Download presentation
Presentation is loading. Please wait.

1
TRANSFORMER OIL PROCESSING
Paul J. Hodgson B.Sc (Hons) (Wales), M.Sc (Edinburgh) Executive Vice-President, Redragon Oil & Gas Systems International Inc., Cambridge, Ontario, Canada Introduction Techniques in Processing Electrical Oils Processing on Energised Transformers Regeneration of Used Electrical Oil PCB Dechlorination Tests
 (Wales), M.Sc (Edinburgh) Executive Vice-President, Redragon Oil & Gas Systems International Inc., Cambridge, Ontario, Canada. Introduction. Techniques in Processing Electrical Oils. Processing on Energised Transformers. Regeneration of Used Electrical Oil. PCB Dechlorination. Tests.")
2
Introduction Electricity is transmitted at very high voltages to minimise losses High voltages are not practical for everyday use Voltages are transformed to lower, safer levels in a number of steps - Power, transmission and distribution transformers Transmission transformer:- Incoming (primary) voltage = 150,000 V, 121 A Outgoing (secondary) voltage = 20,000 V, 909 A
 voltage = 150,000 V, 121 A. Outgoing (secondary) voltage = 20,000 V, 909 A.")
3
Function of oil Insulation: very high voltage
differences between different parts of the transformer Cooling: conversion from one voltage to another is not 100% efficient. There are losses caused by the transformation process that are manifested as heat

4
1. Techniques in Processing Electrical Oils

5
Impurities in transformer oil are unavoidable
Primary impurities are moisture and dissolved gases and usually accompanied by solids Secondary impurities consist of solids (colloidal), acidity, gas and moisture (product of oxidation)
, acidity, gas and moisture (product of oxidation)")
6
Moisture Sources of moisture in transformer oil are:
- residual moisture of new transformer oil - residual moisture in insulation - moisture adsorbed from surrounding atmosphere - moisture as a by-product of oxidation Major transformer manufacturers recommend insulation dryness be below 0.5% and oil dryness below 10 ppm of water When transformer paper temperature increases, some of its moisture is released and absorbed by oil until equilibrium is reached

7
Moisture (cont)
")
8
Moisture (cont)
")
9
Moisture (cont)
")
10
Moisture (cont)
")
11
Air & Gas Individual components of air are found in oil in the following composition: Non-fault gases - nitrogen: approximately 70% - oxygen: approximately 30% Oil solubility at static equilibrium at 760 mm Hg and 25oC: - hydrogen: 7% by volume - nitrogen: 8.6% - oxygen: 16% - methane: 30% - acetylene: 400% - carbon dioxide: 1200% - butane: 2000% Transformer oils normally are stored under dry air or dry nitrogen atmospheres. The advantage of nitrogen blanketing is that in the absence of oxygen transformer oil cannot deteriorate

12
Air & Gas (Fault gases) From DiGiorgio, NTT, 2005
 From DiGiorgio, NTT, 2005")
13
Solids - Noncolloidal Mechanical particles >0.1 micron are considered non-colloidal Solid particle contamination in transformer oil influences the dielectric strength Two main sources of solids contamination: - cellulose insulation - dust during transformer manufacture

14
Solids – Non-colloidal

15
Solids - Colloidal Solid particles <0.1 micron are considered colloidal. These particles are small enough to be kept in suspension indefinitely Aging process of the oil is the main source of colloidal contamination Flocculation process creates colloidal particles In flocculation, particles of a few Angstroms in diameter unite into larger complexes of a max. diameter of 0.05 to 0.1 micron

16
Acidity Aging of transformer oil is accelerated by temperature and the presence of oxygen and moisture Process of aging starts from oxidation of oil by dissolved oxygen Initial products of oxidation include organic acids of low molecular weight, peroxides, alcohols and ketones Later polymerization of unsaturated hydrocarbons precipitates into a sludge

17
Acidity (cont) Sludge depositions and a increase in oil viscosity are the main factors in insulation overheating and the formation of colloidal carbon Acidity increases the affinity of oil for moisture and accelerates the process of flocculation The acceptable acidity limit of transformer oil in operation is 0.3 mg KOH/mg oil. New transformer oil acidity should be below 0.03 mg KOH/mg oil

18
Acidity increase with time

19
Definition of terms Filtration – particle removal
Dehydration – water removal Degasification – removal of gas Purification – all of the above Regeneration – acidity, colour Desludging – sludge dissolution Anti-oxidant – DBPC blend-back

20
Oil Processing Techniques
Maintenance of transformer oils falls into two categories: - preventative maintenance - restorative maintenance Regular preventative maintenance includes regular care for desiccant breathers, nitrogen blanketing systems and monitoring of proper additives level Restorative maintenance represents an attempt to return the contaminated oil and insulation to its original or as-new quality

21
Filtration Main purpose to remove solids from transformer oil
Cartridge type filters most popular Surface type filter cartridges with ratings of 0.5 to 15 microns most practical for transformer oil applications Pleated paper design gives very large filtration area in a limited amount of space

22
Processing of Oils with Fuller’s Earth
The term Fuller’s Earth is applied to any clay which has an adequate decolorizing and purifying capacity Attapulgus clay deposits found in Georgia and Florida possess superior decolorizing and adsorption powers Activated Fuller’s Earth structure is highly porous and its active structure reaches more than 100 m2/gram

23
Processing of Oils with Fuller’s Earth (cont)
The order of sorbtivity of various substances by Fuller’s Earth: - water - alcohols - acids - aldehydes - ketones - n-olefins - neutral esters - aromatics - cycloparaffins - paraffins

24
Processing of Oils with Fuller’s Earth (cont)
Purification of oils by Fuller’s Earth includes the following actions: - filtration - adsorption - catalytic activity Different methods of Fuller’s Earth purification: - contact method - fixed bed method - throwaway cartridges - re-fillable canisters or bags

25
Fuller’s Earth Flow Schematic

26
Fuller’s Earth equipment

27
Thermo-Vacuum Treatment of Transformer Oils
Most economical method in the removal of dissolved water and gases in EHV transformers Water present in oil in excess of the soluble water could be removed by heating oil to 120oC With the use of vacuum, water can be boiled out of oil at room temperature This vacuum process prevents overheating and oxidation of the oil Removal of air and other gases from oil is an added benefit of vacuum treatment

