Download presentation
Presentation is loading. Please wait.

1
Lecture 23 Metal Detection

2
Student Learning Outcomes Understand the importance of a metal detection program Know locations where metal detectors need to be placed Understand systems used and issues with metal detection systems Assessment by instructor: Ability to answer questions in the final exam

3
History At the end of World War II, fields were littered with metal shrapnel and pieces Metal detection and removal became important for harvested crops grown on these soils Huge magnets were placed above conveyor belts With time, sophisticated metal detection systems evolved starting in 1948 Metals are foreign materials The Guide to Reducing Metal Contamination in the Food Processing Industry (1990), revised 1996 (Safeline, Inc)
, revised 1996 (Safeline, Inc)")
4
Problem Definition Metal detectors are essential in all food plants Installation does not guarantee a metal-free product A metal detection program is therefore important The use of grinders, choppers, mixers, shovels increases the possibility of metal contamination FDA, cGMPs: “Effective measures shall be taken to protect against the inclusion of metal or other extraneous material in food. Compliance with this requirement may be accomplished by using sieves, traps, electronic metal detectors, or other suitable effective means” (Federal Register, Vol. 51, No. 118) “Effective measures shall be taken to protect against the inclusion of metal or other extraneous material in food. Compliance with this requirement may be accomplished by using sieves, traps, electronic metal detectors, or other suitable effective means” (Federal Register, Vol. 51, No. 118)
 Effective measures shall be taken to protect against the inclusion of metal or other extraneous material in food. Compliance with this requirement may be accomplished by using sieves, traps, electronic metal detectors, or other suitable effective means (Federal Register, Vol. 51, No. 118).")
5
Sources of Contamination Raw materials: Metal tags, lead shot in meat, wire and rust in wheat, screen wire in powdered material, tractor parts in vegetables, hooks in fish, staples and wire strapping from containers Personal effects: Buttons, pens, jewelry, coins, keys, hair clips, thumbtacks, and paper clips Maintenance: Screwdriver and other tools, copper wire, and other contaminants produced as a result of plant clean up In-plant processing: Broken screens, metal slivers from milling machines, and foil from reclaimed products Identifying source of each contaminant is a important component of an overall foreign material reduction program

