Download presentation
Presentation is loading. Please wait.

3
Powdered solids are heterogeneous because they are composed of individual particles of widely differing sizes, shape and air spaces. So it is virtually impossible to characterize these complex systems fully in terms of fundamental properties at two levels namely those associated with an individual particles and those of bulk powder are of interest. Compaction is the situation in which the materials are subjected to some level of mechanical forces. The effects of these forces are particularly important in the manufacture of tablets and granules, in the filling of hard shell gelatin capsules, in the powder handling. The physics of compaction may be stated as “the compression and consolidation of two phase system due to the applied force”. INTRODUCTION

4
DEFINITIONS:

5
THE SOLID-AIR INTERFACE FREE SURFACE ENERGY: Atoms or ions located at the surface of any solid particle are exposed to a different distribution of intra & inter molecular bonding forces that those within the particle. The atoms or ions have some unsatisfied attractive molecular forces extending out some small distance beyond the solid surface. UNSATISFIED BONDING FORCES AT THE SURFACE OF PARTICLE: UNSATISFIED BONDING FORCES AT THE SURFACE OF PARTICLE COHESION (stay together) : attraction between like particles ADHESION (attraction process between dissimilar molecular species ): approach other type of particles or solid surfaces. Particles when subjected to internal friction there is a particle- particle interaction occur & then charge is developed depends upon the particular material involved. -relatively small – significant because they act over a greater distance than the molecular forces RESISTANCE TO FLOW OF POWDER BY TWO FACTORS 1.electrostatic forces 2. presence of adsorbed layer of moisture on the particles. ADSORBED LAYER OF MOISTURE: However, these films of moisture can form liquid bridges, which hold the particles together by surface tension effects & by negative capillary pressure.
 : attraction between like particles ADHESION (attraction process between dissimilar molecular species ): approach other type of particles or solid surfaces. Particles when subjected to internal friction there is a particle- particle interaction occur & then charge is developed depends upon the particular material involved. -relatively small – significant because they act over a greater distance than the molecular forces RESISTANCE TO FLOW OF POWDER BY TWO FACTORS 1.electrostatic forces 2. presence of adsorbed layer of moisture on the particles. ADSORBED LAYER OF MOISTURE: However, these films of moisture can form liquid bridges, which hold the particles together by surface tension effects & by negative capillary pressure..")
6
FLOW PROPERTIES: Angle of repose: tan θ =2h/D 1. It is the maximum angle that can be obtained between the free standing surface of a powder heap and the horizontal plane. 2.This gives a qualitative assessment of the internal cohesion and frictional effects under low levels of external loading which occur in powder mixing or tablet die, capsule shell filling machine. 3.Dynamic angle method was most preferred since they closely mimic the manufacturing situation in which the powder is in motion. 4.A typical dynamic test involves a hallow cylinder half filled with the test powder, with one end sealed with transparent plate. 5.The cylinder is rotated until the powder surface cascades. The curve wall is line with sand paper to prevent residential slip at this surface. In a second method, the sand paper lined in a rectangular box is filled with the powder and carefully tilted until the content begins to slide.