28
Thermo-Vacuum Flow Schematic

29
Thermo-Vacuum Treatment of Transformer Oils (cont)
The maximum oil surface exposure to the effect of vacuum for a certain length of time is the most important factor in effective removal of dissolved water and gas Methods to expose oil to vacuum - spray nozzle (high surface tension of oil droplets causes problems)
")
30
Thermo-Vacuum Treatment of Transformer Oils (cont)
Raschig rings (adhesion of oil to surface of rings causes problems) - fibreglass coalescing (vacuum depth penetration an issue) - centrifuge bowl spray (not very effective)
 - fibreglass coalescing (vacuum depth penetration an issue) - centrifuge bowl spray (not very effective)")
31
Mobile Transformer Oil Treatment Plant
Most newer transformers are designed for full vacuum therefore suited for dry-out by vacuum technique Typical single pass performance: 100 ppm to <10 ppm 12% to <0.25% Mobile transformer oil treatment plant can consist of the following: - Thermo-vacuum unit - Fuller’s Earth filtration system - Extra capacity vacuum pump - Extra capacity oil heater - Additive (DBPC) injection package - Electric cables, oil and vacuum hoses - Instrumentation for continuous automatic monitoring of oil quality (e.g. hygrometer, vacuum controller, BDV, etc.)
 injection package. - Electric cables, oil and vacuum hoses. - Instrumentation for continuous automatic monitoring of oil quality (e.g. hygrometer, vacuum controller, BDV, etc.)")
32
Mobile Transformer Oil Treatment Plant

33
Primary contamination in transformers is water, gas and solid particles
Secondary contamination (aging of oil) develops under electrical stress in the presence of primary contamination Complete removal of primary contamination can only be accomplished by the thermo-vacuum technique
 develops under electrical stress in the presence of primary contamination. Complete removal of primary contamination can only be accomplished by the thermo-vacuum technique.")
34
Adsorption treatment by Fuller’s Earth treatment removes products of aging
Designed concept of packed columns of Fuller’s Earth cost effective Thermo-vacuum process along with Fuller’s Earth treatment reconditions oil as well as facilitates transformer dry-out

35
Summary of effects of treatment on a transformer

36
Section end

37
2. Processing on Energised Transformers

38
WARNING! WARNING! It can be extremely dangerous to work on live transformers Utmost care must be taken Use experienced personnel only Fatal injury could occur

39
Grounding Ensure that the oil processing system is earthed
Dangerous voltages can, under exceptional circumstances, be transmitted from the transformer to the oil processing system, resulting in the oil processing system “floating up” to these voltages. The system must be properly earthed. At the very least the grounding rod should be made from 10mm diameter galvanised steel and connected to the system with suitable copper braided flex. A connection to the transformer grounding cable should also be made. It is also advisable to ensure that any earth cable brought into the system for the purpose of supplying power is firmly connected at both ends Use wire braided hoses

40
Grounding Hotstick/Barehand clearances

41
Grounding

42
Grounding

43
Before starting (1) Ensure that the oil processing system is filled with oil to just below the “High Oil Level” point in the vacuum chamber. It is imperative that when the system is first switched on and oil flow begins that there is no net loss of oil into the system as this runs the risk of draining the conservator and exposing the bushings in the transformer.

44
Chamber oil level

45
Before starting (2) Ensure that both the inlet and outlet oil hoses are filled with oil. For the same reason, there must not be a net loss of oil from the transformer and the possibility of introducing air into the transformer must be minimised (This can be easily accomplished with the TOLMS)
")
46
Before starting (3) Ensure that top up oil is available and close to hand. Under certain conditions, where the transformer is very wet, there will be settling out of free water at the bottom of the transformer. It is advisable to drain as much of this free water as possible before connecting to the oil processing equipment. This must be done slowly. It is critical to observe the transformer oil level when draining water as the fluid level will drop.

47
Before starting (4) Under no circumstances must the fluid level drop below the minimum level indicated on the conservator tank, as there is a risk that the bushings will become exposed, resulting in a flashover. If a great deal of water is being drained it is advisable to top-up the transformer from the top-up oil supply via the oil processing plant. Recirculate oil within the oil processing system to heat it and degasify it and then slowly top-up the transformer. Repeat until all the free water has been drained from the transformer.

48
Operating procedure (1)
If using the TOLMS, attach the level sensor and inlet solenoid valve assembly to outlet connection on the bottom of the transformer. The level sensor is a pressure sensor that will operate on transformers that are up to 20m high. The absolute sensor output is not critical, the concern is only for changes to the reading. It is important to allow the sensor reading to stabilise for 30 minutes prior to using the automatic shut-off system. Changes in the level of the oil in the transformer will produce changes in the output of the sensor. If the sensor reading moves too much the plant will close the inlet solenoid valve and shutdown as it assumes that there is a leak of oil out of the system. Small changes in the oil level in the transformer are permitted, as they are not critical and will happen as the oil processing system cycles between high and low level

49
Operating procedure (2)
Attach a one-way (check) valve on the far end of the outlet hose, ensuring flow is from the oil processing system into the conservator. This valve will prevent any possibility of the vacuum level in the oil processing system from draining the conservator. If the TOLMS is available then this step is not required – see flow schematic
 valve on the far end of the outlet hose, ensuring flow is from the oil processing system into the conservator. This valve will prevent any possibility of the vacuum level in the oil processing system from draining the conservator. If the TOLMS is available then this step is not required – see flow schematic.")
50
Operating procedure (3)
Connect the oil hoses to the transformer Make sure the hoses are filled with oil! This requires great care and is potentially one of the most dangerous aspects, especially connecting the outlet hose from the oil processing system to the top of the transformer or conservator tank if flange on body is not available. It is highly recommended that the transformer should be switched off to make these connections Great care is needed to avoid approaching the live terminals too closely. (10kV will jump 3cm)
")
51
Visualization

52
TOLMS

53
TOLMS

54
TOLMS

55
TOLMS

56
TOLMS

57
Start slowly! Prior to opening the valves on the transformer it is advisable to prepare the oil processing system by internally recirculating oil that is in the system i.e. having bypass open and inlet and outlet closed. If the TOLMS is used then the oil should be circulated around with V-203, V-204 open and V-201, V-202 closed. Once this oil has reached temperature, processing of the transformer can begin.