6
Magnets Iron and non-iron materials; minute amounts Mechanical failure Metal contaminants can be injurious (Section 402 a (1)) All food products should be free of metal filings Prevent ignition by sparking Protect expensive equipment from metal damage Location, selection, installation, inspection, cleaning, and maintenance are critical
) All food products should be free of metal filings Prevent ignition by sparking Protect expensive equipment from metal damage Location, selection, installation, inspection, cleaning, and maintenance are critical")
7
Magnet Selection Principles, types, factors affecting efficiency, and where they should be located Three types: Alnico (aluminum-nickel-cobalt) Ceramic (barium ferrite) Rare earth (neodymium-boron-iron)** **Strongest of all three types
 Ceramic (barium ferrite) Rare earth (neodymium-boron-iron)** **Strongest of all three types")
8
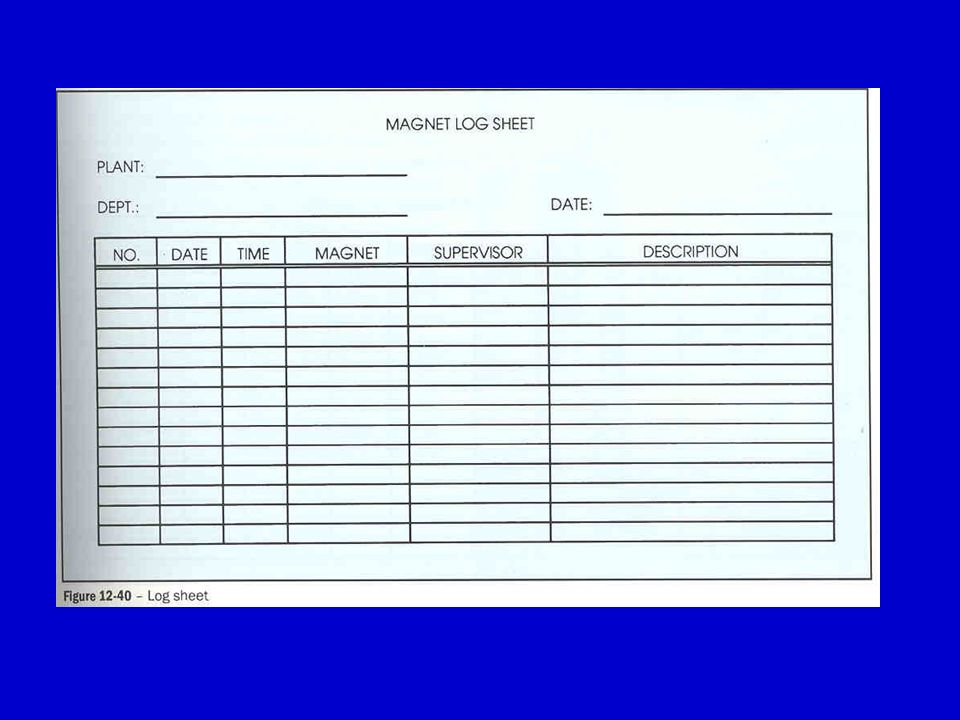
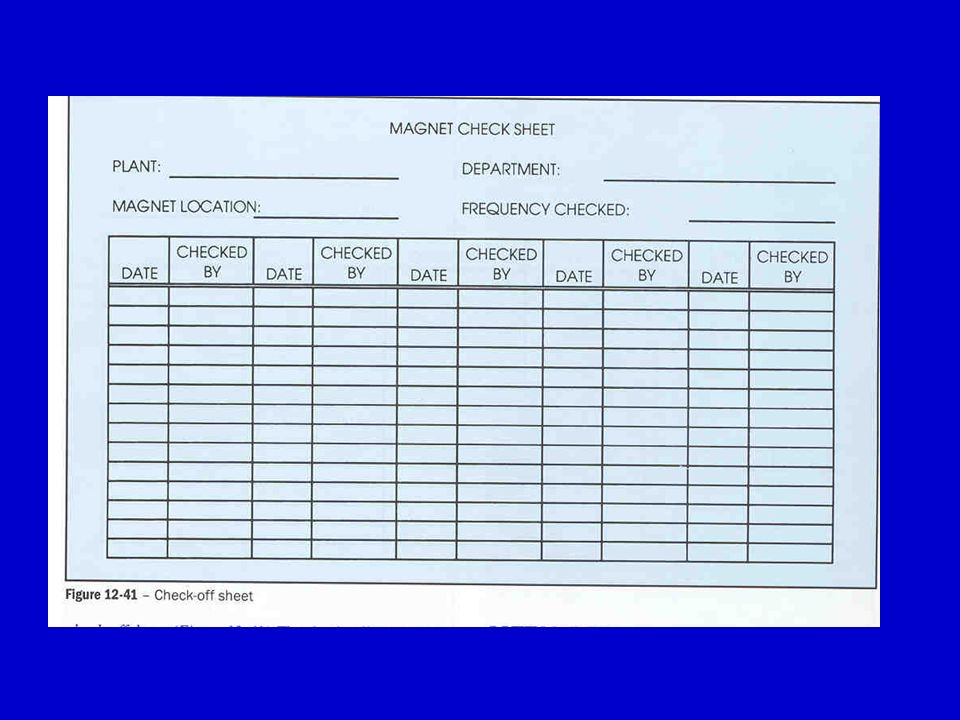
Inspection and Cleaning There are several types of magnets suited for different purposes All magnets should be cleaned on a regular basis Use masking tape to clean fine material from magnets Record types of contaminants found

