Download presentation
Presentation is loading. Please wait.

1
LaRisa Sergent Jeff Sorenson University of Oklahoma School of Chemical, Biological, and Materials Engineering April 29 th, 2008

2
Systematic inspection, detection, and correction of failures either before they occur or before they develop into major defects. Preventative maintenance (PM) - tests, measurements, adjustments, and parts replacements which prevent faults from occurring. Corrective maintenance (CM) - care and servicing of failed or damaged equipment to return to satisfactory operating condition.
 - tests, measurements, adjustments, and parts replacements which prevent faults from occurring. Corrective maintenance (CM) - care and servicing of failed or damaged equipment to return to satisfactory operating condition..")
3
Favors constant preventative maintenance. Economic trade-offs Cost of labor Loss of product Replacement costs Downtime for PM How much preventative maintenance is economically optimal? 30%-50% of a plants operating budget Goals of maintenance scheduling maximize safety minimize total cost

4
Parameters to be manipulated Spare parts policy Frequency of preventative maintenance Labor resources Objective function to be minimized: Total maintenance costs (PM + CM) Total economic loss
 Total economic loss")
5
PM takes place on regular intervals (fraction of MTBF) Time to complete diagnosis of failure negligible All workers perform every maintenance task Equipment failures prioritized by severity Emergencies take precedence over scheduled maintenance Parts not on hand arrive in no more than a week Repaired equipment is deemed as good as new
 Time to complete diagnosis of failure negligible All workers perform every maintenance task Equipment failures prioritized by severity Emergencies take precedence over scheduled maintenance Parts not on hand arrive in no more than a week Repaired equipment is deemed as good as new")
6
Samples failure rate of the equipment and the probability of each failure mode (i.e. electrical, mechanical, etc.) Associated cost of each failure is calculated Man hours are assigned first to each needed CM, then to scheduled PM When the man hours for the week are expended, no more maintenance takes place Average total cost is determined for a large number of samples (10,000)
 Associated cost of each failure is calculated Man hours are assigned first to each needed CM, then to scheduled PM When the man hours for the week are expended, no more maintenance takes place Average total cost is determined for a large number of samples (10,000).")
7
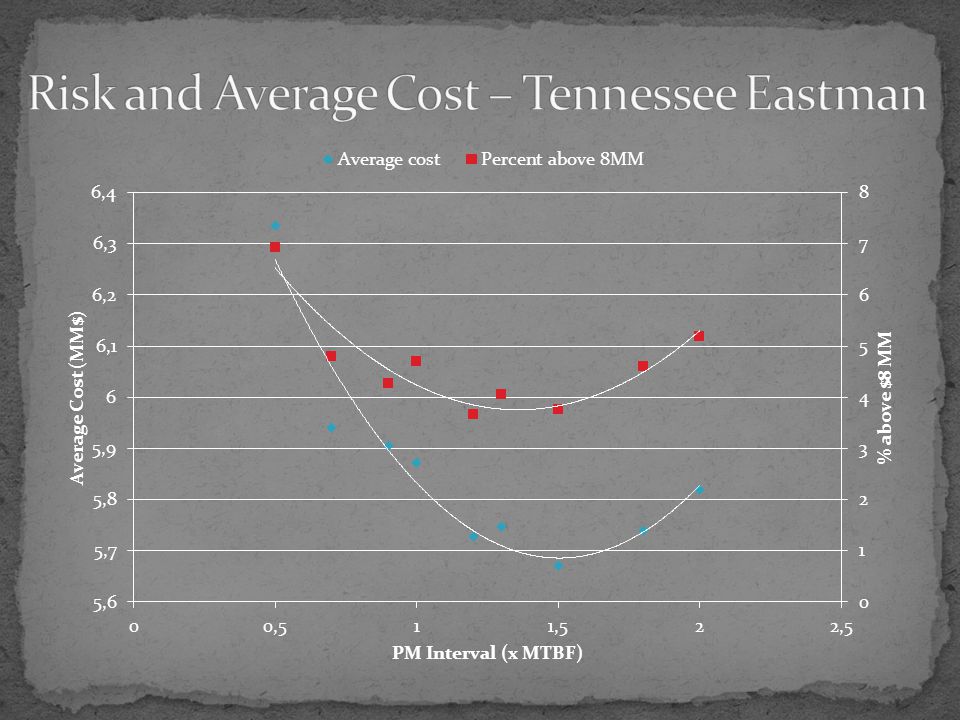
Tennessee Eastman plant – 19 pieces of equipment Time horizon – 2 years Results of optimization Labor: 3 Inventory: some PM frequency: 1 x MTBF Average objective value for no PM and no resource limitations was $1.66 million