58
Start slowly! Monitor the conservator oil level at all times at this early stage. Slowly open the inlet valve and outlet valve on the oil processing system and also any manual valve on the inlet and outlet from the bottom of the transformer. Slowly close the recirculating valve. Oil is now flowing through the system and the level will be monitored automatically

59
Start slowly! Important note: If the transformer is relatively small compared to the oil processing equipment then do not process on full flow. Throttle the inlet and outlet valves down or partially open the internal recirculation valve. As a rule of thumb, do not exceed 10% of the oil volume, expressed as a flow rate e.g. 10,000 litres of oil – maximum flow rate 1,000 litres per hour

60
During processing…. (1) If the TOLMS is not used then a great deal of vigilance is required! The conservator level must be monitored at all times ! The condition of the hoses must be monitored at all times! The flow rate must be monitored at all times

61
During processing…. (2) Oil volume in a transformer changes with temperature The volume of oil in the transformer changes significantly between day time and night time. It may be necessary to temporarily “top-up” the oil during night time operation, especially if the TOLMS is being used. This oil can be “drained” during the day time shift. Take care when introducing oil into the unit, minimise the chance of air getting into the system.

62
Shutdown Normal Shutdown
Switch off the heaters, wait 30 minutes. Open the recirculating valve on the degasifier. Close the outlet valve at the bottom of the transformer and the inlet valve on the oil processing system. Continual running oil out of the degasifier until the oil level is at the desired level in the transformer. Control this via the recirculating valve and the outlet valve. Remember that this level will drop when the transformer cools down. Close the inlet valve on the transformer. The transformer is now isolated (deep breath!)
")
63
Shutdown (continued) Switch off the inlet pump. Close the outlet valve and switch off the outlet pump. Close the recirculating valve. If possible shutdown the transformer for 5 minutes. If not possible then carefully remove the hoses from the transformer and remove the oil level sensor and inlet solenoid valve assembly.

64
Shutdown EMERGENCY Once the oil level in the conservator reaches the Minimum oil level, it is crucial to prevent any further drop in oil level. CLOSE THE OUTLET VALVE AT THE BOTTOM OF THE TRANSFORMER FIRST and worry about the oil processing system last! Once the outlet valve of the transformer is closed no more oil will leave the transformer and there is time for an orderly evaluation of the problem that caused the oil level to drop

65
What Can Go Wrong? Tripping of the Bucholtz relay – the relay will not trip on a small or infrequent release of bubbles but will if the amount of introduced air is large. Proper design of the degasifier will minimise this possibility. Oil leakage from burst hoses – the TOLMS will minimise the risk of the transformer flashing over internally through lack of oil. “Float-up” of the degasifier – proper grounding and wire-braided hoses will minimise this. Flash-over of the transformer – through dumping of contaminants into the transformer e.g. sludge, free water. Correct operational procedure will minimise this risk

66
Remember……. Not every transformer can be processed energised – if the oil test shows poor results, process off-line! It is not worth getting killed to process online.

67
Heads Up! Oil parameters…..
Free water – where possible do not process on-line where free water exists. If it must be processed on-line, drain as much free water as possible from the transformer, taking all precautions to maintain the correct oil-level in the transformer. Free water introduced into the degasifier will destroy the vacuum level. Dissolved water – a limit of 50 PPM should be observed. Over this value, consider off-line processing. Acidity – if higher than 0.2 mg KOH/mg, check for physical appearance of sludge. If present, consider off-line processing.

70
Section end

71
3. Regeneration of Used Electrical Oil

72
WHAT IS REGENERATION ? Regeneration is the procedure followed if oil purification is insufficient to return the oil to an acceptable condition Regeneration is the restoration of the oil to, or better than, virgin oil specifications

73
HISTORY OF REGENERATION
1940 – Burmah-Castrol in UK 1975 – Castrol South Africa 1980 – Fluidex (SA), Filtervac (Canada) 1994 – Enviroil (SA) 1998 – Enervac (Canada) 2004 – Redragon (Canada)
, Filtervac (Canada) 1994 – Enviroil (SA) 1998 – Enervac (Canada) 2004 – Redragon (Canada)")
74
WHEN TO REGENERATE ?

75
WHEN TO REGENERATE Usually, but not exclusively, determined by acidity level of oil

76
IFT vs. NN Courtesy TMI

77
OIL PROPERTIES Courtesy TMI

78
Why is NN important Acidity dissolves transformer components
Leads to build-up of sludge Reduces cooling effects of oil Transformer overheats, leading to more rapid build-up

79
When to regenerate (2) Critical Neut Number is around 0.2, above this point increase in acidity is exponential Many utilities will consider regenerating oil as low as 0.05 Generally, the larger the transformer the lower the NN

80
Two methods of regeneration
Traditional Fullers Earth Reactivation Method Use, saturate, dispose Use, saturate, reactivate, use, saturate, reactivate, etc Disposal means Specialist, oily waste Landfill Number of uses 1 300 – 500 Processing rate 3 gal/lb 25 litre/kg 300 gal/lb 2,500 litre/kg

81
Two methods of regeneration (cont)
Traditional Fullers Earth Reactivation % Oil lost 8% 0.4% Media cost 1 5 Media replaced Weekly 4 years Equipment cost 10

82
Two methods of regeneration (cont)
Traditional Fullers Earth Reactivation No. of towers/ amount per tower 2/ kg 10 – 60/ 100 kg Flow rates per tower High, ~4,000 lph Medium, =200 lph Media required to process 1 Million Gal’s 200 tons 2 tons Best suited to Low volumes, fast, offline High volumes, slower, energised

83
Operational oil parameters

84
Typical Before and After
0.0007 < 0.1 WNR D-924 Power 90°C 6 < 35 225 PPM D-1533 Water content No sediment - Sediment D-1524 Clear Cloudy Visual < 0.5 0.5 – 8.0 2.0 D-1500 Colour 0.867 0.84 – 0.9 0.877 D-1298 Specific gravity 37 > 24 25 dynes/cm D-971 Interfacial tension < 0.01 < 0.2 0.03 mg KOH/g D-974 Neutralization number 54 > 34 18 kV D-1816 Dielectric breakdown After Recommended* Before ASTM Parameter *by Rondar. Results are per Rondar test reports T and T on oil scrapped by GE Burlington