12
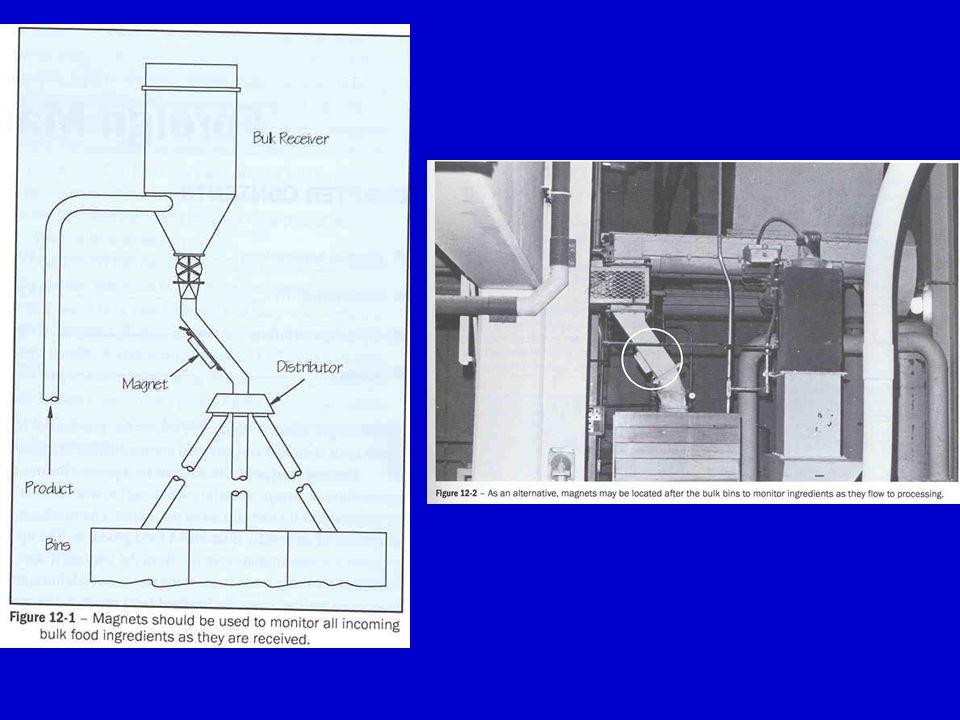
Magnet Location 4 locations Incoming ingredient point Equipment protection After equipment that cause contamination At the packaging point

13
Incoming Ingredient Point Install on all bulk-handling systems, except those with iron enrichment For nuts and bolts For pneumatic systems magnets should be placed just before placing ingredients in bins: prevents cross contamination They may also be placed after the bins: 1 magnet/bin For mechanical unloading systems using belt, screw, drag chain conveyers, magnet should be placed in the spout feeding the bucket elevator