9
Risk analysis Total cost versus probability of incidence Consider Value at Risk in addition to Average Total Cost Model applied to larger process New values determined for: Optimal labor force Optimal PM interval Genetic algorithm applied to larger process All variables manipulated simultaneously

10
FCC– 153 pieces of equipment 31 pumps (29 with spares) 2 compressors 4 heaters 87 heat exchangers 15 vessels (drums, accumulators, etc.) 1 catalytic reactor and associated regenerator 12 separation columns Auxiliary systems not considered in the optimization: cooling water system, waste system, steam system, etc. Time horizon – 10 years

11
Pumps Those with spares do not incur economic loss upon failing. PM is done on spare following CM on main pump, and the cost is included in the CM cost. The TNCM includes time for PM on the spare. Columns Two main columns – if one fails, the other begins running at max capacity.

12
Vessels and tanks Failure results in loss of throughput for that tank only; rest of the product throughput is not lost. Heat exchangers Failure reduces efficiency of the process. Being repaired HE can be bypassed. Bypassed HE causes loss in product relative to the portion of heat duty lost. Reactors and compressors Failure results in total throughput lost.

13
Monte Carlo simulation data (aka. The woes and misfortunes of Excel)
")
14
Cost of labor: $40,000/year/worker

15
Less risk of high costs Higher average total cost

16
Distribution (i.e. shape of the curves) doesnt change. No trade-off between risk and average total cost.

18
Try another type of risk analysis… If at first you don't succeed… ENGINEER

19
Objective – Establish a fitness function to consider value at risk (VAR) in addition to average total cost. Purpose – Determine optimal PM conditions that balance trade-off between Low average total cost Lower probability of high economic loss Form: f = ATC + xVAR, 0 x 1 VAR is the difference between ATC and the cost defining 95% or less probability.

20
Changes in VAR are insignificant compared to magnitude of ATC. Result: fitness function parallels ATC.

21
Optimal labor force: 5 workers Actual number employed by refinery for FCC: 5 Optimal PM interval 1.7x MTBF Fitness function Same results weighing VAR in with ATC Average objective function with no PM $6.34 million per year

22
Evaluate a specific component at varied PM interval by simulations with all other PM schedules constant. Determine optimal PM frequency for the chosen component. Lower average cost Lower probability of high economic loss Run optimized simulation using optimal value for each specific component. Compare values of economic loss to those obtained using a single x-factor to vary overall PM frequency.

23
Evaluates multiple variables simultaneously. Each variable becomes a gene on the maintenance model chromosome. A population of chromosomes is randomly generated. Each chromosome (model) is evaluated to determine its fitness in comparison to others in the population. More fit chromosomes more likely to reproduce and continue to exist in new generations. Crossover and mutation exist.
 is evaluated to determine its fitness in comparison to others in the population. More fit chromosomes more likely to reproduce and continue to exist in new generations. Crossover and mutation exist..")
24
Parents chosen randomly from reproduction pool Offspring are identical to parents UNLESS Crossover occurs: offspring swap one gene. (random) Mutation occurs: offspring has one gene (random) replaced with a new value. Crossover and mutation prevent premature convergence Reduce likelihood of optimizing to a local minimum. Fitness of parents and offspring evaluated. Best chromosome automatically enters new generation
 Mutation occurs: offspring has one gene (random) replaced with a new value. Crossover and mutation prevent premature convergence Reduce likelihood of optimizing to a local minimum. Fitness of parents and offspring evaluated. Best chromosome automatically enters new generation.")
25
Operation of Genetic Algorithm Define range of values for parameter generation. PM intervals set between 0.5 and 1.6 for non-interfering pieces of equipment. PM intervals set between 0.3 and 1.1 for interfering pieces of equipment. Specify population size, crossover probability, mutation probability, and number of generations. Complication: Each generation takes 48-65 minutes to evaluate. Running the algorithm literally takes days.