85
Overview Transformer or oil tank 1 Heat and Pre-filter 2
Adsorbent media in columns 3 After-filter 4 Vacuum degasification and dehydration 5 Fine filtration 6

88
A panacea? – No…..

89
Waste streams - 2,000,000 litres of oil recovered
Gaseous – none (clean air) Liquid – 8,000 litres (acidic oil) Solid – 850 kg (spent activated carbon – can be regenerated)
 Liquid – 8,000 litres. (acidic oil) Solid – 850 kg. (spent activated carbon – can be regenerated)")
90
Other applications Polishing stage of used engine oil recycling plant
Replacement of disposable Fullers Earth in palm oil refining

91
Used engine oil recycling
Polishing stage of thin film vacuum distillation plant that produces as new ~N100 and ~N300 cuts (and asphalt filler) from used crankcase oil Courtesy PESCO
 from used crankcase oil. Courtesy PESCO.")
92
PROS' & CONS' OF REGENERATION ?
LIFE EXTENSION OF A LIMITED RESOURCE It is environmentally criminal not to recycle and reuse a limited resource. Regeneration technology has a long history which shows that recycled oil is as good as, if not better than new. The same oil that has been aged, regenerated, aged and regenerated 6 times shows no decrease in efficiency showing an effective lifetime for oil-in-use of over 100 years.* Modern waste stream technologies and management minimise the environmental loading from the reactivation technique to a fraction of replacement oil and traditional non-reactivation technique loading. * From work by George Hodgson and ESKOM, South Africa, 2001

93
PROS' & CONS' OF REGENERATION ?
ECONOMICALLY ADVANTAGEOUS The price of purchasing regenerated oil is typically less than 80% of new oil and can be as low as 50%. Ancillary savings increment when considering there is no downtime when reclaiming on energised equipment. Replacement with new oil and hot oil flush requires equipment switch off.

94
PROS' & CONS' OF REGENERATION ?
CONTROL OF ASSET RETAINED Oil in use is an asset. Use of regeneration technology removes dependence on oil companies to deliver replacement supplies and isolates from wildly fluctuating external market prices. Large organisations with their own reclamation systems are further insulated.

95
PROS' & CONS' OF REGENERATION ?
PCB contamination is not removed Level of the contaminant is only negligibly affected. Virgin oil does not contain PCB. PCB’s can be removed from regenerated oil through chemical treatment of the oil at an added cost.

96
PROS' & CONS' OF REGENERATION ?
Initial equipment capital cost could be high Minimum oil quotas are required to offset the capital cost. New system costs typically start around US$ 400,000

97
MOBILE CONFIGURATION

98
MOBILE CONFIGURATION

99
MOBILE CONFIGURATION

100
SEMI-MOBILE CONFIGURATION

101
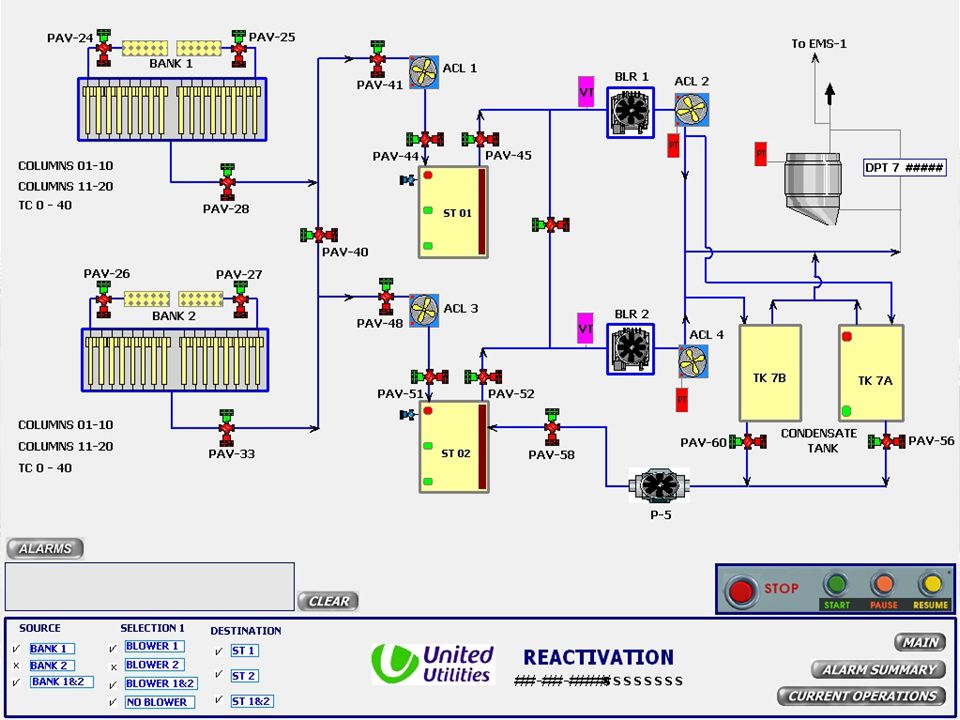
STATIC CONFIGURATION

102
STATIC CONFIGURATION

105
Summary of effects of treatment on a transformer

106
WHAT IT’S ALL ABOUT!

107
Section end

108
4. PCB Dechlorination

109
The PCB Story Polychlorinated biphenyls were first synthesized in 1881
Excellent properties – fire-resistant, very stable, insulating, low volatility Generic name Askarel (40% to 70% PCB) Brand names – Aroclor (US); Kanechlor (Japan); Pyranol (US); Santotherm (Japan); Pyroclor (US); Fenchlor (Italy); Phenoclor (France); Apirolio (Italy); Pyralene (France); Clophen (Germany); Sovol (USSR); Elaol (Germany)
 Brand names – Aroclor (US); Kanechlor (Japan); Pyranol (US); Santotherm (Japan); Pyroclor (US); Fenchlor (Italy); Phenoclor (France); Apirolio (Italy); Pyralene (France); Clophen (Germany); Sovol (USSR); Elaol (Germany)")
110
The PCB Story (cont) However found to be toxic and by-products fatal
Production banned in North America in 1977 +/- 635,000,000 kg produced in North America Used in transformers, capacitors plus other non- electrical applications