15
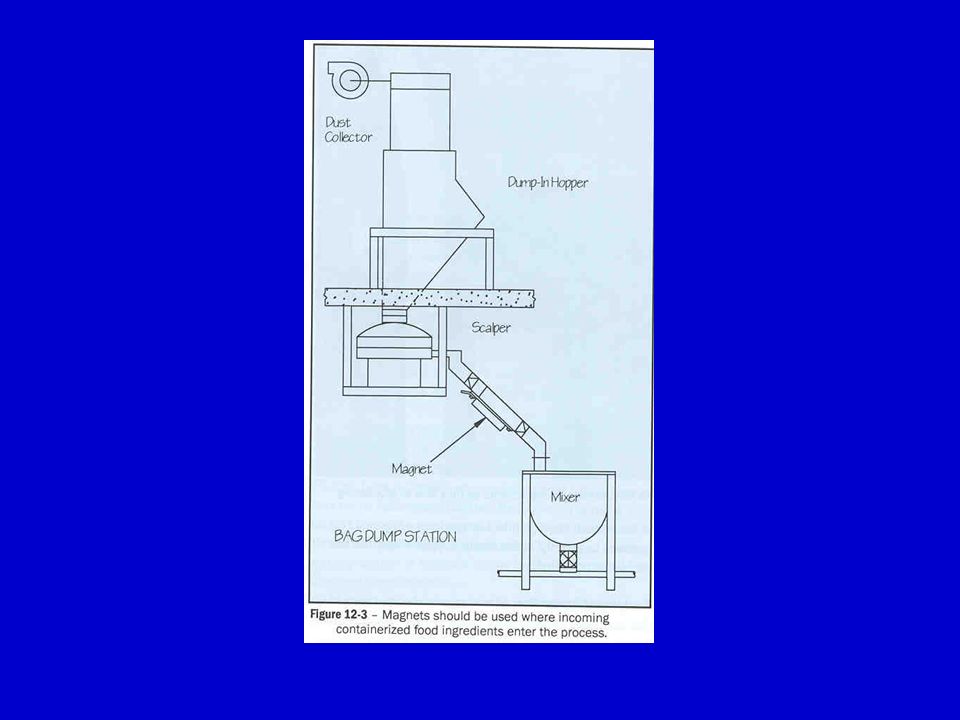
Incoming Ingredients (Containerized) At dump stations where containerized ingredients are introduced Should be placed where the feed is regulated and not at the site where it is dumped
 At dump stations where containerized ingredients are introduced Should be placed where the feed is regulated and not at the site where it is dumped")
17
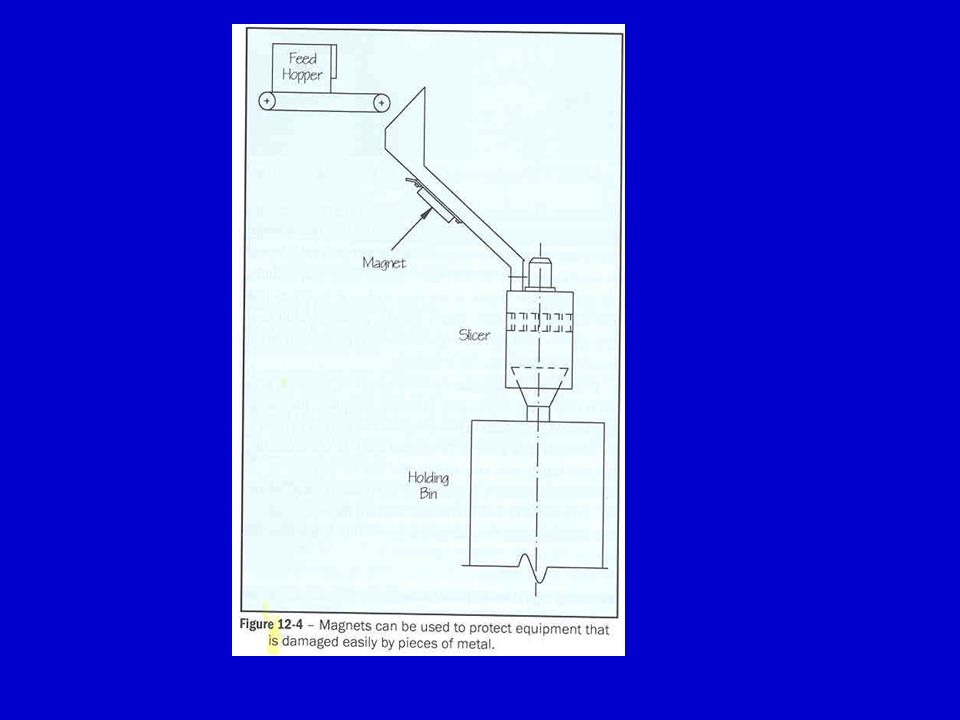
Equipment Protection Placed ahead of equipment that may be damaged Examples: cutting knives. Extruding dies, rolls, and grinders Placed ahead of screening and scalping equipment to prevent screen damage Ahead of equipment containing, explosive dusty atmospheres