26
Genetic Algorithm Conditions: 8 parameters (7 equipment groups, labor) 2 variables per parameter (PM interval, initial PM time) Population size: 40 Iterations (# of generations): 40 ( ~2 day run time ) Crossover probability: 100% Mutation probability: 30%
 2 variables per parameter (PM interval, initial PM time) Population size: 40 Iterations (# of generations): 40 ( ~2 day run time ) Crossover probability: 100% Mutation probability: 30%")
27
Variable Category Run 1Run 2 initial time PM frequency initial time PM frequency Group 1 (pumps)1.20.450.70.8 Group 2 (compressors)1.10.10.30.15 Group 3 (heaters)0.70.8511.3 Group 4 (exchangers)0.31.51.41.15 Group 5 (vessels)0.11.150.80.5 Group 6 (reactor/regenerator)0.60.8 0.9 Group 7 (columns)0.61.10.51.6 Labor54 Average Total Cost$5,403,620$5,590,003 Issues with Results: Different optimal values No common terms between optimal solutions Greater Convergence Required!
 Group 2 (compressors) Group 3 (heaters) Group 4 (exchangers) Group 5 (vessels) Group 6 (reactor/regenerator) Group 7 (columns) Labor54 Average Total Cost$5,403,620$5,590,003 Issues with Results: Different optimal values No common terms between optimal solutions Greater Convergence Required!")
28
Improving the Algorithm: Reduce number of equipment groups Combine similar equipments in same groups Fewer groups (5 instead of 7) Change range of PM intervals for parameters Remove low values shown to be inefficient in Monte Carlo Simulations Change Labor Cost to $100,000/unit Information provided by plant w/ FCC unit. Faster evaluation and convergence Allow for more generations (200, max.)
.")
29
Variable Category Run 1Run 2Run 3 initial time PM frequency initial time PM frequency initial time PM frequency Group 1 (pumps)1.41.00.60.91.30.65 Group 2 (compressors)0.80.450.20.40.20.4 Group 3 (heaters & exchangers)1.01.4 0.9 1.15 Group 4 (vessels)1.30.51.11.50.71.1 Group 5 (reactors & columns)0.31.20.61.10.01.4 Labor454 Iterations to Convergence*9662105 Average Total Cost$5,767,811$5,786,233$5,756,541 Average Value: $5,770,195 Standard Deviation: $14989 (0.26%) * GA is considered to converged after 50 iterations without finding a more optimal value
 Group 2 (compressors) Group 3 (heaters & exchangers) Group 4 (vessels) Group 5 (reactors & columns) Labor454 Iterations to Convergence* Average Total Cost$5,767,811$5,786,233$5,756,541 Average Value: $5,770,195 Standard Deviation: $14989 (0.26%) * GA is considered to converged after 50 iterations without finding a more optimal value")
30
Separate equipment groups for more optimal PM interval of each component. Longer computation time required for each generation Slower convergence to optimal PM policy Modify mutation and crossover probability to reduce risk of local minimums being found as optimal solutions. More generations required for convergence to optimal policy Refine data used in analysis More accurate, process-specific data will increase value of PM solutions obtained by algorithm.

31
Optimal Preventative Maintenance Scheduling in Process Plants Thank you.

Similar presentations