7
Angle of repose Type of flow <25 Excellent 25-30 Good 30-40 Passable >40 Very poor

8
Volume: - The mass of a bulk powder sample can be determined with great accuracy measurement of volume is more complicated than it may first appear. -The main problem arises in actually defining volumes of bulk powders, in which 3 types of air spaces or voids can be distinguished 3 types of air spaces present in the particles Open-intra particulate voids- those within a single particle but open to the external environment Closed-intra particulate voids- those within a single particle but close to the external environment Inter particulate voids Volumes- the air spaces between individual particles The above voids can define the following volumes. True volume (Vt) : total volume of the solid particles, which excludes all voids. Granular volume (Vg) : cumulative volume occupied by the particles including intra particulate voids. Bulk volume (Vb) : total volume occupied by the entire powder mass under particular packing achieved including all intra as well as inter particulate voids. MASS VOLUME RELATIONSHIPS
 : total volume of the solid particles, which excludes all voids. Granular volume (Vg) : cumulative volume occupied by the particles including intra particulate voids. Bulk volume (Vb) : total volume occupied by the entire powder mass under particular packing achieved including all intra as well as inter particulate voids. MASS VOLUME RELATIONSHIPS.")
9
1.The particle resistance to momentum in granular powders with little cohesiveness was assessed by determining their flow rates Q through a circular orifice fitted in the base of a cylindrical container. Flow rate experiments with different sizes of particles are important because there exist optimum proportions that lay to maximum flow rate. When a proportion of fine particles exceeds approximately 40% there is a dramatic fall in the flow rate This flow rates of powders can be indicated by application of compressibility index Compressibility index (I) it was the ease with which the material can induce to flow FLOW RATES Compressibility index (I)Flow 5-15Excellent 12-16Good 18-21Fair to passable 23-35Poor 33-38Very poor >40Very very poor
 it was the ease with which the material can induce to flow FLOW RATES Compressibility index (I)Flow 5-15Excellent 12-16Good 18-21Fair to passable 23-35Poor 33-38Very poor >40Very very poor.")
10
When studying phenomena resulting in a change in volume, it may be convenient to consider the volume V of a sample and specific experimental conditions, relative to the true volume (V t ). A useful dimensionless quantity relative volume (V r ) may be defined as V r decreases and approaches to unity as all the air is eliminated from the mass which occurs in compression of tablets.
 may be defined as V r decreases and approaches to unity as all the air is eliminated from the mass which occurs in compression of tablets..")
11
In certain studies voids are more important than solid components, fine capillary network of voids or pores enhance the rate of liquid uptake by tablets which in turn increases the rate of their disintegration Second dimensionless quantity porosity (E) is the relation between void spaces of sample (V V ) to the bulk volume (V b ). or Porosity is frequently expressed in percentage

12
MEASURING THE VOLUME OF POWDERS: 1. True volume : By 1) X-ray diffraction 2) Helium pycnometer 3) Specific gravity bottle method 2. Granular volume : By 1) Liquid displacement 3.Bulk volume : By 1) Tamping 2) Tapping 3) Vibrating procedure.
 X-ray diffraction 2) Helium pycnometer 3) Specific gravity bottle method 2. Granular volume : By 1) Liquid displacement 3.Bulk volume : By 1) Tamping 2) Tapping 3) Vibrating procedure..")
13
It contains a sealed system with non adsorbing helium gas. It works on the principle that change in the pressure of gas caused by finite change in volume of the system. Volume of the system is varied by a piston until a preset constant pressure is produced. Helium Pycnometer:

14
This pressure is indicated by the sealed pressure detector which incorporates integral electrical contact. The piston movement (U) is read off from the scale. This value depends on the total volume of the system, which in turn relates with sample volume in the cell. Pycnometer was previously calibrated using a sample of known volume (V c ). U 1 = volume scale reading for an empty cell U 2 = volume scale reading for standard. U s = volume scale reading for sample or test. For a compact material with 0 porosity can be calculated for its true volume by measuring all dimensions of compact mass. Liquid displacement by a powder pycnometer can also be used but air should not present in the sample.
 is read off from the scale. This value depends on the total volume of the system, which in turn relates with sample volume in the cell. Pycnometer was previously calibrated using a sample of known volume (V c ). U 1 = volume scale reading for an empty cell U 2 = volume scale reading for standard. U s = volume scale reading for sample or test. For a compact material with 0 porosity can be calculated for its true volume by measuring all dimensions of compact mass. Liquid displacement by a powder pycnometer can also be used but air should not present in the sample..")
15
This method was best regarded as a measurement of granular volume, especially if liquids that do not readily wet the powder. Eg: inert inorganic liquids, mercury. Bulk volume of sample can be measured by simple pouring of known weight into graduated vessel to sophisticated techniques involves standard tamping, tapping or vibrating procedures. In these methods reproducibility is poor unless precise procedures are followed. Porosity (E) : The space between the particles in a powder is known to be voids. The volume occupied by such voids is known to be void volume. Void volume=Bulk volume-True volume Porosity = Void volume/Bulk volume The porosity or voids, of the powder is defined as ratio of the void volume to the bulk volume of the packing. The relation between compression and porosity is important because porosity determines the rate of disintegration, dissolution and drug absorption.
 : The space between the particles in a powder is known to be voids. The volume occupied by such voids is known to be void volume. Void volume=Bulk volume-True volume Porosity = Void volume/Bulk volume The porosity or voids, of the powder is defined as ratio of the void volume to the bulk volume of the packing. The relation between compression and porosity is important because porosity determines the rate of disintegration, dissolution and drug absorption..")
16
Density (M/v) : The ratio of mass to volume is known as the density of the material. True density (Theoretical density) ρ t = M/Vt Granular density ρ g = M/Vg Bulk density ρ b = M/Vb Where M is the mass of the sample A dimensionless quantity relative density ( arises by comparing density of the sample under specific conditions with the true density or theoretical density. Increases and approaches to unity when all air spaces have been eliminated.
 ρ t = M/Vt Granular density ρ g = M/Vg Bulk density ρ b = M/Vb Where M is the mass of the sample A dimensionless quantity relative density ( arises by comparing density of the sample under specific conditions with the true density or theoretical density. Increases and approaches to unity when all air spaces have been eliminated..")
17
EFFECT OF APPLIED FORCES ON GIVEN POWDER Deformation Compression Consolidation DEFORMATION : Change in geometry of solid body. Deformation produced by force of T ensile strain, Compressive strain,S hear strain If a solid rod is compressed by forces acting at each end to cause reduction in length of from initial length of H 0 then the compressive strain Z is The ratio of force F necessary to produce this strain to the area A is called the stress (

