Plant, which is located in the northern part of Greece.")
4
General Description The AST MF-RO technology consists of multiple treatment processes, involving: Degasification Chemical softening Micronics membrane filtration Cartridge filtration Reverse osmosis (RO) technologies. Sludge Dewatering systems The pretreatment processes ahead of the RO are designed to reduce the hardness, metals and suspended solids in the feed water. The RO process operates at an adjusted pH, which effectively controls biological, organic and particulate fouling, eliminates scaling due to silica, and increases the rejection of silica and boron.

5
Design Parameters The main parameters considered for the design of the plant were the following: –Source:Acidic pickling process stream –Maximum flow rate:35 m 3 /hr –Inlet TDS: ~35,000 ppm –Inlet pH at :~2.3÷2.5 –COD:~3150 mg/l –Fe:~4500 mg/l –SO 4 :~ 28500 mg/l –Hg, Tn, Al, Cn, ~ 50 ug/l –Turbidity:~150 NTU

6
System performance Guaranteed Parameters at outlet The system required guarantees water quality according to customer needs for reuse the water in the process for cooling Towers and general water reuse: ParameterValue Ferric< 0.3 mg/l TDS< 150 mg/l Heavy metals (Cn,Ag,Tn, Fe) < 0.2 mg/l COD< 150 mg/l Chloride< 90 mg/l Turbidity< 0.1 NTU Recovery Rate90-91%!!
 < 0.2 mg/l COD< 150 mg/l Chloride< 90 mg/l Turbidity< 0.1 NTU Recovery Rate90-91%!!")
7
The following processes steps where used: 1.Feed water pumping station – There are two pumps of 35 m 3 /h each which pump the water to the plant (one as a standby pump). 2. AOP Kit & oxidizer dosing station OH - – ASTs patented AOP Sonic reactors and catalyst uses 35% H 2 O 2 dosing unit and by transferring OH - radicals reduces the COD. This kit follows an AST dosing kit optimize COD elimination & coagulation. The unit includes a pH analyzer, a dosing pump, reaction tank and a settling tank.patented AOP 3. Chemical pretreatment process – ASTs set of Chemical conditioning tanks and lime addition allow precipitation of heavy metals and sulfate. This stream is treated with Filter press to reduce the sludge from the settling process Process Description

8
4. Filter Press –High efficiency filter press unit. –PP Recessed type filter. –Chambers Press size 1,000 mm X 1,000 mm –Cambers Plates: 60 units installed –Expandable to 70 Chambers –Holds 5%-7% solids. 5. Sulfate Reduction kit –The treated stream next process reduces Includes 2 agitated tanks and a settling tank –High efficiency chemical catalist process. –Eliminate about 98% of Sulfate within the water. –SO 4 -2 after this stage is below 100ppm (from ~28,000ppm) –Re Carbonation kit reduce TDS of the waste stream to less then <1,000 ppm. Process Description
 –Re Carbonation kit reduce TDS of the waste stream to less then <1,000 ppm. Process Description.")
9
6. Pre-filtration station – ASTs unique MF Tubular membrane system filtration battery with PP & PVDF membranes produces a filtrate at the grade of 0.1 µm. – This stage removes particles such as silt and metal hydroxides which are larger than 0.1 µm. This improves the performance of the media filtration stage. These tubular filters are automatically back washed using filtered water to allow continuous filtration of high quality low SDI Water downstream. – Reduce suspended solids by 98-99%. 7. Active carbon granular filtration unit – SS316 filtration column Unit. – Includes a high efficiency steam regeneration kit. – ORP Measurement and controller. Process Description

10
8. Antiscalant dosing station – Special type polymer for High Silica levels is delivered Via a Dosing unit in order to eliminate participation on the membrane surface i.e. particles and thereby optimize the membrane filtration. 9. Reverse Osmosis kit AST stage I – BWRO with special type LOW fouling RO membranes desalinate the stream at <85% recovery and allow high Quality permeate - < 100 Ms. 10. RO Kit Brine reduction unit – High Pressure RO Kit reduce Brine volume to min. – Brine is send to MVR evaporator to reduce Brine stream from ~1 m3\hr to solid waste Process Description