19
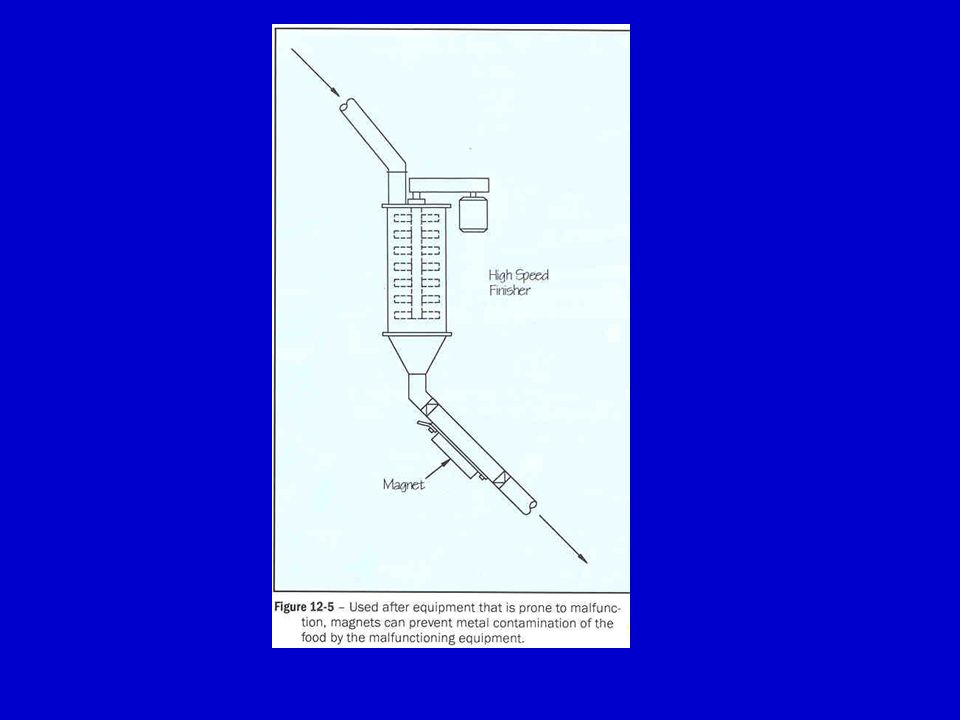
Equipment Contamination Detection Equipment could contribute to metal fragments through wear and tear Examples: screw conveyors Magnets should be placed after the equipment Protect products down stream

21
Packaging Point Just before it is placed in the final package Magnets plus metal detectors are both needed Improved product safety

23
Metal Detectors……… Prevent damage to processing equipment To comply with stringent quality standards as required by high value retailers, fast food chains, food service and vendor certification programs To avoid the cost and implications of consumer complaints, adverse publicity, product recall, and litigation To win new markets and customers with high quality products To comply with FDA/USDA regulations

24
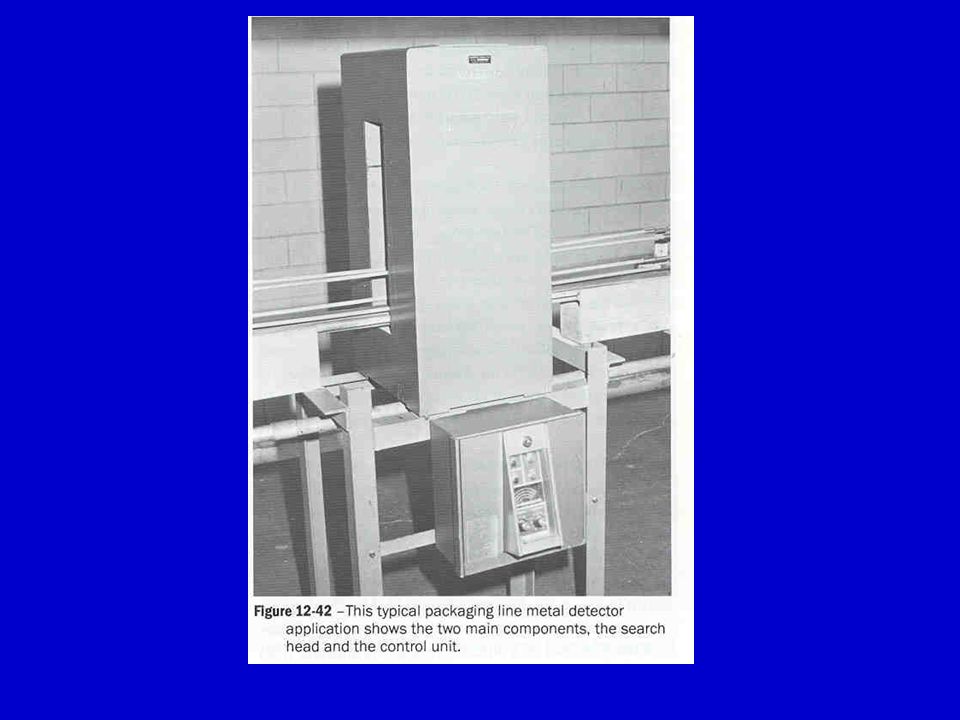
Basic Principles Two types of metal contaminants: Ferrous (iron) and non-ferrous (copper, aluminum, lead), and various types of stainless steel Magnets: Ferrous materials Metal detectors: nonferrous metals and stainless steel Metal detectors work on electromagnetic principles Detect metals in products They have a search head and a control unit Voltage increases for ferrous and decreases for nonferrous metals Sound alarm or automatic product rejection Rejection systems Prevention of false signals improves detection capabilities
 and non-ferrous (copper, aluminum, lead), and various types of stainless steel Magnets: Ferrous materials Metal detectors: nonferrous metals and stainless steel Metal detectors work on electromagnetic principles Detect metals in products They have a search head and a control unit Voltage increases for ferrous and decreases for nonferrous metals Sound alarm or automatic product rejection Rejection systems Prevention of false signals improves detection capabilities")
25
Sensitivity Type of metal Shape of metal Orientation of metal Aperture dimension Position of metal in the aperture Environmental conditions Product Operating frequency Throughput speed