111
The PCB Story (cont) Most countries have a maximum allowable limit of 50 PPM but this is coming down (2 PPM?) Even developed countries have problems (UK, Spain…) Two main treatment options Incineration (>1200°C, O2 rich, >2s) Chemical treatment (Na, K)
 Two main treatment options. Incineration (>1200°C, O2 rich, >2s) Chemical treatment (Na, K)")
112
The PCB Story (cont) “Polychlorinated biphenyls, commonly known as chlorobiphenyls or PCBs, are a group of halogenated aromatic hydrocarbons (arenes) characterized by the biphenyl structure (two phenyl rings (C6H5)2) and at least one chlorine atom substituted for hydrogen. The chlorine atoms can be attached at any of the ten available sites. In theory there are 209 congeners but only approximately 130 congeners have actually been used in chemical formulations (Holoubek, 2000). Typically 40-60% of the 10 possible substitution sites are occupied with chlorine atoms (four to six chlorine atoms) (Environment Canada, 1988). Some regulatory agencies only regulate those congeners that have at least two chlorine atoms attached. They are virtually insoluble in water and very resistant to thermal and biological degradation. “ Source: Basel Convention, September 2002
 characterized by the biphenyl structure (two phenyl rings (C6H5)2) and at least one chlorine atom substituted for hydrogen. The chlorine atoms can be attached at any of the ten available sites. In theory there are 209 congeners but only approximately 130 congeners have actually been used in chemical formulations (Holoubek, 2000). Typically 40-60% of the 10 possible substitution sites are occupied with chlorine atoms (four to six chlorine atoms) (Environment Canada, 1988). Some regulatory agencies only regulate those congeners that have at least two chlorine atoms attached. They are virtually insoluble in water and very resistant to thermal and biological degradation. Source: Basel Convention, September")
113
Chemical Treatment Continuous

114
Chemical Treatment Batch

115
Frequently Asked Questions
“Who developed the process” “In which countries has the technology been used….” “How long has the process been in successful operation” “Detailed description of the process and technology” “Total waste from 1500 litres at 50 PPM PCB” “What are the waste products” “What is the operational cost of the unit” “What is the cost to buy the unit”

116
“Who developed the process”
The process was developed in Canada by Ontario Hydro and BC Hydro. The process was developed in Both utilities have been operating units since the mid-1980’s and have current Canadian Ministry of Environment approval. The process was independently developed in the US around the same time.

117
“In which countries has the technology been used….”
Canada, United States, Mexico, Japan, United Kingdom, France, Spain and Australia are countries that have used or use this technology.

118
“How long has the process been in successful operation”
For approximately 20 years. The first Ontario Hydro unit was delivered in 1982. By 2001, BC Hydro had reclaimed 15,000,000 litres of contaminated oil for re-use.

119
“Detailed description of the process and technology”
General A PCB treatment system comprises of several steps and the unit is comprised of several modules to achieve this end:- A degassification module – primary function is to remove any water in the oil down to a known level of around 10 PPM A sodium dispersion system – this module controls the amount of sodium introduced into the mixing tanks The mixing tanks – this is the section of the system where the PCB contaminated oil is mixed with the sodium dispersion and the PCB’s are converted to harmless by-products

