Download presentation
Presentation is loading. Please wait.

1
"FOUNDRIES IN NORTHERN CALIFORNIA
"FOUNDRIES IN NORTHERN CALIFORNIA??" An Overview of Your Neighborhood Aluminum, Brass, Iron, and Steel Foundries (and Why We’re Here).
.")
2
Why? What keeps these foundries here? Local Designers Local Start-ups
Local OEM’s Specialized in their Niche Products and Services. Medical Capital Equipment Semi-conductor Capital Equipment Networking Enclosures & Equipment Heavy Trucking Components Oil Exploration Equipment Indoor & Outdoor Lighting Why are there only a small number remaining in Northern CA? There were approximately 125 Foundries in 1940’s Consumer items after WWII Less than 20 in 2007 Foundries have moved Outside of California Closed Global Competition

3
Who? Iron Aluminum McWane Inc - AB&I Foundry – Oakland
California Casting - Richmond California State University - Chico Castco - San Leandro East Bay Brass Foundry - Richmond (Brass, Bronze, Lead, Copper) Exper Cast Foundry - Santa Clara General Foundry Service - San Leandro Kearney Pattern Works & Foundry – San Jose Production Pattern & Foundry Ridge Cast Metals Carson City, NV Terminal Brass/Aluminum Foundry – South San Francisco Iron McWane Inc - AB&I Foundry – Oakland Ridge Foundry – San Leandro Lodi Iron Works - Lodi U S Pipe & Foundry - Union City Steel California Electric Steel – Angels Camp Grass Valley Steel Cast - Grass Valley Pacific Steel – Berkeley Tusco Casting – Lodi Specialty Services Rapid Mold (Digitized Molding) – Most Alloys Poured St. John Associates
 Exper Cast Foundry - Santa Clara. General Foundry Service - San Leandro. Kearney Pattern Works & Foundry – San Jose. Production Pattern & Foundry Ridge Cast Metals Carson City, NV. Terminal Brass/Aluminum Foundry – South San Francisco. Iron. McWane Inc - AB&I Foundry – Oakland. Ridge Foundry – San Leandro. Lodi Iron Works - Lodi. U S Pipe & Foundry - Union City. Steel. California Electric Steel – Angels Camp. Grass Valley Steel Cast - Grass Valley. Pacific Steel – Berkeley. Tusco Casting – Lodi. Specialty Services. Rapid Mold (Digitized Molding) – Most Alloys Poured. St. John Associates.")
5
Processes Bonded Sand Casting Green Sand Chemically Bonded Sand
Vacuum Casting Shell Sand Casting Permanent Mold Casting Rubber Plaster Mold (RPM) Casting Investment Casting Centrifugal Casting True Centrifugal Centrifugal
 Casting. Investment Casting. Centrifugal Casting. True Centrifugal. Centrifugal.")
6
Green Sand Chemically Bonded Sand – “No Bake”
Bonded Sand Processes Green Sand Chemically Bonded Sand – “No Bake”