26
Vital Factors for Operating Sensitivity The sensitivity must be maintained permanently without operator assistance The detector must not reject good product The detector must not generate false reject signals from vibrations and other external influences

27
Type of Metal Probability of detection is greater for ferrous and non-ferrous metals because of their magnetic and electrical conduction capabilities 304L and 316 types of stainless are common in food plants Ratio of ferrous and 304L of stainless steel can be anywhere from 1:1.5 to 1:2.5.

28
Shape of Metal Metal spheres are used to measure detector capabilities Spheres are available in a range of metals and they do not have an orientation effect Sensitivity is usually expressed as the smallest diameter of a metal sphere of a specific metal type that is detectable in the center of the aperture

29
Orientation Effect Ferrous wire is least detectable if it is oriented 90 o to the product flow Nonferrous and stainless steel are just the opposite Orientation effect is evident if the diameter of the wire is less than the spherical sensitivity of the metal detector (if wire is 1/3 rd the diameter of the sphere it will not be detected) Operate detector at highest possible sensitivity At higher detection sensitivities false rejects increase
 Operate detector at highest possible sensitivity At higher detection sensitivities false rejects increase")
30
Aperture Dimensions Small aperture is better than a large aperture Geometric center is least sensitive part of the aperture Corners are more sensitive A perfect detector should not have any sensitivity gradient

32
Environmental Conditions Ambient electrical interference Building vibrations Temperature fluctuations Oven, freezing tunnels, and hot water wash down create thermal shock that could increase false rejects Reduce machine sensitivity or have automatic balance controls

33
Product Sensitivity is better in dry than wet products Interference signal from wet products should be canceled out before metal detection Operate at a frequency of 10-50 kHz

34
Throughput Rate Important when conveying Speeds vary with aperture dimensions Typical speeds: 8 m/sec (1500 ft/sec) for a 125-mm (5 in) high aperture Performance limit: 35 m/sec (6000 ft/sec) on pneumatic lines
 for a 125-mm (5 in) high aperture Performance limit: 35 m/sec (6000 ft/sec) on pneumatic lines")
35
How To Find a Metal Contaminant? Rejected product should be passed through the detector three times in different orientations If no detection occurs, product is not contaminated Remove packaging material and pass the product and packaging material separately Split the product in half and pass each half through the detector; repeat until metal is found After removing the metal, pass the product to see if a second piece is present Keep the piece on file, with line and time information

36
Automatic Rejection Systems Air blast - ideal for light, single-line product Pusher/punch - single-line discrete, spaced, and oriented product - random, non-oriented product End flap - bulk or discrete multiple items on wide belt Retracting belt - end pulley retracts to create a gap in the line (reliable for most applications) Reversible belt - ideal for bulk, random, or sticky products
 Reversible belt - ideal for bulk, random, or sticky products")
38
Effective Metal Detection Program Establish sensitivity standards for ferrous and nonferrous metals Frequent detector testing Actions required if test fails Treatment of rejected product Performance validation Detector networking – computer based status verification

39
Questions Why is metal detection important? Why are non-ferrous metals difficult to detect? What factors affect detection efficiency of metal detectors? What steps are involved if you detect a metal contaminant in a bag of flour? What are the four locations where metal detectors are necessary in a food or feed plant? How can you improve your metal detection program in food/feed manufacturing?

Similar presentations





>")








>")
. Over the years.>")





