Download presentation
Presentation is loading. Please wait.

1
FRICTION AND HEAT IN MACHINING Friction due to sliding of chip over tool face Heat is generated in the region of tool point due to friction and it controls the rate of tool wear, cutting speed and material removal rate. THREE ZONES OF HEAT FORMATION Shear zoneTool Chip Interface

2
FRICTION AND HEAT IN MACHINING Friction due to sliding of chip over tool face Heat is generated in the region of tool point due to friction and it controls the rate of tool wear, cutting speed and material removal rate. THREE ZONES OF HEAT FORMATION Shear zoneTool Chip Interface Tool-work interface

3
Types of tool wear

11
TOOL LIFE Tool life is defined as the effective cutting time between resharpening. The Taylor’s equation for tool life is V T n =C where, V = cutting velocity in m/min. T = tool life in minutes n = a constant based on the tool material C = a constant based on the tool and work

12
TOOL LIFE Tool life is defined as the effective cutting time between resharpening. The Taylor’s equation for tool life is V T n =C where, V = cutting velocity in m/min. T = tool life in minutes n = a constant based on the tool material C = a constant based on the tool and work

13
PPROPERTIES OF CUTTING TOOL MATERIALS Wear Resistance, necessary to enable the cutting tool to retain its shape and cutting efficiency Hot hardness, to retain the cutting ability and hardness that may be lost due to high temperature developed at the tool –chip interface Toughness, to withstand the force due to cutting and to absorb shocks and to prevent chipping of the fine cutting edge.

17
Grades of Tungsten Carbides (as per ISO) ISO APPLICATION COLOUR CODE APPLICATION PBlue For machining long chipping ferrous materials. – Steel MYellow For machining long or short chipping ferrous materials- Stainless steel KRed For machining short chipping, ferrous and non-ferrous material and non-metals.- Cast iron

18
MMATERIALS USED FOR COATING TThe most commonly used materials for coating are 1. Titanium carbide (TiC) 2. Titanium nitride (TiN) 3. Titanium carbonitride (TiCN) 4. Aluminium oxide (Al 2 O 3 ) 5. Aluminium oxynitride (ALON)
 2. Titanium nitride (TiN) 3. Titanium carbonitride (TiCN) 4. Aluminium oxide (Al 2 O 3 ) 5. Aluminium oxynitride (ALON).")
19
Maximum tolerable temperature for different coating materials

20
Advantages Coating acts as a diffusion barrier Increased hot hardness of tool Reduced welding of chip on tool face Low specific heat and thermal conductivity – low interface temperature Reduced built up edges Reduced tendency to form comb-cracks and plastic deformation Wear reducing effect even when the coated layer is interrupted

21
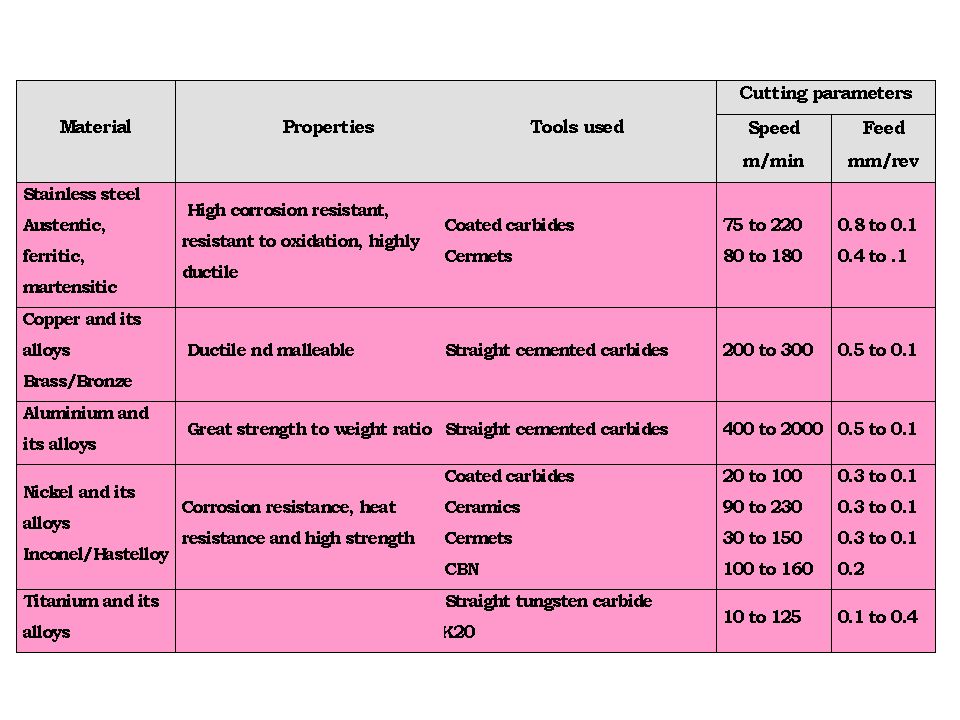
SELECTION OF CUTTING TOOLS

26
ISO CODE FOR INSERT DESIGNATION

31
Reference 1.PRODUCTION TECHNOLOGY – HMT 2.CUTTING TOOLS FOR PRODUCTIVE MACHINING – T.A. SADASIVAN, D.SARATHY 3.METAL WORKING PRODUCTS – SANDVIK COROMANT

Similar presentations

























 General Introduction Dr. Ahmed Abou El-Wafa.>")







 HSS ( 하이스 ) Carbide ( 초경 ) Cermet CBN Diamond.>")