7
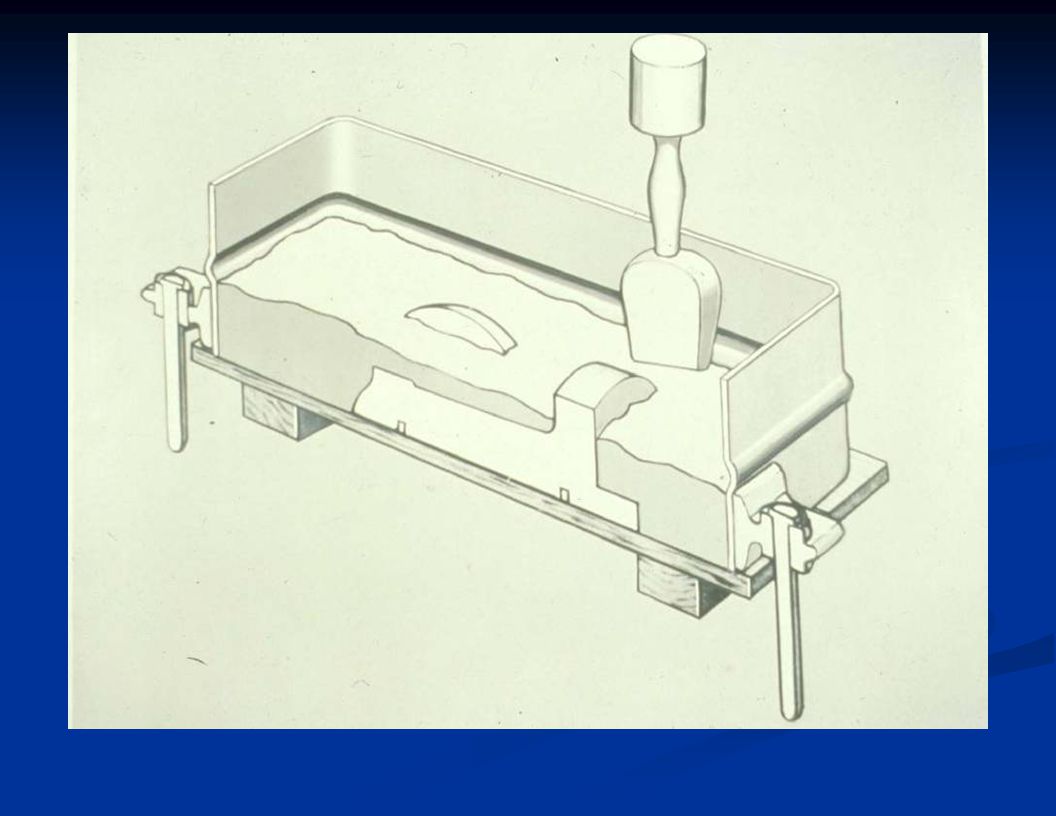
Green Sand Molding

8
Green Sand Components Sand Clay Water Additives Carbons Cellulose
Cereals

12
Green Sand Molding

13
Green Sand Advantages Steel ice cleat cast in green sand replaced a forging Cost effective Not “hazardous” waste in landfills Minimal VOC’s emitted during pouring Versatile; By far, most widely used Applicable to all alloys except Ti & Zr Adaptable to both low and high volume Forgiving of minor tooling flaws Ductile iron air scoop replaced weldment at 40% cost reduction

14
When Would Green Sand Be Used?
Lost Foam 8

15
No Bake Molding

16
No Bake Advantages Also called Air-Set or Self-Setting
Used to make cores & molds Easy sand mix compared to green sand Good sand flowability Uniform strength in cores & molds Good dimensional control Dry; No Moisture in mold = Steam Longer “shelf life” than Greensand Can make any size mold or core No Bake Advantages Strut Fan Cowl Support Beam for Boeing—Aluminum no-bake mold; holds engine to wing

17
When Would No-Bake (Air-Set) Be Used?
Lost Foam 8

18
Shell Sand Process

20
Shell Sand Advantages Holds tight tolerances Less draft required
Very thin walled sections possible Small cored holes easily cast Excellent surface finish Excellent dimensional capability Excellent dimensional stability

21
Shell Sand Drawbacks Special pattern equipment required
Capital outlay for machinery Size limits - small to medium sized molds & cores Resin level is slightly higher than other chemically bonded sands High casting volume needed for cost efficiency

22
When Would Shell Molds/Cores Be Used?
Lost Foam 8

23
Permanent Mold Semi-Permanent Mold Low-Pressure Die Casting
Permanent Molding Permanent Mold Semi-Permanent Mold Low-Pressure Die Casting

24
Interchangeable Terms
Permanent Mold Low Pressure Permanent Mold Die Casting Gravity Die Casting Low Pressure Die Casting High Pressure Die Casting Confused Yet?

25
Permanent Mold Casting

26
Types of Permanent Mold Casting
Static Pouring similar to sand casting Tilt Pouring metal is poured into a basin while mold is horizontal and flows into the mold cavity as the mold is gradually tilted to a vertical position Low Pressure or Vacuum metal is drawn from below the mold up into the mold (counter gravity ) via a vacuum or pressure
 via a vacuum or pressure.")
27
Permanent Mold Advantages
Oscar-Copper-based alloy Good dimensional accuracy Consistent quality Metal fill can be controlled (tilt-pour) Suitable for fairly complex castings Multiple alloys castable Expendable cores can be used Process is then called Semi-Permanent mold Corvette Brake Pedal-converted from steel to aluminum
 Suitable for fairly complex castings. Multiple alloys castable. Expendable cores can be used. Process is then called Semi-Permanent mold. Corvette Brake Pedal-converted from steel to aluminum.")
28
Permanent Mold Drawbacks
High cost of tooling Limited casting size

29
When Would Permanent Molds Be Used?
Lost Foam 8

30
Plaster Molding

31
Plaster Molding Process
Mold is made from a mixture of plaster, talc, other refractory materials and water Slurry is poured or piped into a flask containing the pattern Mold is dried in a circulating air oven until no moisture is present

33
Plaster Mold Casting Rubber Plaster Mold process
Commonly replaces plastic injection molding with aluminum casting Natural EMI RF Shielding Tolerances: +/ ” first 8 inches. 20 days from CAD files to delivery (inc. machining)
")
34
Plaster Advantages High casting yield
no gas or steam produced when metal is poured Fine detail & intricate thin sections possible Very little cleaning, if any, needed