120
“Detailed, comprehensive description of the process and technology”
The nitrogen purge system – this module controls the nitrogen blanket above the mixed volume and also in the sodium module The chiller package – is used to take out any remaining condensables in the treated oil and reduce the temperature of the oil prior to treatment in the (optional) centrifuge module The centrifuge module – this option is used to accelerate the return of treated oil back into service. If a tank farm principle is used then this is not required.
 centrifuge module. The centrifuge module – this option is used to accelerate the return of treated oil back into service. If a tank farm principle is used then this is not required.")
121
Flow and process description
The system works on a batch principle, 1500 litres are treated per batch. Contaminated oil is pumped into the first stage, the degassifier. The oil flows through a 30-mesh strainer to remove gross particulate contamination from the oil stream. The strainer section has a bypass facility for rapid change-out of the baskets. It then passes a valved manifold for pre-heating via a heat exchanger connected to the outlet of the mixer tank module. Clearly, on the first batch, the heat exchanger can be bypassed. Use of the heat exchanger allows a reduction in energy requirement of some 33 kW. After the manifold, the oil is passed into the heater bank in order to raise the temperature to assist the flash evaporation of water in the oil as it enters the vacuum chamber. Flash evaporation is aided by our unique coalescing element design. Oil level and anti-foaming controls are fitted to the vacuum chamber. Passage through this part of the system ensures that the oil is degassed, filtered down to 20 microns (by the chamber elements) and dry down to less than 10 PPM absorbed water. The oil is then metered by an electronic meter into one of the two mixing tanks. The oil is circulated through a separate heater to raise the temperature of the mixer tanks to 100°C (subsequent batches do not require this). At this point the oil is ready for treatment, under a nitrogen blanket. Prior to this it is necessary to ensure that the sodium shipping container is connected to the plant and the there is sodium in the sodium dispersion tank. It is required that the level of PCB contamination of the oil to be treated is known as this determines how much dispersion is fed into the mixer tanks. The feed process is automatic once the operator has dialed in the required volume using thumb wheels. The sodium usage is as follows:- 0 – 140 PPM PCB – 5 litres dispersion 300 – 400 PPM PCB 5 – 6 litres dispersion 450 – 650 PPM PCB 6 – 8 litres dispersion 650 – 900 PPM PCB 8 –10 litres dispersion The sodium is fed into the mixing tank under nitrogen pressure. At this point the reaction of the sodium dispersion and contaminated oil is agitated by the mixer impellers. The reaction process is exothermic and the temperature of the oil in the tank may be expected to rise to over 120°C. The nitrogen blanket above the sodium serves to two purposes, one of them is to minimise the risk of fire and the second is to prevent the oxidation of the sodium and slow down the reaction. [The entire PCB Decontamination unit is protected by a dual fire protection system an Argon (inert gas) system for the sodium storage compartment and a Halon system for the rest of the plant.] The metered quantity of sodium dispersion is more than enough to allow the reaction to go to completion, this will take around 15 – 20 minutes. A sample is taken at this time and analysed for PCB. If PCB is still present the reaction is allowed to proceed until no PCB is detected. At this point we still have unreacted sodium dispersion in the tank and it is necessary to add kill water into the process to finish the sodium reaction. Approximately 10 litres of kill water is added. This ensures that the processed oil, although containing water, is neutral and unreactive. The processed oil is now pumped out of the mixer tank, via the heat exchanger on the inlet of the degassifier, to the optional centrifuge where the sludge content is removed. If the centrifuge is not taken as an option, the cooled oil is pumped into a storage tank where carbon dioxide is bubbled through the tank to assist the sludge settle-out. After a day or so the oil in the tank can be processed through a conventional degassifier to remove the residual moisture or pumped through a Fullers Earth treatment system to upgrade the oil to an as new status. The entire system is PLC controlled and is automatic in operation. All parameters are monitored by the PLC and the system will shut-down in a fail-safe manner, if required.
 and dry down to less than 10 PPM absorbed water. The oil is then metered by an electronic meter into one of the two mixing tanks. The oil is circulated through a separate heater to raise the temperature of the mixer tanks to 100°C (subsequent batches do not require this). At this point the oil is ready for treatment, under a nitrogen blanket. Prior to this it is necessary to ensure that the sodium shipping container is connected to the plant and the there is sodium in the sodium dispersion tank. It is required that the level of PCB contamination of the oil to be treated is known as this determines how much dispersion is fed into the mixer tanks. The feed process is automatic once the operator has dialed in the required volume using thumb wheels. The sodium usage is as follows:- 0 – 140 PPM PCB 4 – 5 litres dispersion. 300 – 400 PPM PCB 5 – 6 litres dispersion. 450 – 650 PPM PCB 6 – 8 litres dispersion. 650 – 900 PPM PCB 8 –10 litres dispersion. The sodium is fed into the mixing tank under nitrogen pressure. At this point the reaction of the sodium dispersion and contaminated oil is agitated by the mixer impellers. The reaction process is exothermic and the temperature of the oil in the tank may be expected to rise to over 120°C. The nitrogen blanket above the sodium serves to two purposes, one of them is to minimise the risk of fire and the second is to prevent the oxidation of the sodium and slow down the reaction. [The entire PCB Decontamination unit is protected by a dual fire protection system an Argon (inert gas) system for the sodium storage compartment and a Halon system for the rest of the plant.] The metered quantity of sodium dispersion is more than enough to allow the reaction to go to completion, this will take around 15 – 20 minutes. A sample is taken at this time and analysed for PCB. If PCB is still present the reaction is allowed to proceed until no PCB is detected. At this point we still have unreacted sodium dispersion in the tank and it is necessary to add kill water into the process to finish the sodium reaction. Approximately 10 litres of kill water is added. This ensures that the processed oil, although containing water, is neutral and unreactive. The processed oil is now pumped out of the mixer tank, via the heat exchanger on the inlet of the degassifier, to the optional centrifuge where the sludge content is removed. If the centrifuge is not taken as an option, the cooled oil is pumped into a storage tank where carbon dioxide is bubbled through the tank to assist the sludge settle-out. After a day or so the oil in the tank can be processed through a conventional degassifier to remove the residual moisture or pumped through a Fullers Earth treatment system to upgrade the oil to an as new status. The entire system is PLC controlled and is automatic in operation. All parameters are monitored by the PLC and the system will shut-down in a fail-safe manner, if required.")
122
“Total waste from 1500 litres at 50 PPM PCB”
Total waste will be approximately 7 kilograms based on above parameters.

123
“What are the waste products”
49.8% filterable oil 30.9% sodium chloride 10.0% un-saponifiables 5.4% NaOH 0.8% Fatty acid esters 0.8% sodium carbonate 1.3% sodium soap 0.1% asphalt and tar Non-detectable PCB, dioxin and di-benzo furane 60% of sludge is water soluble. SG 0.95, flash point >100°C, pH between

124
“What is the operational cost of the unit”
This is dependent on local labour rates but in a study performed by Ontario Hydro, based on two operators, shows the cost to recover 1 litre of oil contaminated at 200 PPM PCB is US 20 cents, excluding capital financing costs.