11
11. Evaporator unit –SS316 evaporator Unit. –Crystallize the remaining dissolved solids within the brine stream of the RO. –Complete a 95% recovery for the entire system!. 12. Treated water pumping station –Two pumps supply treated water to consumers. These pumps are equipped with frequency converters in order to homogenize the pressure at different flow rates. The unit also includes backwash pump for the media filters during the regeneration stage. 13. Chemical tank farm –Includes: CLO 2 1% storage tank (including agitator), Lime unit storage tank, storage tank. All the tanks are equipped with leakage reservoirs (125% over capacity) and set of level indicators. 14. Operation and Control –The entire system is fully automatic and controlled by a state of the art programmable controller –The system is extendable up to a 50 m 3 /hr by adding one more Membranes Stack & set of the mechanical filtration stage. – Process Description
, Lime unit storage tank, storage tank. All the tanks are equipped with leakage reservoirs (125% over capacity) and set of level indicators. 14. Operation and Control –The entire system is fully automatic and controlled by a state of the art programmable controller –The system is extendable up to a 50 m 3 /hr by adding one more Membranes Stack & set of the mechanical filtration stage. – Process Description.")
12
System Layout

13
P&ID Description

14
Chemicals pretreatment

15
Filter Press

16
Chemical Storage Tank and Dosing Pumps

17
MF Tubular Filtration Kit

18
BWRO Membrane Filtration Section

19
Control Room

20
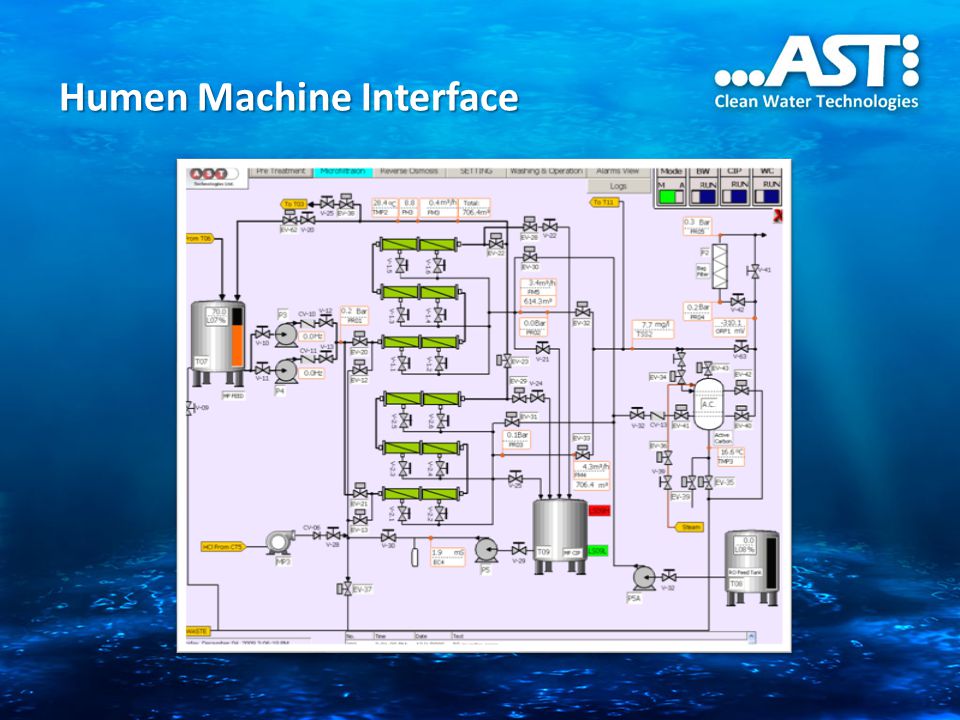
Humen Machine Interface

23
VISIT US: www.ast-water.com

Similar presentations










, Red (Ferric), & Bacteria Related.>")