35
Plaster Drawbacks Drying time can take hours and can cause warpage or shrinkage of the mold Low to medium volume production capabilities Limited alloys - usually nonferrous

36
What Is a Common Use for Plaster Molds?
Lost Foam 8

37
Investment Casting

38
Ceramic Shell Process

40
Investment Casting Advantages
Extremely accurate & flexible design parameters Useful for casting difficult to machine alloys Superior casting finish Suitable for large or small quantities Wide range of alloys cast Cast in Stainless or Chrome-Moly Steel for Integrity, Cast-In Features and Aesthetics; All Ruger Castings Are Visible

41
Investment Casting Drawbacks
Casting size is limited Costly process Equipment Patterns Process components very important Additional quality checks required

42
When Would Investment Casting Be Used?
Lost Foam 8

43
Centrifugal Casting

44
“True” Centrifugal Casting
Casting is spun on its own axis No risers are required No center core is needed

45
Centrifugal Casting Machine Developed ~1923

46
Pipe Casting Machine Iron Flowing into the Mold at ~2340°F.
Plant produces about 4 miles of pipe/day. Pipe are approximately 85-90% recycled materials.

47
Centrifuged Casting Mold impressions are grouped around a central down-gate Centrifugal force is used as a mold filling device

48
Centrifugal Casting Advantages
Improved homogeneity Improved accuracy in special circumstances

49
Centrifugal Casting Drawback
Limitations on casting shape

50
What Questions Remain About Processes?
Lost Foam 8

51
Value to both the manufacturer and the end user, is for the engineer to communicate with the foundry, fabricator, or whomever during the design process. If the drawing calls for a fabricated piece they may have missed an opportunity for a cast part that may have done a superior job, may have cost less, may have been quicker. Or if a casting was called for maybe they designed in such a way that the part is 3 times as expensive as it would have been had they not added an undercut that required extra tooling via inserts or multiple core boxes. We love it when we get an from an engineer asking for input during part design. - East Bay Brass

52
Barron Gage - Sales Manager
Lodi Iron works has been making quality Iron and Steel castings for over 60 years. Centrally located in the San Joaquin Valley, LIW is capable of pouring 1 pound to 1000 pound castings in any Ferrous alloy including Cast Iron or Ductile Iron in our Lodi Foundry, and any Steel, Stainless Steel or various specialty alloy such as 17-4 PH & Monel in our Galt Foundry, 10 miles away. We have a Pattern Shop on site and are willing to help our customers in the design phase of projects in order to develop the best combination of quality and cost efficiency in the final product. We are happy to quote projects of as few as one casting but we are also set up to run volumes of 1000's of castings on our 3 automated production lines. If you need high quality sand castings and want to work with a foundry that cares about your success, give us a call. Barron Gage - Sales Manager Lodi Iron Works x4

53
Digital Mold and Core Printing System
Technikon is advancing rapid prototyping technologies, such as digital manufacturing . . . Production digital mold and core printing system Prototype casting capability – CAD file to finish castings without tooling Development of superior binder technologies are being tested to advance digital manufacturing mold and core packages Jay S. St. John ST. JOHN ASSOCIATES P.O. Box 323 Diablo, CA (925)
")
54
Local Foundries Cast Iron Aluminum Ridge Foundry – San Leandro
Lodi Iron Works - Lodi Centrifugal Iron McWane Inc - AB&I Foundry – Oakland U S Pipe & Foundry - Union City Steel California Electric Steel – Angels Camp Grass Valley Steel Cast - Grass Valley Pacific Steel – Berkeley Tusco Casting – Lodi Specialty Services Rapid Mold (Digitized Molding) – (Pouring Most Alloys) St. John Associates Aluminum California Casting - Richmond California State University - Chico Castco - San Leandro East Bay Brass Foundry - Richmond (Brass, Bronze, Lead, Copper) Exper Cast Foundry - Santa Clara General Foundry Service - San Leandro Kearney Pattern Works & Foundry – San Jose Production Pattern & Foundry Ridge Cast Metals Carson City, NV Terminal Brass/Aluminum Foundry – South San Francisco
 – (Pouring Most Alloys) St. John Associates. Aluminum. California Casting - Richmond. California State University - Chico. Castco - San Leandro. East Bay Brass Foundry - Richmond (Brass, Bronze, Lead, Copper) Exper Cast Foundry - Santa Clara. General Foundry Service - San Leandro. Kearney Pattern Works & Foundry – San Jose. Production Pattern & Foundry Ridge Cast Metals Carson City, NV. Terminal Brass/Aluminum Foundry – South San Francisco.")
Similar presentations











>")

 metal is poured into a mold (made.>")