125
Federal discharge criteria

126
Section end

127
5. Tests

128
Significance of tests*
Aniline Point (D 611) The aniline point is the temperature at which a mixture of aniline and oil separates. It provides a rough indication of the total aromatic content, and relates to the solvency of the oil for materials which are in contact with the oil. The lower the aniline point, the greater the solvency effect. Carbon Type Composition (D 2140) The carbon type composition characterizes an insulating oil in terms of the percentage of aromatic, naphthenic, and paraffinic carbons. It can be used to detect changes in oil composition and to relate certain phenomena that have been demonstrated to be related to oil composition. Color (D 1500) The color of a new oil is generally accepted as an index of the degree of refinement. For oils in service, an increasing or high color number is an indication of contamination, deterioration, or both. * From Doble Engineering, 2005
 The aniline point is the temperature at which a mixture of aniline and oil separates. It provides a rough indication of the total aromatic content, and relates to the solvency of the oil for materials which are in contact with the oil. The lower the aniline point, the greater the solvency effect. Carbon Type Composition (D 2140) The carbon type composition characterizes an insulating oil in terms of the percentage of aromatic, naphthenic, and paraffinic carbons. It can be used to detect changes in oil composition and to relate certain phenomena that have been demonstrated to be related to oil composition. Color (D 1500) The color of a new oil is generally accepted as an index of the degree of refinement. For oils in service, an increasing or high color number is an indication of contamination, deterioration, or both. * From Doble Engineering,")
129
Significance of tests*
Corrosive Sulfur (D 1275) This test detects the presence of objectionable quantities of elemental and thermally unstable sulfur- bearing compounds in an oil. When present, these compounds can cause corrosion of certain transformer metals such as copper and silver. Dielectric Breakdown (D 877, D 1816) The dielectric breakdown is the minimum voltage at which electrical flashover occurs in an oil. It is a measure of the ability of an oil to withstand electrical stress at power frequencies without failure. A low value for the dielectric- breakdown voltage generally serves to indicate the presence of contaminants such as water, dirt, or other conducting particles in the oil. Method D 1816 is more sensitive than Method D 877 to contaminants that lower the dielectric-breakdown voltage and is the preferred method for assessing the intrinsic breakdown strength of an oil. * From Doble Engineering, 2005
 This test detects the presence of objectionable quantities of elemental and thermally unstable sulfur- bearing compounds in an oil. When present, these compounds can cause corrosion of certain transformer metals such as copper and silver. Dielectric Breakdown (D 877, D 1816) The dielectric breakdown is the minimum voltage at which electrical flashover occurs in an oil. It is a measure of the ability of an oil to withstand electrical stress at power frequencies without failure. A low value for the dielectric- breakdown voltage generally serves to indicate the presence of contaminants such as water, dirt, or other conducting particles in the oil. Method D 1816 is more sensitive than Method D 877 to contaminants that lower the dielectric-breakdown voltage and is the preferred method for assessing the intrinsic breakdown strength of an oil. * From Doble Engineering,")
130
Significance of tests*
Water Content (D 1533) A low water content is necessary to obtain and maintain acceptable electrical strength and low dielectric losses in insulation systems. Flash Point (D 92) The flash point is the minimum temperature at which heated oil gives off sufficient vapor to form a flammable mixture with air. It is an indicator of the volatility of the oil. Furanic Compounds (D 5837) Furanic compounds are generated as byproducts of the degradation of cellulosic materials such as insulating paper, pressboard, and wood. These compounds serve as indicators of insulation degradations. Because they are dissolved in the oil, furanic compounds can readily be sampled and tested by high performance liquid chromatography (HPLC). No significant quantity should be detected in new oils. * From Doble Engineering, 2005
 A low water content is necessary to obtain and maintain acceptable electrical strength and low dielectric losses in insulation systems. Flash Point (D 92) The flash point is the minimum temperature at which heated oil gives off sufficient vapor to form a flammable mixture with air. It is an indicator of the volatility of the oil. Furanic Compounds (D 5837) Furanic compounds are generated as byproducts of the degradation of cellulosic materials such as insulating paper, pressboard, and wood. These compounds serve as indicators of insulation degradations. Because they are dissolved in the oil, furanic compounds can readily be sampled and tested by high performance liquid chromatography (HPLC). No significant quantity should be detected in new oils. * From Doble Engineering,")
131
Significance of tests*
Impulse Breakdown Voltage (D 3300) The impulse breakdown voltage is the voltage at which electrical flashover occurs in an oil under impulse conditions. It indicates the ability of an oil to resist transient voltage stresses such as those caused by nearby lightning strokes and high-voltage switching surges. The results are dependent on electrode geometry, spacing, and polarity. Interfacial Tension (D 971) The interfacial tension of an oil is the force in dynes per centimeter required to rupture the oil film existing at an oil-water interface. When certain contaminants such as soaps, paints, varnishes, and oxidation products are present in the oil, the film strength of the oil is weakened, thus requiring less force to rupture. For oils in service, a decreasing value indicates the accumulation of contaminants, oxidation products, or both. It is a precursor of objectionable oxidation products which may attack the insulation and interfere with the cooling of transformer windings. * From Doble Engineering, 2005
 The impulse breakdown voltage is the voltage at which electrical flashover occurs in an oil under impulse conditions. It indicates the ability of an oil to resist transient voltage stresses such as those caused by nearby lightning strokes and high-voltage switching surges. The results are dependent on electrode geometry, spacing, and polarity. Interfacial Tension (D 971) The interfacial tension of an oil is the force in dynes per centimeter required to rupture the oil film existing at an oil-water interface. When certain contaminants such as soaps, paints, varnishes, and oxidation products are present in the oil, the film strength of the oil is weakened, thus requiring less force to rupture. For oils in service, a decreasing value indicates the accumulation of contaminants, oxidation products, or both. It is a precursor of objectionable oxidation products which may attack the insulation and interfere with the cooling of transformer windings. * From Doble Engineering,")
132
Significance of tests*
Neutralization Number (D 974) The neutralization number of an oil is a measure of the amount of acidic or alkaline materials present. As oils age in service, the acidity and therefore the neutralization number increases. A used oil having a high neutralization number indicates that the oil is either oxidized or contaminated with materials such as varnish, paint, or other foreign matter. (A basic neutralization number results from an alkaline contaminant in the oil.) Pour Point (D 97) The pour point is the lowest temperature at which oil will just flow. A low pour point is important, particularly in cold climates, to ensure that the oil will circulate and serve its purpose as an insulating and cooling medium. It may be useful for identifying the type (naphthenic, paraffinic) of oils. * From Doble Engineering, 2005
 The neutralization number of an oil is a measure of the amount of acidic or alkaline materials present. As oils age in service, the acidity and therefore the neutralization number increases. A used oil having a high neutralization number indicates that the oil is either oxidized or contaminated with materials such as varnish, paint, or other foreign matter. (A basic neutralization number results from an alkaline contaminant in the oil.) Pour Point (D 97) The pour point is the lowest temperature at which oil will just flow. A low pour point is important, particularly in cold climates, to ensure that the oil will circulate and serve its purpose as an insulating and cooling medium. It may be useful for identifying the type (naphthenic, paraffinic) of oils. * From Doble Engineering,")