18
When some external forces applied on the powder reduction in the bulk volume of the powder. Stages involved in the bulk reduction of powdered solid COMPRESSION :

19
At the onset of the compression process, when the powder is filled into the die cavity, and prior to the entrance of the upper punch into the die cavity, the only forces that exist between the particles are those that are related to the packing characteristics of the particles, the density of the particles and the total mass of the material that is filled into the die. The packing characteristics of the powder mass will be determined by the packing characteristics of the individual particles. When external mechanical forces are applied to a powder mass, there is usually a reduction in volume due to closer packing of the powder particles, and in most cases this is the main mechanism of initial volume reduction. However, as the load increases, rearrangement of particles becomes more difficult and further compression leads to some type of particle deformation. If on removal of the load, the deformation is to a large extent reversible.

20
Rearrangement / Repacking also occur On applying more force Particles undergo certain type of deformation. Two types of deformations : 1.Elastic deformation : Removal of upload act like rubber comes to original place, usually all solids undergo elastic deformation. Ex:- Acetyl salicylic acid, MCC. 2. Plastic deformation : They won’t come back to its original volume, completely reduction in the bulk volume. [ When shear strength of particles less than the tensile (breaking) strength of the particles ] Brittle fracture : Shear strength more than the tensile strength EX:- sucrose
 strength of the particles ] Brittle fracture : Shear strength more than the tensile strength EX:- sucrose.")
21
When surface of two particles approach each other (<50 nm), their free surface energies result in a strong attractive forces a process known as cold welding. Because of the roughness of particles actual area involved in bonding may be small. On the macro scale, most particles are irregular in shape with many points of contact in a bed of powder. Applied load was transmitted through this contacts, result in generation of considerable frictional heat if this heat was not dissipated the local rise in temperature occurs and causes melting of contact area of particles. This melt solidifies giving rise to fusion bonding. Many pharmaceutical solids are having low specific heat and poor thermal conductivities, so heat transfer may be slow. This was quantified by Rankell and Higuchi stated that temperatures are high enough to fuse organic substances from studies of heat transfer kinetics. CONSOLIDATION :

22
Cold and fusion welding processes are influenced by Chemical nature of materials Extent of available surface Presence of surface contaminants Intersurface distances Consolidation depends on the degree and type of crystallinity. Jaffe and Foss demonstrated that substances possessing the cubic lattice arrangements were tabulated more satisfactorily than with a rhombohedra lattice because of isotropic nature of cubic lattice. They provide three lattices planes for stress relief at right angles to each other. Lattice planes with greatest separation undergo plastic deformation readily since they are weakly bonded. Pharmaceutical powder consists of small crystallites or grains aggregated in a random manner so that their crystal planes are not aligned with one another this arrangement results the materials which resists plastic deformation.

