Download presentation
Presentation is loading. Please wait.

1
MATERIALS RECOVERY FACILITIES

3
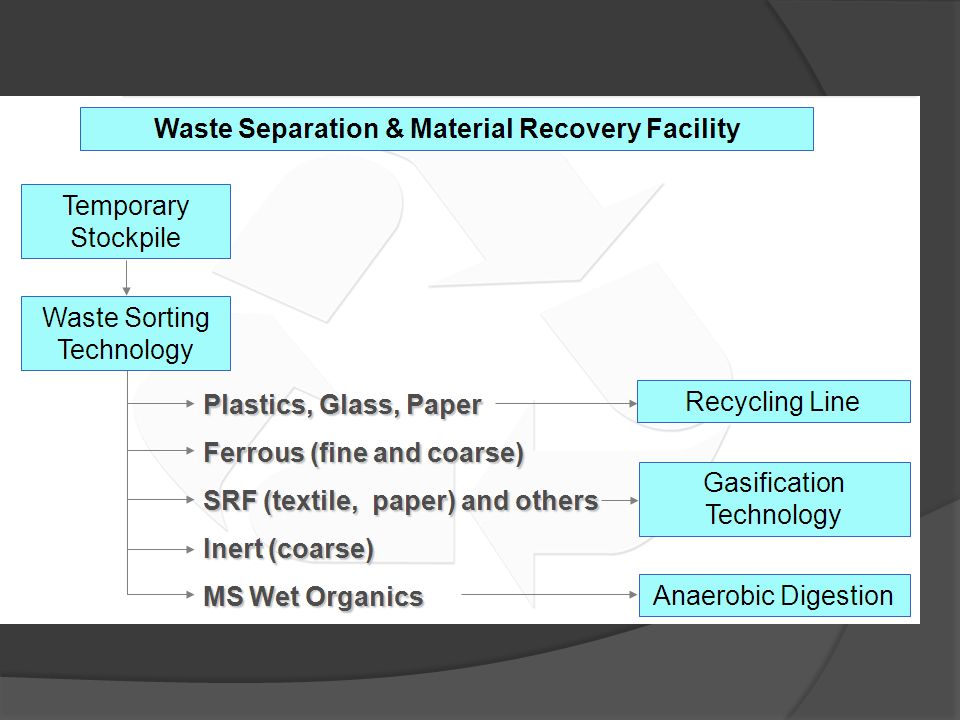
Waste Sorting Technology

4
Unsorted Domestic Waste

5
Domestic Waste Bag Opener

6
Grapple Crane (hopper/bunker)
")
7
Drum Screen Drum Screen to remove wet organics from unsorted MSW

8
Hand Picking Station to recover pieces of plastics, cartons, non ferrous metals

9
Bins for recovered waste that can be recycled Hand Picking Station

10
Magnetic Separator to recover Ferrous material

11
Automatic Air Separation to recover light plastics, paper

12
Final fractions to be shredded to form Solid Recovered Fuel

13
Open book quiz 30 mins – read notes and answer

14
Other future devices for materials separation Stoners Also called pneumatic tables, differ from jigs only in that air is substituted for water as the pulsating fluid. Most commercial models also use shaking tables, thus providing two forms of the energy input. These devices have been applied for the recovery of aluminium from shredded and screened waste. Inclined tables Use to separate particles of various densities and sizes. For example, coal can be washed by separating the slate and other heavy materials from the raw ore by washing the mixture down an inclined table and removing the heavy contaminants through ports located along the incline Shaking tables Differ from simple inclined tables only in that the table is shaken with a differential movement in the direction perpendicular to fluid flow. In addition all modern shaking tables, such as the Wilfrey Table, are equipped with riffles, which are long slots in the table, perpendicular to the flow

15
Other future devices for materials separation Optical sorting Attempts to respond to a major problem with the recovery of glass. Waste glass is of many colours and such mixtures have low market value. Clear glass alone has substantial value, while contamination by even 5% amber glass makes it essentially unmarketable, since it cannot be used to produce clear glass products. At this time, the only technique, other than hand sorting, for colour- sorting glass seems to be the use of wavelength of transmitted or reflected light from the glass. The most popular optical sorter, is shown in Figure 1. The device has in the past been used for the separation of diamonds in diamond mines and rottern corn and peanuts in agriculture

16
Optical sorting

17
http://www.youtube.com/watch?v=460xu pvmo9Q&feature=related http://www.youtube.com/watch?v=460xu pvmo9Q&feature=related http://www.youtube.com/watch?v=7CFE 5tD1CCI&feature=related

18
Materials separation system Each of the above unit accomplishes one separation, and its performance thus far has been analysed in isolation. Obviously, the placement of the unit operations in series will affect the final products. While there is no ‘best’ series for any given feed, experience over the years has shown that certain combinations seem to perform well. Example Figure 2 shows a system for processing mixed MSW. The MSW is stored on a floor where unacceptable items – such as large appliances, old lawn mowers, etc. – are removed and sent to the landfill. The first separation step is a trommel screen, which also acts as a bag opener. Both the reject and extract from the trommel screen are sent to magnets for removal of ferrous products (mostly cans), which are then sent to a can flattener and then to storage. The extract from the trommel (undersize) is sent to the landfill. The reject (oversize) goes to a hand sorting operation where corrugated cardboard, PETE plastic bottles, HDPE plastic, and aluminium cans are removed The first three go to balers and then storage, while the aluminium cans are run through a magnet to remove any stray steel cans, and the product is the sent to storage.
, which are then sent to a can flattener and then to storage. The extract from the trommel (undersize) is sent to the landfill. The reject (oversize) goes to a hand sorting operation where corrugated cardboard, PETE plastic bottles, HDPE plastic, and aluminium cans are removed The first three go to balers and then storage, while the aluminium cans are run through a magnet to remove any stray steel cans, and the product is the sent to storage..")
19
Figure 2 A typical dirty materials facility for mixed waste

20
Materials separation system Following hand sorting, the remaining material is shredded and air-classified. Providing hand sorting ahead of the shredder is excellent because it minimises the chance of explosive materials finding their way to the shredder. The shredded material is then air-classified to produce a refuse-derived fuel, which is stored for transportation to a power plant, and the reject is again sent to landfill

21
Conclusion The role of the solid waste engineer, is to understand the overall performance of such facilities, and to relate the performance to the available markets. A knowledge of the quality and quantity, as well as dependability, of the waste supply is critical. These engineers must also understand the operational costs and the details of the financing, including sale of the products.

Similar presentations








 Thanks for using these pre-made slides! You can obviously change the design of the slides and.>")