133
Significance of tests*
Power Factor (D 924) The power factor of an insulating oil is the cosine of the phase angle between a sinusoidal potential applied to the oil and the resulting current. Power factor indicates the dielectric loss of an oil; thus the dielectric heating. A high power factor is an indication of the presence of contamination or deterioration products such as moisture, carbon or other conducting matter, metal soaps and products of oxidation. Specific Gravity (D 1298) The specific gravity of an oil is the ratio of the weights of equal volumes of oil and water determined under specified conditions. In extremely cold climates, specific gravity has been used to determine whether ice, resulting from the freezing of water in oil-filled apparatus, will float on the oil and possibly result in flashover of conductors extending above the oil level. The specific gravity of mineral oil influences the heat transfer rates. Oils of different specific gravity may not readily mix when added to each other and precautions should be taken to ensure mixing. * From Doble Engineering, 2005
 The power factor of an insulating oil is the cosine of the phase angle between a sinusoidal potential applied to the oil and the resulting current. Power factor indicates the dielectric loss of an oil; thus the dielectric heating. A high power factor is an indication of the presence of contamination or deterioration products such as moisture, carbon or other conducting matter, metal soaps and products of oxidation. Specific Gravity (D 1298) The specific gravity of an oil is the ratio of the weights of equal volumes of oil and water determined under specified conditions. In extremely cold climates, specific gravity has been used to determine whether ice, resulting from the freezing of water in oil-filled apparatus, will float on the oil and possibly result in flashover of conductors extending above the oil level. The specific gravity of mineral oil influences the heat transfer rates. Oils of different specific gravity may not readily mix when added to each other and precautions should be taken to ensure mixing. * From Doble Engineering,")
134
Significance of tests*
Oxidation Inhibitor Content (D 2668, D 4760) These tests provide a method for the quantitative determination of the amount of oxidation inhibitor (2,6-ditertiary butyl-paracresol or 2,6 ditertiary phenol) present in an inhibited oil. Control of the inhibitor content is an important factor in maintaining long service life of inhibited insulating oils. Power Factor Valued Oxidation (PFVO) This test, developed by the Doble Engineering Company, periodically measures the power factor of an oil while it is being aged at 95°C in the presence of copper and air. Consequently, it indicates the dielectric-loss characteristics of insulating oil as a function of accelerated aging conditions. The resulting graph of power factor versus time characterizes a given oil. It is applicable as a continuity test, as well as a measure of oil quality. The test is run concurrently with the Doble Sludge-Free Life test which measures the time until the oil forms sludge. * From Doble Engineering, 2005
 These tests provide a method for the quantitative determination of the amount of oxidation inhibitor (2,6-ditertiary butyl-paracresol or 2,6 ditertiary phenol) present in an inhibited oil. Control of the inhibitor content is an important factor in maintaining long service life of inhibited insulating oils. Power Factor Valued Oxidation (PFVO) This test, developed by the Doble Engineering Company, periodically measures the power factor of an oil while it is being aged at 95°C in the presence of copper and air. Consequently, it indicates the dielectric-loss characteristics of insulating oil as a function of accelerated aging conditions. The resulting graph of power factor versus time characterizes a given oil. It is applicable as a continuity test, as well as a measure of oil quality. The test is run concurrently with the Doble Sludge-Free Life test which measures the time until the oil forms sludge. * From Doble Engineering,")
135
Significance of tests*
Oxidation Stability (acid/sludge) (D 2440) The acid/sludge test is a method of assessing the oxidation resistance of an oil by determining the amount of acid/sludge products formed when tested under certain prescribed conditions. Oils which meet or exceed the requirements tend to preserve insulation system life and ensure acceptable heat transfer. The test may also be used to check the performance consistency of this characteristic of production oils. Oxidation Stability (D 2112) This test is a rapid method for the evaluation of the oxidation stability of new insulating oils containing an oxidation inhibitor. It is used as a control test for evaluating the response characteristics of new oils to oxidation inhibitors. It may also be used to check the performance consistency of production oils. Good oxidation stability is a principal requirement for long service life of transformer oils. * From Doble Engineering, 2005
 (D 2440) The acid/sludge test is a method of assessing the oxidation resistance of an oil by determining the amount of acid/sludge products formed when tested under certain prescribed conditions. Oils which meet or exceed the requirements tend to preserve insulation system life and ensure acceptable heat transfer. The test may also be used to check the performance consistency of this characteristic of production oils. Oxidation Stability (D 2112) This test is a rapid method for the evaluation of the oxidation stability of new insulating oils containing an oxidation inhibitor. It is used as a control test for evaluating the response characteristics of new oils to oxidation inhibitors. It may also be used to check the performance consistency of production oils. Good oxidation stability is a principal requirement for long service life of transformer oils. * From Doble Engineering,")
136
Significance of tests*
Gassing Under Electrical Stress (D 2300) The gassing tendency is defined as the rate of gas evolved or absorbed by an insulating oil when subjected to electrical stress of sufficient intensity to cause ionization. The characteristic is positive if gas is evolved and negative if gas is absorbed. Correlation of results with equipment performance is limited at present. Polychlorinated Biphenyls (D 4059) Regulations prohibiting the commercial distribution of polychlorinated biphenyls (PCBs) mandate that insulating oils be examined for PCB contamination levels to assure that new products do not contain detectable amounts. Viscosity (D 445) Viscosity is the resistance of oil to flow under specified conditions. The viscosity of oil used as a coolant influences heat transfer rates and consequently the temperature rise of an apparatus. The viscosity of an oil also influences the speed of moving parts in tap changers and circuit breakers. High viscosity oils are less desirable, especially in cold climates. Standard viscosity curves can be generated using Method D 341 by measuring two or three data points and plotting the data on special chart paper. The resulting curve can be used to interpolate or extrapolate values at temperatures where the viscosity is not measured directly. * From Doble Engineering, 2005
 The gassing tendency is defined as the rate of gas evolved or absorbed by an insulating oil when subjected to electrical stress of sufficient intensity to cause ionization. The characteristic is positive if gas is evolved and negative if gas is absorbed. Correlation of results with equipment performance is limited at present. Polychlorinated Biphenyls (D 4059) Regulations prohibiting the commercial distribution of polychlorinated biphenyls (PCBs) mandate that insulating oils be examined for PCB contamination levels to assure that new products do not contain detectable amounts. Viscosity (D 445) Viscosity is the resistance of oil to flow under specified conditions. The viscosity of oil used as a coolant influences heat transfer rates and consequently the temperature rise of an apparatus. The viscosity of an oil also influences the speed of moving parts in tap changers and circuit breakers. High viscosity oils are less desirable, especially in cold climates. Standard viscosity curves can be generated using Method D 341 by measuring two or three data points and plotting the data on special chart paper. The resulting curve can be used to interpolate or extrapolate values at temperatures where the viscosity is not measured directly. * From Doble Engineering,")
137
Section end

Similar presentations






: Safety Systems Overview>")





>")