23
Different polymorphic forms and crystal habits of the same compound may not behave in the same way in terms of compaction characters. Ex: chemically similar organic materials Methacetin and phenacetin only the former can be tabletted which out the tendency to laminate. Direct compression excepients consist of masses of small crystallites randomly embedded in a matrix of some glue like (amorphous) material. This combination imparts overall qualities. Strong tablet by providing a plastically deforming component (matrix) to relieve internal stresses Strongly bonding surfaces (faces of crystallites) to enhance consolidation. If the compressional force is large clean surfaces are brought into intimate contact, then bonding should occur. Ex: lubrients has magnesium stearate form weak bonds, over lubrication or over mixing of lubricant into tabletting mass resulting in weak tablets are formed.
 material. This combination imparts overall qualities. Strong tablet by providing a plastically deforming component (matrix) to relieve internal stresses Strongly bonding surfaces (faces of crystallites) to enhance consolidation. If the compressional force is large clean surfaces are brought into intimate contact, then bonding should occur. Ex: lubrients has magnesium stearate form weak bonds, over lubrication or over mixing of lubricant into tabletting mass resulting in weak tablets are formed..")
24
Higuchi and his coworker interpreted the plot of specific surface area vs. compressional force. Armstrong and coworkers described similar curves, at higher compressional forces (dotted lines) some materials shows increase in specific surface area due to lamination of tablet resulting from decompression. Slow rates produce a more prefect crystal structure with consequent higher strength. ex: mixing of dry powder, filling of capsule shells. Vander wall forces exert a significant effect at distances up to 100nm, so these forces prevent the breakdown of agglomerates. but weaker than vanderwall forces, produce initial agglomerate formation.
 some materials shows increase in specific surface area due to lamination of tablet resulting from decompression. Slow rates produce a more prefect crystal structure with consequent higher strength. ex: mixing of dry powder, filling of capsule shells. Vander wall forces exert a significant effect at distances up to 100nm, so these forces prevent the breakdown of agglomerates. but weaker than vanderwall forces, produce initial agglomerate formation..")
25
Moisture concentrations well below 1% level can dramatically effect the behavior of feed materials and that of finished product.0.02% moisture can effect the proportion of applied force transmitted to lower punch.0.55% moisture behavior is directly reverse of that for totally dry material. ex: If compressional force squeezes out the water to the surface of tablet, this may act as lubricant on the die wall but may cause sticking of material of punch surface. Moisture was also important in wet granulation. GRANULATION Moist granulation: During initial stage of granulation powder particles are wetted, liquid films will be formed on surface, may combine to produce discrete liquid bridges at point contact. ROLE OF MOISTURE:

27
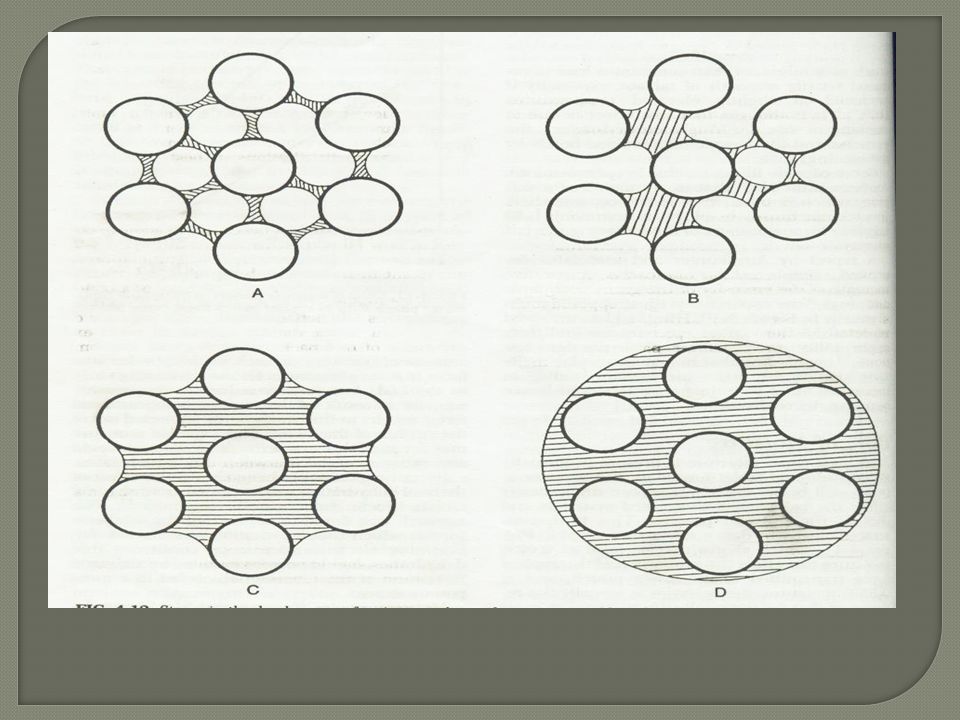
Surface tension, negative capillary pressure provides the cohesion force result in “pendular state (A)”, which has low mechanical strength. As liquid contact increases liquid bridges combine to form “funicular state(B)” which has increased molecular strength. Even if more liquid is added, void spaces within the granule are entirely eliminated. Here the boding is effected by interfacial forces at granule surface and negativity capillary pressure causes a condition of “capillary state(C)” Further addition of liquid results in droplet (D) formation with surface tension to held particles but without intragranular forces, such structures are weaker Capillary state was the optimized granulation process with relevant mechanical strength. Migration of soluble components to the surface during drying lead to surface layer which effects the consolidative performance. This migration rate can be reduced by increasing the viscosity of granulating fluid and using fluidizes bed dryer.
 which has increased molecular strength. Even if more liquid is added, void spaces within the granule are entirely eliminated. Here the boding is effected by interfacial forces at granule surface and negativity capillary pressure causes a condition of capillary state(C) Further addition of liquid results in droplet (D) formation with surface tension to held particles but without intragranular forces, such structures are weaker Capillary state was the optimized granulation process with relevant mechanical strength. Migration of soluble components to the surface during drying lead to surface layer which effects the consolidative performance. This migration rate can be reduced by increasing the viscosity of granulating fluid and using fluidizes bed dryer..")
28
Characteristics of finished granules have an influence on the progress of tabletting process and properties of tablets. These characteristics include packing ability and flow properties of the bulk material with individual granule strength and porosity. Particle shape and size distribution are important factors in packing and flow. Particles of more regular shape (nearly spherical) have low angles of response and high bulk densities which results in good granule flow property y which may lead to a small tablet weight variations. There should be an optimum proportion of fine particles to achieve optimum flow properties. 1.Porosity of tablet depends upon initial porosity of the packing in the die. 2.Compressibility index (I) valves between ( 25%). Properties of granules
 have low angles of response and high bulk densities which results in good granule flow property y which may lead to a small tablet weight variations. There should be an optimum proportion of fine particles to achieve optimum flow properties. 1.Porosity of tablet depends upon initial porosity of the packing in the die. 2.Compressibility index (I) valves between ( 25%). Properties of granules.")
29
Granules should withstand normal handling and mixing process. Size reduction during compaction produces clean areas necessary for optimum bonding. Strength may be expressed in terms of tensile, shear, bending, impact, compressive, abrasion tests.. The compressive or crushing strength of individual granules can be determined by placing the granule between platens and applying compressive load. For a given granule size there should be optimum range of crushing strength. Granule strength below lower limit of this range may consolidate well, but may break down during mixing, handling, generate fine during compression and retard uniform die filling. Harder granules (above level of optimum range) consolidate poorly produce weak tablets which may disintegrate readily but have poor dissolution characteristics. Soft, porous granules better consolidates than hard and dense granules Strength of granules
 consolidate poorly produce weak tablets which may disintegrate readily but have poor dissolution characteristics. Soft, porous granules better consolidates than hard and dense granules Strength of granules.")
30
COMPRESSION AND CONSOLIDATION UNDER HIGH LOADS: As compaction force reaches maximum then bulk solid structure with considerable strength was formed. This solid structure should withstand ejection induced stresses and stress induced during removal of applied load. Relief of these stresses occur by elastic recovery so plastic deformation and brittle fracture. During normal tabletting process consolidation is high at the die wall regions, causes intense shear at that place as it is compressed axially and pushed along the wall surface. This escape of air during compression and uptake of liquid during dissolution. To avoid this smaller tablet height to diameter ratios & addition of lubricants are preferred. Relationship between upper punch (F A ) and lower punch force (F L ) Where K= material dependent constant. H= height of tablet. D= diameter of tablet.
 and lower punch force (F L ) Where K= material dependent constant. H= height of tablet. D= diameter of tablet..")
31
Interparticulate friction : friction between particle/particle and expressed as coefficient of “interparticulate friction” addition of glidants reduces Die wall friction: arises as material being pressed to die wall and moved down it, can be expressed as “coefficient of die wall friction” lubricants reduces Force Distribution Most of the investigations of the fundamentals of tabletting have been carried out on single station presses or even on isolated punch and die sets in conjunction with a hydraulic press. This compaction system provides a convenient way to examine the process in greater detail. More specifically the following basic relationships apply. EFFECTS OF FRICTION:

32
The axial balance of forces: F A =F L +F D F A =force applied to the upper punch F L = force transmitted to the lower punch F D = reaction at the die wall to the friction at this surface. The mean compaction force (F M ): F M = (F A +F) L /2 A recent report confirms that FM offers a practical friction- independent measure of compaction load, which is generally more relevant than FA. The geometric mean force (F G ): F G = (F A. F L ) 0.5
: F M = (F A +F) L /2 A recent report confirms that FM offers a practical friction- independent measure of compaction load, which is generally more relevant than FA. The geometric mean force (F G ): F G = (F A. F L ) 0.5.")
33
After compression process the material was regarded as single solid body. As with all other solids if compressional force is applied I one direction i.e., vertical results in decrease in height and I unconfined body accompanied by an expansion in the horizontal direction. Poisson ratio is the ratio between these two dimensional changes is characteristic constant for each solid. If material is confined to die then it is not free to expand in the horizontal plane. A radial die wall force F R develops perpendicular to die wall surface.Materials with larger Poisson ratios giving rise to higher F R values. Die wall lubrication: Die wall lubricants act by forming a film of low shear strength between tabletting mass and die wall. Chemical bonding occurs between boundary lubricant and the surface of the die wall as well as at the edge of the tablet. Development of radial force:

34
Best lubricants have low shear strength but strong cohesive tendencies at right angles to the plane of shear. Shear strength of lubricants can be measure by “punch penetration”. Ejection force: Radial die wall forces and die wall friction affect the ejection of tablet. Force required to eject a tablet follows 3 stages. 1.A peak required to ejection by breaking of tablet and die wall adhesions. 2. A smaller force required to push the tablet up the die wall. 3.Declining force of ejection as the tablet emerges from the die. Variations in this pattern occurs especially when lubrication is inadequate, slip-stick conditions. Worn dies causes the die bore to become barrel shaped and may leads to structural failure of tablets.Ex: well lubricated system has low F E. MaterialShear strength Stearic acid1.32 Hard paraffin1.86 Potassium stearate3.07 Sodium stearate3.32 Boric acid7.16

35
After the completion of compression air spaces are removed i.e V b =V t and E=0. Residual porosity is required, a relation exists between applied force F A and remaining porosity ‘E’. Decreased porosity was due to. Filling of air spaces by interparticulate slippage Filling of small voids by deformation (or) fragmentation at higher loads. This process was expressed as E 0 = initial porosity E = porosity at pressure P K 1 K 2 K 3 K 4 = constants But this data applies to only few materials such as alumina and magnesia and establishes that degree of compression depends upon E 0. To eliminate this experiment are carried out on tablet masses of same V t and variable initial values of V b Force volume relationships:
 fragmentation at higher loads. This process was expressed as E 0 = initial porosity E = porosity at pressure P K 1 K 2 K 3 K 4 = constants But this data applies to only few materials such as alumina and magnesia and establishes that degree of compression depends upon E 0. To eliminate this experiment are carried out on tablet masses of same V t and variable initial values of V b Force volume relationships:.")
36
More complex events in compression involves 4stages Initial repacking materials followed by elastic deformation. Elastic limit is reached, plastic deformation/brittle fracture dominates. All voids are eliminated. Compression of solid crystal lattice. In tabletting process after applying compressional force the relation b/n applied pressure (P) and porosity (E) become linear over the range of pressure. Shapiro equation: - K.P E 0 = Porosity when the pressure is ‘o’ K = Constant Walker equation:
 and porosity (E) become linear over the range of pressure. Shapiro equation: - K.P E 0 = Porosity when the pressure is ‘o’ K = Constant Walker equation:.")
37
Heckel equation is based upon analogous behavior to a first order reaction, where the pores in the mass are reactant. K y = material dependent const, but inversely proportional to material yield strength(S) K y = 1/3s K r = related packing stage (E 0 ) These relations may be established by measuring applied force (F) and movements of Punches during compression cycle and translating this data into applied pressure (P), for a cylindrical tablet. D= diameter of tablet Similarly, Heckel plots:
 K y = 1/3s K r = related packing stage (E 0 ) These relations may be established by measuring applied force (F) and movements of Punches during compression cycle and translating this data into applied pressure (P), for a cylindrical tablet. D= diameter of tablet Similarly, Heckel plots:.")
38
W= weight of tablet = true density H= thickness of tablet at that point. Heckel plots identifies the predominant form of deformation for a given sample. Soft materials undergo plastic deformation readily, retains different degrees of porosity based on initial packing of die, which was influenced by the size distribution, shape etc of original particles. Harder materials have high yield strength undergo compression by fragmentation i.e breakdown of larger particles to form denser packing. Type (a) plots have higher slope than type (b) from this we can expect that these materials have lower yield strength(S). Hard, brittle materials are more difficult to compress than softer ones, fragmentation occurs in hard materials & plastic deformation in soft materials.
 plots have higher slope than type (b) from this we can expect that these materials have lower yield strength(S). Hard, brittle materials are more difficult to compress than softer ones, fragmentation occurs in hard materials & plastic deformation in soft materials..")
39
Two regions of Heckel plots represents 1. Initial repacking stage 2.Subsequent deformation process Crushing strength can be correlated with value of K y. i.e K y larger – harder tablets. This information was utilized for binder selection to particular material. Heckel plots are influenced by Degree of lubrication, Size of the die. Residual porosity in particular formulations provide good mechanical strength, rapid water intake and hence good disintegration characteristics.

40
Decompression: Removal of applied force, so new stresses are formed during decompression due to elastic recovery and it was opposed by ejection induced forces. Degree and role of relaxation with in tablets immediately after point of maximum compression is characteristic for a particular system. Recording the above cycle will give be added to system to avoid structural failure.(PVP – Plastically deforming component) If plastic flow occurs in a system it will continue after the removal of all forces during stress relaxation process. Plastic flow can be interpreted by viscous and elastic flow parameters and related as F t = force left in the visco elastic region at a time t. F m = total magnitude of F t force at t=0 K = visco elastic slope High K value - plastic flow - strong tablets at low compaction forces. Plasto elasticity determines change in thickness of tablet mass due to the compactional force, elastic recovery during unloading of forces H 0 = thickness of tab mass at onset of loading H m = thickness at point of max. force H r = thickness on ejection from die. If >9 – tablets are laminated and capped
 If plastic flow occurs in a system it will continue after the removal of all forces during stress relaxation process. Plastic flow can be interpreted by viscous and elastic flow parameters and related as F t = force left in the visco elastic region at a time t. F m = total magnitude of F t force at t=0 K = visco elastic slope High K value - plastic flow - strong tablets at low compaction forces. Plasto elasticity determines change in thickness of tablet mass due to the compactional force, elastic recovery during unloading of forces H 0 = thickness of tab mass at onset of loading H m = thickness at point of max. force H r = thickness on ejection from die. If >9 – tablets are laminated and capped.")
41
Lamination &capping of Tablets: Capping is a term used to describe the partial or complete separation of top or bottom crowns of tablet from the main body of the tablet. Lamination is the separation of a tablet into two or more distinct layers. The tablet structure may fail during ejection or coating. Capping was due to entrapment of air with in tablets. This air when compressional force is applied so an ejection may possess disruptive property. Air entrapment occurs in fines due to their poor packing ability Capping was reduced by-Slow compressional rates, Using multistage compression presses. lamination is reduced by Addition of compound which enhances bonding. Providing a matrix of plastically deforming material for stress relief.

42
REFERENCES 1.www.emeraldinsight.com, 2.www.pharmainfo.net, 3.Compression and consolidation, the theory and practice of industrial pharmacy, Lachman, L.liberman, H.A. and kanig, J.L.;2009; Page No-66-99, 3.Tablet Dosage Form, Encyclopedia of pharmaceutical technology – James Swarbrick, Third Edition; Vol-6; 2007; Page No- 3641-3684, 4.Textbook of physical pharmaceutics, CVS Subramanyam; Page No 224-227

Similar presentations